
钢板母材缺欠引起的焊接质量关键问题分析
2018-09-10 03:57高志萌张文杨勇
河南科技 2018年22期
关键词:焊接质量
高志萌 张文 杨勇
摘 要:对焊接接头焊缝进行质量检测时,发现母材中存在缺陷。通过对母材无损检测分析、宏观和微观金相组织观察分析以及偏析分析,确定了母材中存在的缺欠类型,分析了缺欠产生的原因,对今后同类问题具有一定的指导意义。
关键词:母材缺欠;焊接质量;金相;偏析
中图分类号:TG457.5 文献标识码:A 文章编号:1003-5168(2018)22-0040-03
Experimental Analysis of Key Problems of Weld Quality
Caused by Defective Steel Plate Parent Material
GAO Zhimeng1 ZHANG Wen2 YANG Yong2
(1.National Center of Quality Inspection & Testing for Hydraulic Metal Structure Ministry of Water Resources,Zhengzhou Henan 450044;2.Mechanical & Electrical Erection Corporation of Sinohydro Bureau 7 Co., Ltd.,Pengshan Sichuan 620860)
Abstract: When quality inspection of welded joint welds was performed, it was found that there was a defect in the base metal. Through the non-destructive analysis of the base metal, macroscopic and microscopic microstructure observation and segregation analysis. Determined the type of imperfections in the parent material and analyzed the causes of the imperfections. It has certain guiding significance for similar problems in the future.
Keywords: defective parent material;welding quality;metallographic;segregation
本次试验按照《水电水利工程压力钢管制造安装及验收规范》(DL/T 5017—2007)规范要求对压力钢管制作前对板材(Q345R)质量进场抽检,抽检方式按照规格型号、批次、炉号等进行,基础试验包括无损检测和理化试验,无损检测执行《钢锻件超声检测方法》(GB/T 6402—2008)标准。
1 母材缺欠无损检测试验分析
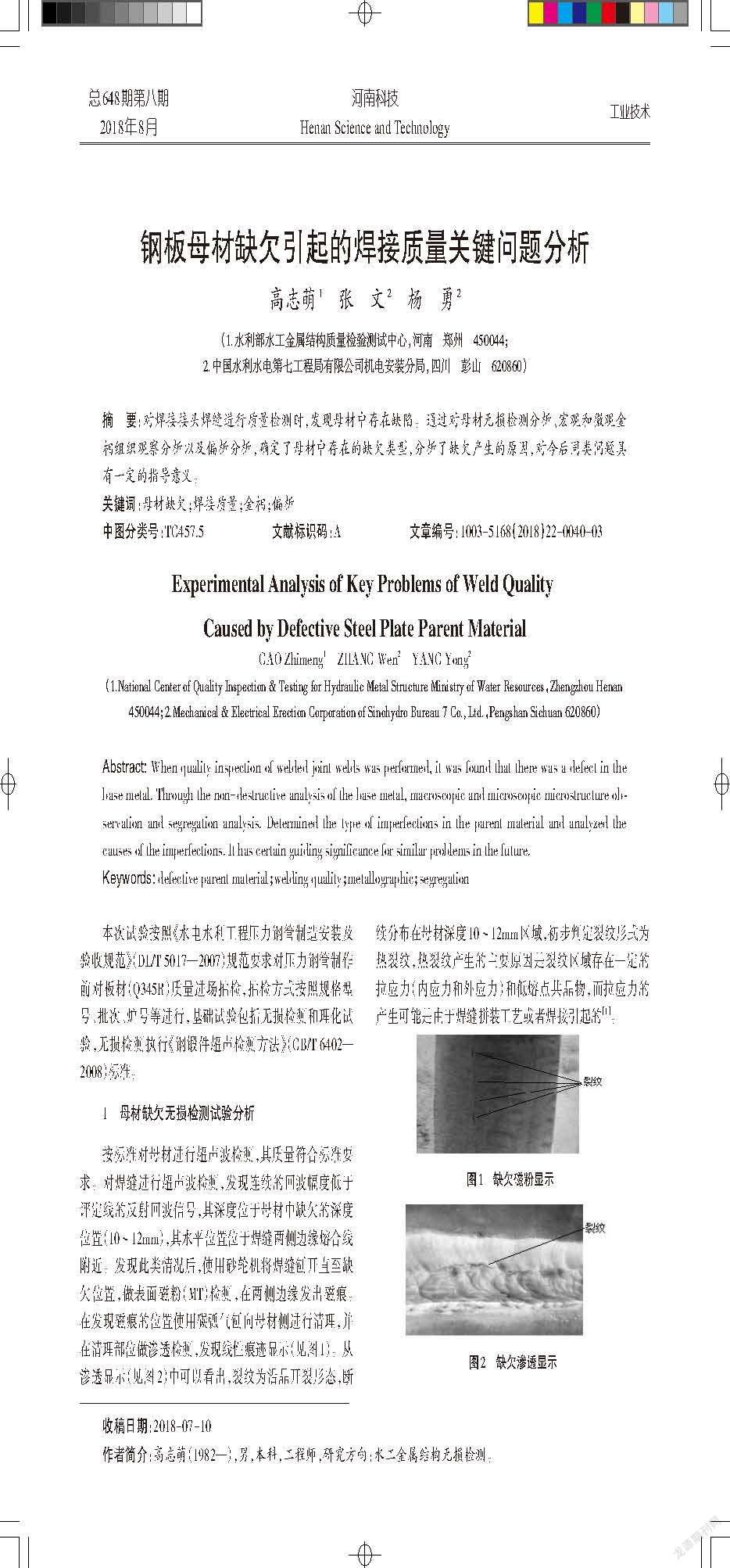
按标准对母材进行超声波检测,其质量符合标准要求。对焊缝进行超声波检测,发现连续的回波幅度低于评定线的反射回波信号,其深度位于母材中缺欠的深度位置(10~12mm),其水平位置位于焊缝两侧边缘熔合线附近。发现此类情况后,使用砂轮机将焊缝刨开直至缺欠位置,做表面磁粉(MT)检测,在两侧边缘发出磁痕。在发现磁痕的位置使用碳弧气刨向母材侧进行清理,并在清理部位做渗透检测,发现线性痕迹显示(见图1)。从渗透显示(见图2)中可以看出,裂纹为沿晶开裂形态,断续分布在母材深度10~12mm区域,初步判定裂纹形式为热裂纹,热裂纹产生的主要原因是裂纹区域存在一定的拉应力(内应力和外应力)和低熔点共晶物,而拉应力的产生可能是由于焊缝拼装工艺或者焊接引起的[1]。
2 母材缺欠宏观及微观缺欠分析
2.1 母材缺欠宏观分析
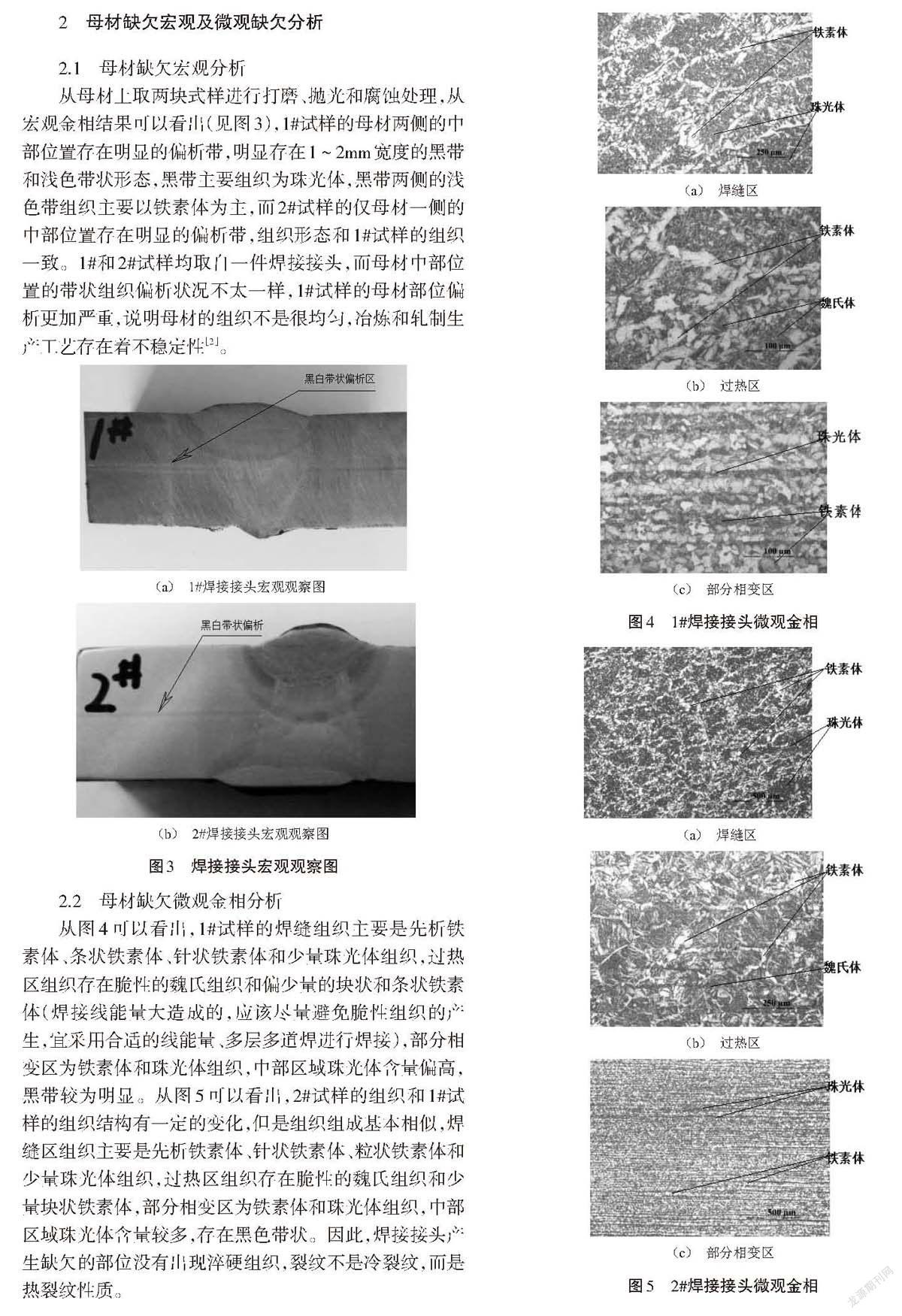
从母材上取两块式样进行打磨、抛光和腐蚀处理,从宏观金相结果可以看出(见图3),1#试样的母材两侧的中部位置存在明显的偏析带,明显存在1~2mm宽度的黑带和浅色带状形态,黑带主要组织为珠光体,黑带两侧的浅色带组织主要以铁素体为主,而2#试样的仅母材一侧的中部位置存在明显的偏析带,组织形态和1#试样的组织一致。1#和2#试样均取自一件焊接接头,而母材中部位置的带状组织偏析状况不太一样,1#试样的母材部位偏析更加严重,说明母材的组织不是很均匀,冶炼和轧制生产工艺存在着不稳定性[2]。
2.2 母材缺欠微观金相分析
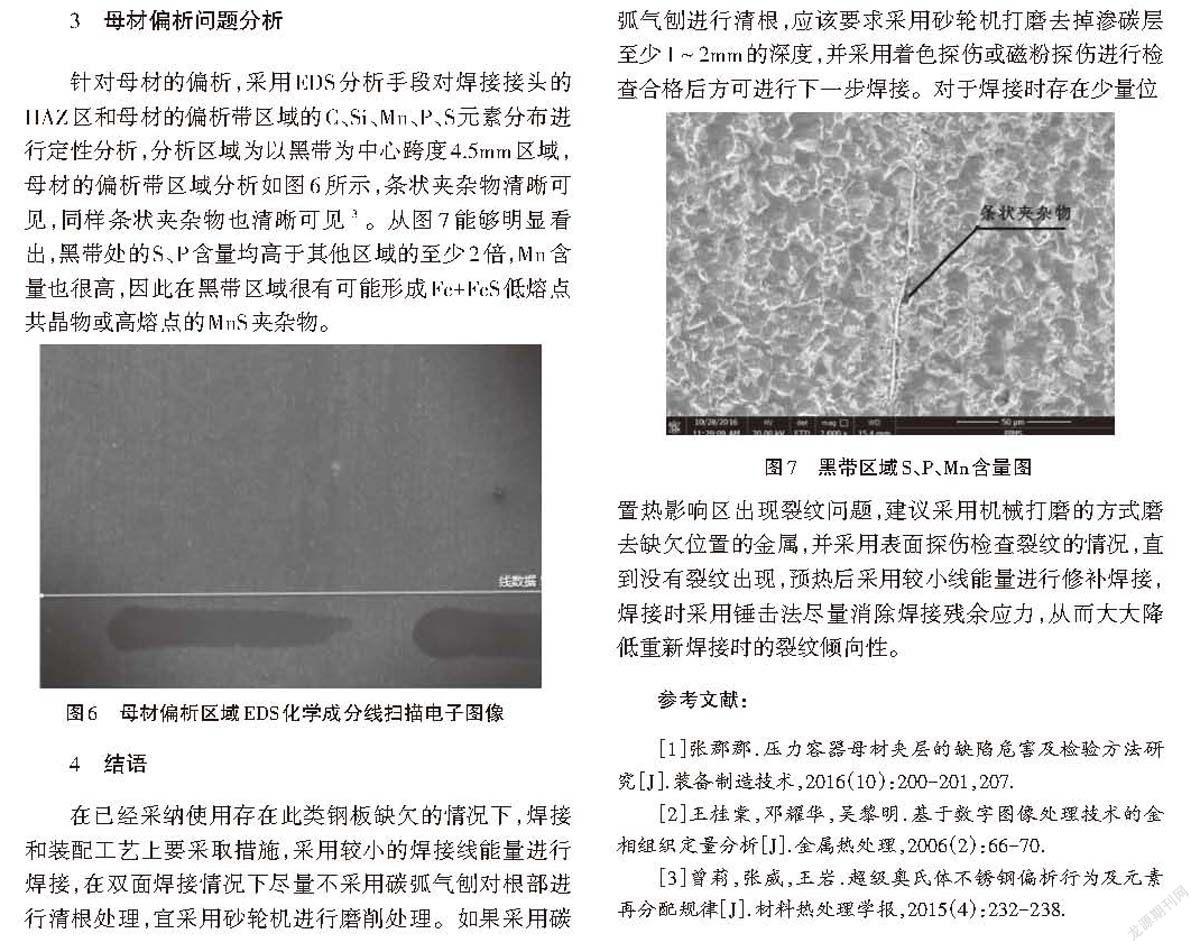
从图4可以看出,1#试样的焊缝组织主要是先析铁素体、条状铁素体、针状铁素体和少量珠光体组织,过热区组织存在脆性的魏氏组织和偏少量的块状和条状铁素体(焊接线能量大造成的,应该尽量避免脆性组织的产生,宜采用合适的线能量、多层多道焊进行焊接),部分相变区为铁素体和珠光体组织,中部区域珠光体含量偏高,黑带较为明显。从图5可以看出,2#试样的组织和1#试样的组织结构有一定的变化,但是组织组成基本相似,焊缝区组织主要是先析铁素体、针状铁素体、粒状铁素体和少量珠光体组织,过热区组织存在脆性的魏氏组织和少量块状铁素体,部分相变区为铁素体和珠光体组织,中部区域珠光体含量较多,存在黑色带状。因此,焊接接头产生缺欠的部位没有出现淬硬组织,裂纹不是冷裂纹,而是热裂纹性质。
图5 2#焊接接头微观金相
3 母材偏析问题分析
针对母材的偏析,采用EDS分析手段对焊接接头的HAZ区和母材的偏析带区域的C、Si、Mn、P、S元素分布进行定性分析,分析区域为以黑带为中心跨度4.5mm区域,母材的偏析带区域分析如图6所示,条状夹杂物清晰可见,同样条状夹杂物也清晰可见[3]。从图7能够明显看出,黑带处的S、P含量均高于其他区域的至少2倍,Mn含量也很高,因此在黑带区域很有可能形成Fe+FeS低熔点共晶物或高熔点的MnS夹杂物。
4 结语
在已经采纳使用存在此类钢板缺欠的情况下,焊接和装配工艺上要采取措施,采用较小的焊接线能量进行焊接,在双面焊接情况下尽量不采用碳弧气刨对根部进行清根处理,宜采用砂轮机进行磨削处理。如果采用碳弧气刨进行清根,应该要求采用砂轮机打磨去掉渗碳层至少1~2mm的深度,并采用着色探伤或磁粉探伤进行检查合格后方可进行下一步焊接。对于焊接时存在少量位
置热影响区出现裂纹问题,建议采用机械打磨的方式磨去缺欠位置的金属,并采用表面探伤检查裂纹的情况,直到没有裂纹出现,预热后采用较小线能量进行修补焊接,焊接时采用锤击法尽量消除焊接残余应力,从而大大降低重新焊接时的裂纹倾向性。
参考文献:
[1]张郡郡.压力容器母材夹层的缺陷危害及检验方法研究[J].装备制造技术,2016(10):200-201,207.
[2]王桂棠,邓耀华,吴黎明.基于数字图像处理技术的金相组织定量分析[J].金属热处理,2006(2):66-70.
[3]曾莉,張威,王岩.超级奥氏体不锈钢偏析行为及元素再分配规律[J].材料热处理学报,2015(4):232-238.
猜你喜欢
现代电子技术(2017年5期)2017-04-01
科学与财富(2016年27期)2017-03-24
山东工业技术(2016年23期)2016-12-23
求知导刊(2016年30期)2016-12-03
成才之路(2016年33期)2016-11-19
科技与创新(2016年8期)2016-05-05
科技与创新(2016年4期)2016-03-16
科技与创新(2016年1期)2016-01-19
科技与创新(2015年12期)2015-07-21
中国高新技术企业(2015年8期)2015-04-13
