
基于PLC控制的选煤厂“一键启车”研究
2018-09-10 17:22刘建国
河南科技 2018年19期
关键词:计时器
刘建国


摘 要:本文探讨了选煤厂一键启车的功能,并对一键启车的不同方式进行比较,探讨其优缺点,提出了一种基于PLC的改进的流程启车控制逻辑。实践表明,采用新控制原理不仅能实现一键启车,而且让能设备选择更加灵活,可以应对启车过程中的各种突发故障,节省了启车时间和电耗。
关键词:PLC;一键启车;计时器
中图分类号:TP273.5 文献标识码:A 文章编号:1003-5168(2018)19-0099-03
Research on "one Key Start" of Coal Preparation Plant
Based on PLC Control
LIU Jianguo
(China Coal Xi 'an Design Engineering Co., Ltd., Xi 'an Shaanxi 710054)
Abstract: This paper discussed the function of one key start in the coal preparation plant, compared the different ways of the one key start car, discussed its advantages and disadvantages, and put forward an improved logic for the process control of the process based on the PLC. The practice showed that the new control principle could not only realize one key starting, but also made the selection of equipment more flexible, and could deal with all kinds of sudden faults in the process of starting the car, and save the time and electricity consumption.
Keywords: programmable logic controller;one-button start;timer
随着科技的进步,选煤工艺变得越来越复杂,从受煤到筛分、破碎、分选、脱水、产品储存和装车等均连续生产,环环相扣,设备分散,处理量大。对系统的可靠性、精度及自动化程度要求越来越高。
PLC(Programmable Logic Controller,可编程逻辑控制器),其采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程[1]。PLC由电源、中央处理单元(CPU)、存储器、输入输出接口电路、功能模块和通信模块等组成[2]。PLC因具有使用方便,编程简单;功能强,性能价格比高;硬件配套齐全,用户使用方便,适应性强;可靠性高,抗干扰能力强;系统的设计、安装、调试工作量少;维修工作量小,维修方便等特点,被广泛应用于洗煤厂的生产控制中。目前,大多数洗煤厂都可实现流程启车(一键启车),但在功能上不尽如人意[3]。在实际生产过程中,集控员往往不使用流程启车,而是手动逐个起动,效率低,启车过程电耗大,因此还需要进一步改进启车控制原理,优化程序设计。笔者结合自身的实践经验,分析当前几种较为常见的流程启车方式,并在此基础上进行改进。
1 一键启车功能
一键启车,就是利用PLC通过程序逻辑控制,在系统具备启车条件下,自动依次启动被控设备。其可以大大减少启车过程中的人为参与,从而减少人为故障,降低生产事故,提高生产效率,节约能耗[4]。
一键启车实现的功能如下。例如,选煤厂从原煤到产品经过D、C、B、A四台设备,生产时集控员需要在上位设备上按逆煤流依次启动设备A、设备B、设备C和设备D。一键启车具备以下特点:一键依次启动设备A、设备B、设备C和设备D;被控设备可随时投入/退出流程而不影响启车过程;在启车过程中,如果某台设备故障,系统应能停留在该设备等待故障处理或选择跳过该设备继续启车;运行过程中出现某几台设备故障停车,系统能自动定位到该设备,便于故障处理后启车;应考虑时间效率。
2 一键启车实现方式比较
目前,较常见的一键启车控制方式大概有2类。
2.1 方式一
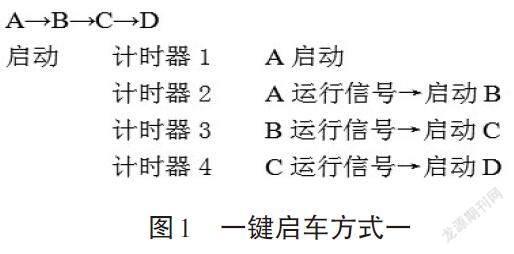
将要启动的设备按逆煤流方向排序,在上位机上设置一键启动按钮,启车前自动检索系统是否具备启车条件,具备条件后按下“启车按钮”,利用前一台设备的运行信号做下一台设备的启动条件,依次启动,实现启车过程。方式一的启车流程如图1所示。
该方式将前台设备运行信号做后台设备的启动条件,编程简单。但程序中将设备前后次序固化,无法跨设备启动,设备选择不灵活。
2.2 方式二
将要启动的设备按逆煤流方向排序,设置计时器,每台设备设置一个启动时间,按下“启动”按钮后计时器开始计时,在时间1启动A设备,时间2启动B设备,时间3启动C设备,时间4启动D设备,完成啟车过程。方式二的启车流程如图2所示。
从图3、表1可知:此种方式不依赖上台设备是否启动,在规定的时间启动相应设备。按下“启动”按钮后计时器开始计时,设备A、B正常启动后,如果在第7分钟设备C启动失败,计时器继续计时直到计时器预置值归0。等C设备故障解除后启车,计时器又从0开始计时,浪费6分钟时间。
3 改进的启车方式
改进后的一键启车逻辑图如图4所示。
从图4可知,将常规计时器改为保持型计时器,新增“设备选择”按钮以及“设备状态标签”,具体改进方式如下。
改进一:上下位结合,实现了设备灵活退出/投入启车流程。设备选择与解锁/连锁关系如图5所示。
如图5,下位程序中将设备选择与设备解/连锁整合,在上位画面增加“设备选择按钮”,在选择设备的同时投入闭锁,实现设备灵活退出/投入启车流程。
改进二:使用保持型计时器,节省启车时间。使用保持型计时器后,设备起停状态与时间对应关系如表2所示。
从表2可知,使用保持型计时器,可以将时间停留在启动失败的设备对应的时间点,如当设备C启动失败时,计时器暂停计时,停留在时间3,C故障解除后计时器从时间3接续计时,顺序启动设备,节省了启车时间。
改进三:新增一键启车“状态标签”,解决了方式二存在的问题,节省故障停车后的系统恢复时间。设备启动状态与标签、时间对应关系见表3至表5。
如表3至表5所示,新增一键启车“状态标签”,每台设备对应一个固定标签,当设备故障停车时,PLC即可寻找到最早启动设备对应的时间点,故障恢复后直接从该故障设备启车,解决了方式二存在的问题,节省故障停车后的系统恢复时间[5-8]。
4 结论
改进后的一键启车方式较好地解决了传统启车过程中存在的问题,节省了启车时间,直接降低了电耗。基于以上原则开发的纳林河二号矿井选煤厂、门克庆煤矿选煤厂上下位程序投入运行以来,运行状态良好。
参考文献:
[1]周成军,张新明,陶亚东.选煤厂煤流系统启停车技术优化[J].工礦自动化,2018(1):95-98.
[2]石焕,程宏志,刘万超.我国选煤技术现状及发展趋势[J].煤炭科学技术,2016(6):169-174.
[3]赵建军.选煤厂节电经验探讨[J].能源与节能,2016(7):81-83.
[4]史国生.电气控制与可编程控制器技术[M].3版.北京:化学工业出版社,2004.
[5]王德吉.罗克韦尔PLC控制技术[M].北京:机械工业出版社,2015.
[6]哈立德·卡梅尔,埃曼·卡梅尔.PLC工业控制[M].北京:机械工业出版社,2015.
[7]郭军.基于工控机组态与PLC控制系统的调试探究[J].自动化与仪器仪表,2017(11):18-20.
[8]常春阳,赵芳.浅谈PLC自动化控制系统[J].科技创新导报,2016(16):2-3.
猜你喜欢
作文周刊·小学一年级版(2022年12期)2022-03-19
课程教育研究·学法教法研究(2017年14期)2017-07-04
理科考试研究·高中(2014年8期)2014-10-17
中小学实验与装备(2014年1期)2014-05-26
时代漫游DICE(2013年5期)2013-07-16
