基于Trio运动控制器的挤压丝锥控制软件
2018-08-25 17:21蒙海军
西部论丛 2018年5期
蒙海军

【摘 要】 主要介绍了所设计的数控丝锥磨床挤压丝锥控制软件。研究了挤压丝锥的多边形截面铲磨工艺特点。采用TRIO运动控制器的电子凸轮功能及虚拟轴技术着重解决了挤压丝锥前锥螺纹与多边形截面铲磨运动轨迹叠加、解决了前锥螺纹与校直螺纹过渡区齿顶螺距误差问题。采用触摸屏人机对话实现了挤压丝锥加工的显示、控制和管理的数控化。
【关键词】 挤压丝锥 过渡区 Trio运动控制器 电子凸轮 虚拟轴 铲磨
引言
随着有色金属、合金等具有良好塑性材料的广泛应用,尤其是IT产业加工内螺纹,如使用切削丝锥则有切屑排出。冷挤压无屑加工是一种新的内螺纹加工方法,即采用冷挤压的方法使工件底孔产生塑性变形而形成内螺纹,且螺纹表面光洁度、强度和耐磨性较高。该工艺的应用日益广泛而挤压丝锥的磨削加工也越来越受到人们的重视。国内工具行业加工挤压丝锥的设备大多都是传统机械传动的螺纹磨床。其多边形截面铲磨调整麻烦,且存在过渡区齿顶螺距误差问题。部分企业选用国外进口全自动数控挤压丝锥磨床,但价格昂贵维护不便。根据市场需求在原数控丝锥磨床加工切削丝锥的基础上开发了挤压丝锥控制软件。
一、 主要数控轴介绍
(1)Z轴(轴4):工作台纵向移动 (2)X轴(轴2):砂轮座横向进给 (3)C轴(轴3):工件主轴(装Z轴上)。
二、挤压丝锥的工艺性研究
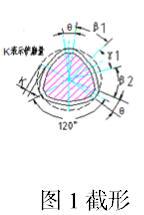
(1)截面形状设计(有2 ~8棱型以三棱型截面为例说明如图1)。截形人机设置参数有:棱顶圆角θ、落一弧角β1、内一圆角γ1、升一弧角β2;铲磨量K。
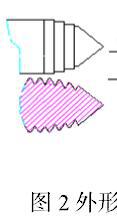
(2)挤压丝锥外形(如图2,M3×0.5丝锥)
a.前锥区牙:前锥角α(以15度为例)、前锥牙数L5(以3牙为例);
b .校直区牙:螺纹齿顶高低一致。c.过渡区牙:如图4齿底从A点到B点工件转1圈的区域为前锥区到校直区螺纹的过渡区。d、螺纹全长(L)有倒锥、螺纹尾端有尾锥。
(3)加工工艺:如图2工序分:外圆和螺纹加工。外圆加工前锥三个牙山为梯阶形,梯阶宽度为P,单梯阶高H=p*Tanα(前锥高3H)。螺纹加工时需要将工件右移P/2,保证梯阶折点被齿底吃掉。且为保证前锥与校直齿顶宽度一致,螺纹加工时前锥高2.5*H。
(4)过渡区齿顶螺距误差分析:传统螺纹磨床螺距为机械挂轮结构,齿底螺距恒定。但过渡区存在齿顶螺距误差问题。在实际攻丝过程中过渡区齿顶受力大,易崩裂。如图3过渡区棱脊齿顶宽0.06mm,过渡区棱脊处相邻齿顶螺距0.48 mm。前锥和校直区齿顶宽0.1mm,齿顶螺距0.5mm。为保证过渡区齿顶螺距正确。如图4采用逆向推导法,将前锥及校直螺纹齿顶螺距按照P值排列。将所有螺纹齿底用描点法连接。结果螺纹齿底过渡区轨迹为AB斜线段,且AB间距离为P+ΔX.补偿值:ΔX= P/2*Tan30*Tanα,α表示前锥角度,P表示螺距。
三、 数控化数学建模
采用轨迹分解法:将轨迹分解为两种较简单的数学模型,再进行两种数学模型的叠加,形成一种复杂的运动轨迹。
(一)前锥与多边形截面铲磨--X轴数学建模
(1)虚拟轴轴6数学模型:轴6的运动轨迹为挤压丝锥前锥。工件360度取100个点。控制如下图5、图6。Table列表轨迹程序如下:
FORi=18001 TO(18001+(L5-1)*100)1至2牙前锥区
TABLE(i,-P*tanα*(i-18001/100)) NEXTi
FORi=(18001+(L5-1)*100)TO(18001+ L5*100)外圆过渡区
TABLE(i,-P*tanα*(L5-1)-P*tanα*((i-(18001+ (L5-1)*100))/100)) NEXTi
FORi=(18001+(L5-1)*100)TO(18001+ L5*100)螺纹过渡区
TABLE(i,-P*tanα*(L5-1)-tanα*P/2*((i-(18001+(L5-1)*100))/100)) NEXTi
运动程序为:CAMBOX(18001,18001+ L5*100,16,L5*100*360,3)AXIS(6)
(2)轴2数学模型:轴2的铲磨运动轨迹为多边形截面。电子凸轮定义为1度100个点三棱型120度12000个点。螺纹全长循环控制如下图7。其电子凸轮Table列表轨迹程序如下:
FORi=0 TO(θ*50)棱顶圆角 FOR i=(θ*50)TO(θ*50+β1*100)落1弧角
TABLE(i,0) NEXTi TABLE(i,K*(i-θ*50)/β1*100) NEXTi
FORi=(θ*50+β1*100)TO(θ*50+(β1+γ1)*100)内1圆角
TABLE(i,K) NEXTi
FORi=(θ*50+(β1+γ1)*100)TO(θ*50+(β1+β2 +γ1)*100)升1弧角
TABLE(i,K-K*(i-(θ*50+(β1+γ1)*100))/β2*100) NEXTi
FORi=(θ*50+(β1+β2+γ1)*100)TO 12000棱顶圆角
TABLE(i,0) NEXTi
运动程序为:CAMBOX(0,12000,16,12000,3)AXIS(2)将轴6运动轨迹叠加到轴2中指令为ADDAX(6)AXIS(2)实现了前锥及多边形截面铲磨运动。
(二)过渡区齿顶螺距误差补偿——Z轴数学建模:
(1)虚拟轴轴7数学模型:轴7的运动轨迹见图9为过渡区齿顶螺距补偿ΔX。工件1圈取100个点。其Table列表如下:
前锥区不补偿 过渡区补偿
FORi=19702 TO 19702+(L5-1)*100 FORi=19702+(L5-1)*100 TO 19702+L5*100
TABLE(i,0) NEXTi TABLE(i,ΔX*((i-19702+ (L5-1)*100))/100)) NEXTi
运动程序为:CAMBOX(19702,19702+ L5*100,16, L5*100*360,3)AXIS(7)
(2)轴4数学模型:轴4与轴3同步控制实现螺距加工。见图8运动程序为:MOVELINK(L,36000*L/P,0,0,3,4)AXIS(4)将轴7的运动轨迹叠加到轴4中指令为:ADDAX(7)AXIS(4)实现了过渡区齿顶螺距误差的补偿及螺纹全长螺距加工。
结论:挤压丝锥前锥螺纹及多边形截面铲磨运动实现了数控化。截形只需根据工艺设置参数,操作方便。挤压丝锥控制软件设计合理,提高了挤压丝锥的品质和加工效率。但是设备人工装卸料,而美国全自动数控挤压丝锥磨床为全自动控制,生产效率高,劳动力低。所以该设备的智能化控制还有很大发展空间。
【参考文献】
[1] Trio技术资料手册[Z]北京和利时自动化技术有限公司
[2] 鲜光远,崔慧滨.挤压丝锥的改進及选用[J].机械工人.冷加工,2006,(8):46-47.