
核电站主管道自动焊设备维修与管理
2018-08-23 02:00李竹渊李青霞孙秋阳
金属加工(热加工) 2018年8期
■ 李竹渊,李青霞,孙秋阳

扫码了解更多
1. 概述
目前,我国现有核电站主管道自动焊设备均属于国外进口。由于设备引进时间短,使用人员对设备的了解不足,专业知识匮乏,且施工环境恶劣,缺乏足够的维修保养意识,造成在使用过程中,设备故障频发。国内外在设备维修及维护方面已积累了许多经验,然而怎样将这些设备维修管理的经验运用到核电站焊接设备的维护管理中,怎样根据核电站的实际情况,根据焊接设备的特点和技术要求、环境要求来建立完善的焊接设备管理体系,并没有完整、系统的理论论述。本文根据核电站自动焊接设备的维修管理的实践经验,对常见故障进行了分析,并且提出了维护保养建议和具体的解决方法。
2. 自动焊设备常见故障及排除办法
(1)电源检测不到冷却水 自动焊设备在启动时会自行检测冷却系统水循环状况,如正常,就会进入下一程序,异常就会发出报警信息,提示无冷却液流动,设备不能正常启动。
从报警提示“无冷却液流动”给出的信息分析,说明在设备进行循环水检测过程中,整个循环系统未形成回路。分析故障原因:首先要知道整个循环系统的结构,它是由水箱、水泵、水压阀、热交换器、循环水管及控制系统组成。然后要排查控制系统是否有问题,如果控制系统正常,就要对循环系统各部件进行检查,是否有部件损坏,有接头堵塞的情况。
维修经验告诉我们,大部分“检测不到冷却水”故障是由接头堵塞(见附图)造成的。分析出故障原因,下一步就可针对故障原因更换损坏部件或清除接头杂质,排除故障。
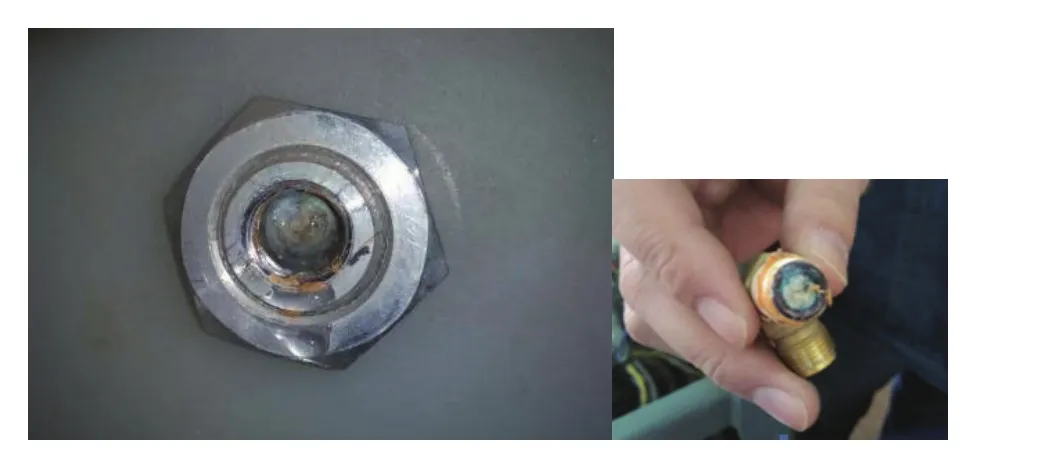
进出水接头淤积的杂质
(2)送丝电动机接收指令异常 在使用遥控器进行送丝、抽丝功能时,如遇送丝电动机始终朝一个方向运转,而电动机可以供电,说明无论在遥控器上给出送丝还是抽丝的指令,电动机始终接收了同一个指令,即送丝接收指令异常。此项功能是由输入系统(遥控器)、控制系统(送丝控制电路板和控制程序)、输出系统(送丝电动机)三部分组成。故障原因分析:首先要从这三部分逐一排查,从有供电、有指令输出和输入可以排除遥控器和电动机问题。然后从控制面板和控制程序入手,由于下达送丝、抽丝指令均有反馈,只是执行指令出现错误,可排除电路板问题。最后就要着手控制程序问题,一般此类问题都是由于送丝控制程序输入/输出代码错误造成(输入/输出代码属于同一指令),故更改输入/输出代码指令,问题即可解决。如果是由于送丝功能控制程序文件缺失造成此类问题,则应对软件进行升级。这样逐一排查,便可很快的找到指令异常的源头,并迅速解决。
(3)摆动异常 自动焊设备具有机头左右摆动功能,设备在使用过程中常会出现无摆动功能或摆动异常问题。摆动功能系统是由输入系统(遥控器)、控制系统(摆动控制电路板和控制程序)、输出系统(摆动电动机、摆动导轨)和变阻器四部分组成。通常情况,如遇到无摆动功能,首先要排查摆动保险丝是否完好,控制系统是否正常,摆动电动机和摆动导轨是否有问题,但维修经验发现无摆动功能多是由于保险丝熔断造成,更换保险丝问题即可解决。而摆动异常一般是由于变阻器损坏造成。
3. 自动焊设备故障情况分析
通过对核电站主管道自动焊设备在使用过程中出现的常见故障归纳总结,对设备故障产生原因进行分析。大致可分为以下三类:
(1)电气类故障 此类故障是指由于电气元件损坏造成的设备故障,所以只能通过更换电气元件才能解决的故障。
(2)机械类故障 此类故障一般是指非电气故障,由元件松动、堵塞造成的,可以通过修复、紧固、清理等手段解决。
(3)程序类故障 自动焊设备属于智能化设备,操作系统和监控系统均由电脑程序控制。在使用过程中由于程序的非正常运行造成文件的缺失产生的故障,归类为程序故障。出现此类故障,只需对缺失文件进行修复或对程序进行升级即可解决。
在设备遇到故障时,不能盲目进行维修,首先需要对设备故障进行分析,然后进行故障排查和排除。否则,设备故障不能从根源上彻底排除。对自动焊设备进行故障排查时,需要先确定故障属于以上哪个类型,然后再根据不同故障类别进行故障的排查和解决。
对核电站主管道自动焊设备经常出现的故障进行分析,发现大部分故障产生原因是由于操作人员对设备不熟悉造成误操作和设备使用环境恶劣,以及未进行及时有效维护形成的。
4. 自动焊设备维护保养建议
自动焊设备在使用过程中故障频发,有一部分原因是因缺乏有效的维护保养而造成的。因此,在日常的设备使用或存放过程中应该做到以下几点:①定期对设备进行清理,如果在恶劣环境下施工,最好每周清理一次。②定期更换冷却液,如果发现溶液中杂质过多,需立即更换冷却液。③设备应该定期焊接维护,一周内应该至少开机焊接运行一次。④定期备份磁盘中的所有文件。⑤在使用或运输的过程中应避免设备颠簸、磕碰。⑥专业人员定期对设备进行除尘、电路检测、内部接头清理等维修保养工作。
5. 结语
(1)核电站自动焊设备在使用和闲置过程中故障率较高,间接地增加了使用成本。因此,加强对核电一线自动焊设备操作人员、工程师的专业知识培训,提高使用者对自动焊设备的维修保养意识和能力,对延长设备使用寿命至关重要。
(2)建立完善的设备维修管理体系,增强企业对设备的管理和调配能力,实现焊接设备资源的有效配置和利用,可有效降低设备使用成本,为企业节约资源、创造价值。
猜你喜欢
小猕猴学习画刊(2021年8期)2021-08-27
装备制造技术(2020年4期)2020-12-25
作文大王·低年级(2020年9期)2020-10-12
作文大王·低年级(2020年9期)2020-10-12
制造技术与机床(2019年10期)2019-10-26
知识就是力量(2019年12期)2019-01-14
现代制造技术与装备(2018年11期)2018-02-17
企业文化·下旬刊(2017年7期)2017-07-21
汽车文摘(2015年1期)2016-01-13
科技与创新(2015年9期)2015-06-02
