精密复杂零件数控加工在线检测方法研究*
2018-08-31 02:13毛文亮杨小平
机械制造 2018年5期
□ 毛文亮 □ 杨小平
1.甘肃机电职业技术学院 甘肃天水 741001
2.甘肃农业大学科学技术处 兰州 730000
精密复杂零件制造是一个国家制造业水平的集中体现。随着我国数控加工技术的飞速发展,人们对在线检测技术提出了更高的要求。当前国内大量在线检测软件受机床系统、测头品牌等限制,编程烦琐,价格昂贵,无法通用。开发一套宏程序在线检测库,引入数控机床系统,通过调用宏程序并赋值,生成所需要的在线检测程序,控制加工中心自动完成检测任务,这样不但可以有效提高产品检测精度、效率,还可以大大降低检测成本[1-4]。
1 精密复杂零件数控加工在线检测原理
复杂零件通常由圆孔、圆柱、圆锥、凸台、凹槽、球、椭圆等几种基本体组合而成,将一个精密复杂零件按不同特征分解为不同的基本体,在计算机上生成基本体在线检测宏程序,将基本体在线检测宏程序由RS 232通信接口传输至数控机床,通过调用基本体在线检测宏程序库中的宏程序并赋值,生成所需要的在线检测程序[5],机床伺服系统驱动测头对被测件上的点、线、面、圆孔、圆柱、圆锥、凸台、凹槽、球、椭圆等基本体进行测量,测头测量时发出的触发信号通过测头与数控系统的专用接口转换为数控系统可识别的信号。数控系统接收信号后,记录下各测量点坐标,对坐标进行处理,最终获得组合体的测量结果。
2 在线检测路径规划
检测路径对工件检测精度的影响很大,规划检测路径时既要避免测头碰撞工件,又要避免测头超程。测量曲面时,测头接触测点的方向有沿轴线方向接触和沿法线方向接触两种方式[6]。测头沿轴线方向接触测点如图1所示,测头以测点A的Z轴方向接触工件,测头与实际工件表面接触的是B点,检测系统返回的是C点的坐标值,由于测点B的法线矢量方向未知,因此难以通过C点求出测点B的坐标值,一般不采用。测头沿法线方向接触测点如图 2所示,这种方法被广泛应用,测头与实际工件表面B点接触,检测系统返回的是C点的坐标值,可由沿法线矢量方向测头半径补偿测量值方便地计算出A点的加工误差。具体检测时,测头以Z轴方向接近某测点,到达预设高度点时停留片刻,再沿工件曲面模型法线方向接触测点。该测点 检测完毕后,沿原法线矢量方向返回到预设高度,重复以上动作接触下一个测点,直到所有测点检测完毕[7-10]。

▲图1 测头沿轴线方向接触测点
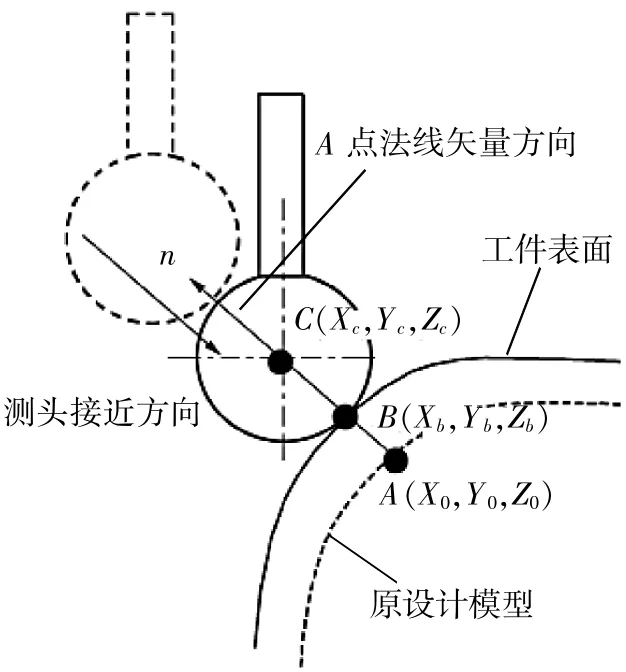
▲图2 测头沿法线方向接触测点
3 在线检测宏程序库的建立
3.1 用户宏程序基本检测指令
G31是在线检测程序中最常用的基本检测指令,它是FANUC Oi数控系统自定义的模态跳步指令。指令格式为G31 IP_F_,IP为X轴、Y轴、Z轴中一个轴的移动量。当测头碰触工件表面时,接触信号产生,控制系统接收此信号,将X轴、Y轴、Z轴坐标值储存起来并保持不变,仅当下一个跳越信号发出后才能改变,然后立即停止执行当前程序段的剩余部分,转向下一个程序段。
G92是工件坐标系设定指令,功能是设定工件坐标系的原点。
M02是程序结束指令,功能是在完成程序段的所有指令后,使主轴进给停止。
G65是宏程序调用指令,指令格式为G65 P L<宏变量传递值>,P为程序号,L为重复次数。
外部输出指令是加工中心在线测量系统与外部处理器进行通信的重要指令,主要包括开通指令POPEN、关闭指令 PCLOS、数据输出指令BPRNT和DPRNT。
3.2 用户宏程序变量
FANUC Oi数控系统中,宏变量用地址符#和后面的数字来表示,分为空变量(#0)、局部变量(#1~#33)、公共变量(#100~#149、#500~#531)和系统变量(#1000及以上)。空变量的值总是NULL,若没有值,则可设置为这种类型。局部变量在一个宏程序中用来保存数据,系统断电时局部变量为NULL,被调用时参数赋值给局部变量。公共变量可被不同宏程序分享,系统断电时,#100~#149为 NULL,#500~#531可保持。 系统变量是用来读写数控系统指令或数据的变量。
3.3 在线检测宏程序举例
编制点、线、面、圆孔、圆柱、圆锥、凸台、凹槽、球、椭圆等基本体的在线检测宏程序,组成在线检测宏程序库。测量时,通过调用宏程库中的宏程序并赋值,生成所需要的实际测量程序,这样就可以对工件进行测量了。
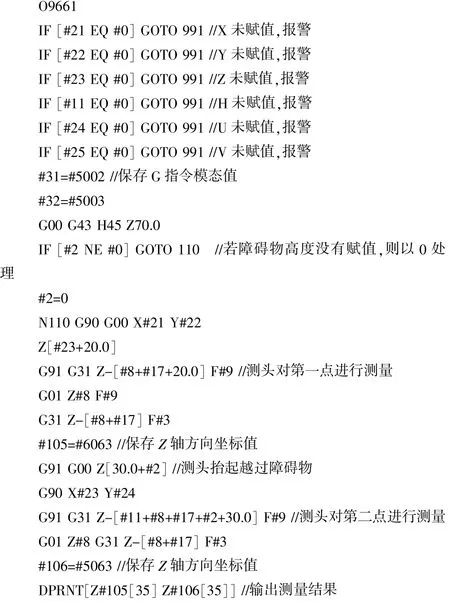
下面以凸台在线检测宏程序的编制来进行具体说明[11-12]。
调用格式为:
G65 P9661 X Y Z U V B F C E Q H
变量的定义见表1。
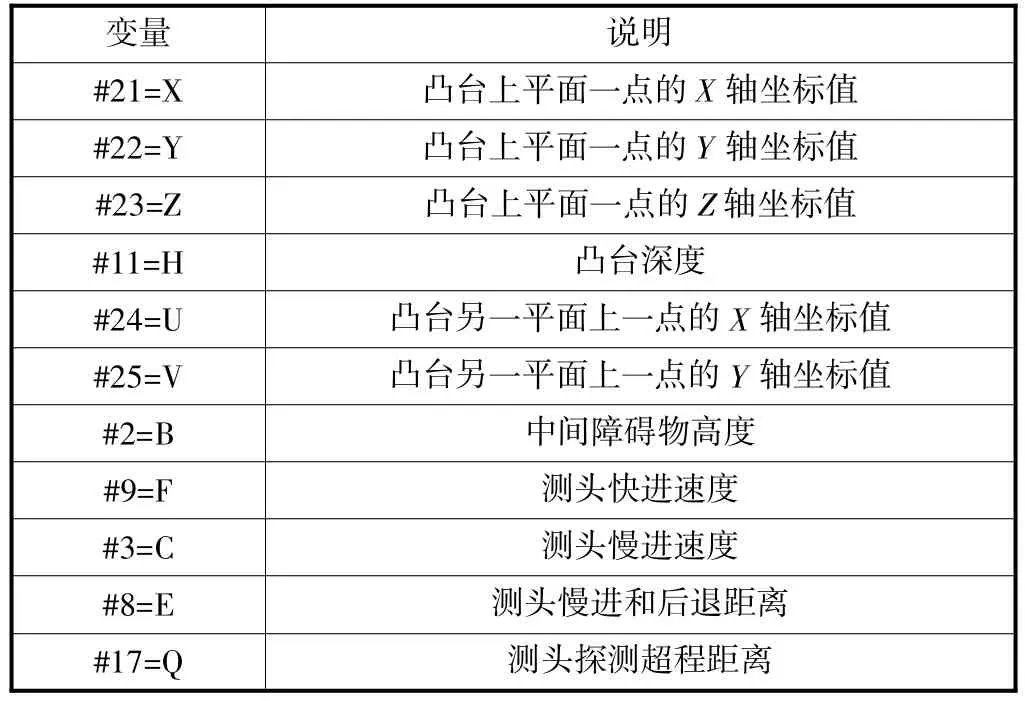
表1 变量定义
宏程序如下:

4 试验验证
采用 FANUC 0i VMC-850B三轴立式加工中心、TP20型触发式测头,通过调用在线检测宏程序库中点、线、面、圆孔、凸台等基本体的在线检测宏程序并赋值,对精密复杂零件的点、线、面、圆孔、凸台进行在线检测,并将检测结果与三坐标测量机的测量结果进行对比。结果显示,零件的各项数据符合技术要求,与三坐标测量机测量结果基本一致。在线检测宏程序测量如图3所示,零件上选取的5个测量点的检测结果与三坐标测量机的检测结果进行比较,见表2。
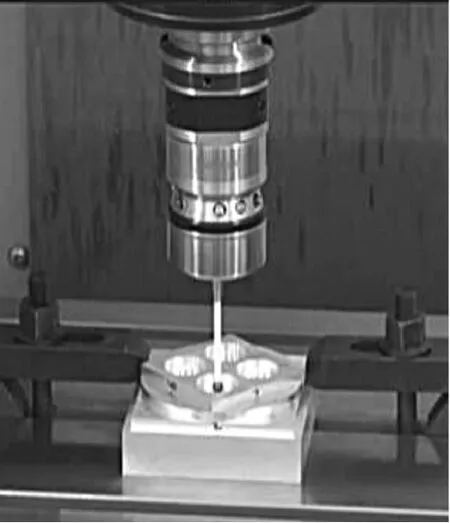
▲图3 在线检测宏程序测量

表2 检测数据比较 mm
5 结论
在数控机床中引入点、线、面、圆孔、圆柱、圆锥、凸台、凹槽、球、椭圆等基本体在线检测宏程序库,通过调用赋值,对精密复杂零件进行在线检测,这样不但精准、高效,而且非常简捷、低成本。通过不断完善在线检测宏程序库,在线检测宏程序可以完成部分三坐标测量机的功能。在后续的研究中,将不断完善,使这项技术被广泛推广应用。
猜你喜欢
装备制造技术(2022年5期)2022-09-06
智能制造(2021年4期)2021-11-04
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
数学教学通讯·高中版(2018年11期)2018-01-15
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
大众文艺(2016年23期)2016-03-02