
FDM工艺参数对齿轮制件精度影响的试验研究
2018-09-10 22:41李涛李梦君陈丽芳徐攀
河南科技 2018年22期
关键词:精度
李涛 李梦君 陈丽芳 徐攀

摘 要:本文针对FDM方法成型齿轮工艺过程进行了正交试验,着重研究了主要成型工艺参数对齿廓总偏差、单个齿距偏差和齿距累计总偏差的影响,以期对FDM技术应用于齿轮快速成型提供一定的参考。
关键词:熔融沉积成型;齿轮成型;精度
中图分类号:TH161 文献标识码:A 文章编号:1003-5168(2018)22-0033-02
Experimental Study of Parameters Affecting Gear Accuracy in FDM
LI Tao LI Mengjun CHEN Lifang XU Pan
(School of Mechanical Engineering, Hubei Engineer University,Xiaogan Hubei 432000)
Abstract: In this paper, the orthogonal experiment was carried out for the process of forming gears by FDM method, and the influence of the main molding parameters on the total deviation of the tooth profile, the deviation of single pitch and the cumulative total deviation of tooth pitch was emphatically studied, so as to provide a reference for the application of FDM technology in the rapid prototyping.
Keywords: FDM;gear forming;gear accuracy
熔融沉積成型(Fused Deposition Modeling,FDM)技术采用热塑性工程塑料(如PLA、ABS、尼龙等)来快速制造各种工业产品及其零部件,发展极为迅速,应用领域越来越广泛。但由于成型设备精度、材料性能、工艺参数等多种因素的影响,该方法仍然存在尺寸精度、形位精度和表面质量较低的问题[1]。齿轮作为重要传动件,其精度影响着整台机器设备的工作准确性、平稳性和载荷分布均匀性。因此,采用FDM方法成型的齿轮的质量对其使用性能至关重要。
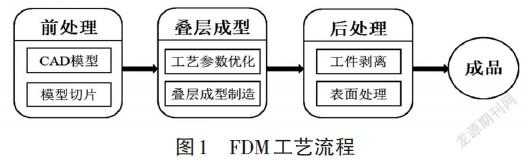
1 FDM工艺原理
FDM熔融层积成型的基本原理是材料“自下而上”的叠层制造[2],即成型设备根据模型层截面信息有选择性地涂覆热融材料,逐层堆积,直到完成整个三维模型。FDM工艺的一般流程如图1所示。
2 齿轮FDM工艺成型试验
2.1 试验设备与材料
FDM快成型试验设备选用江苏威宝仕生产的Wiiboox One桌面级快速成型机,其为单喷头结构,成型尺寸范围为200mm×150mm×150mm(XYZ),打印精度0.1mm,材料采用直径1.75mm的PLA丝材,成型层厚0.1~0.5mm,成型速度20~150mm/s,喷头加热温度20~280℃。
2.2 试验方法与方案
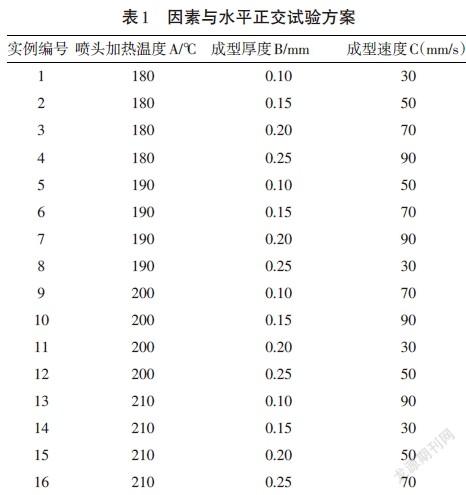
FDM工艺涉及CAD建模、数控、材料、成型工艺参数等许多方面,因而成型制件精度的影响因素也极为复杂,但可调控且影响显著的还是少数几个工艺参数[3]。本文综合齿轮成型工艺和大量的FDM成型实践经验,着重选取成型层厚、成型速度、喷头加热温度,运用正交试验方法,分别赋予这3个成型工艺参数4个水平,具体分析它们对齿轮成型精度的影响。根据选用成型设备参数和实际经验,确定出这3个参数4水平的L9(43)正交试验方案,见表1。
2.3 齿轮成型制件实例
根据表1所列,试验方案设置16组不同的工艺参数组合,最终成型的16件齿轮实例如图2所示。
3 试验结果及分析
一般来说,齿廓总偏差、单个齿距偏差和齿距累计总偏差是进行齿轮精度检测时必须强制检测的重要偏差项目[4]。因此,本文选择这3个偏差项目来进行试验研究分析,检测结果见表2。
采用正交试验的极差法分析表2数据,分别计算各因素不同水平下齿廓总偏差、单个齿距偏差和齿距累计总偏差的极差,结果见表3—5。
由极差法分析表3—5的数据,在本文试验条件下,喷头加热温度和成型层厚对齿廓总偏差、单个齿距偏差和齿距累计总偏差的影响相对较显著,所以在采用FDM工艺成型齿轮时,需重点考虑。同时查《圆柱齿轮 精度制 第1部分:轮齿同侧齿面偏差的定义和允许值标准》(GB/T 10095.1—2008 )可知,齿廓总偏差、单个齿距偏差和齿距累计总偏差的允许值分别为54、36、110μm。与本文试验数据进行对比,发现齿距累计总偏差符合要求,而齿廓总偏差和单个齿距偏差大于允许值,这表明FDM工艺的齿轮制件质量除与本文所考察的成型过程中的几个主要工艺参数有关外,还与前处理时的模型精度等因素有关。
4 结语
试验表明,FDM方法成型齿轮的原理简单,成型相对容易,但齿廓总偏差和单个齿距偏差偏大,受喷头加热温度和成型层厚影响较显著。因此,将FDM齿轮成型工艺用于工业中,必须综合考虑工艺参数、提高处理精度。
参考文献:
[1]李星云,李众立,李理.熔融沉积成型工艺的精度分析与研究[J].制造技术与机床,2014(9):152-156.
[2]汪程,王宏松.FDM成形精度分析及实验研究[J].热加工工艺,2012(9):217-219.
[3]邬宗鹏.FDM工艺参数对成型制品尺寸精度影响的研究[J].赤峰学院学报,2015(1):55-57.
[4]彭浩坤.渐开线圆柱齿轮偏差计算及精度等级评估[D].苏州:苏州大学,2011.
猜你喜欢
导航定位学报(2022年5期)2022-10-13
导航定位学报(2022年5期)2022-10-13
科学与财富(2021年33期)2021-05-10
科技研究·理论版(2021年20期)2021-04-20
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
电子技术与软件工程(2016年24期)2017-02-23
科学与财富(2016年18期)2016-12-22
商(2016年27期)2016-10-17
科技视界(2016年3期)2016-02-26
中国信息化·学术版(2013年7期)2013-09-03
