
姚家岭复杂铜铅锌多金属矿选矿试验研究*
2018-09-11 02:46王周和
铜业工程 2018年4期
王周和,江 峰
(1.铜陵有色金属集团控股有限公司 技术中心,安徽 铜陵 244000;2.湖南有色金属研究院,湖南 长沙 410000)
1 引言
铜、铅、锌是国民生产必不可少的三种重要金属,广泛应用于电池、合金、电气、国防等领域。中国目前是全球最大的铜、铅、锌消费大国,且随着经济的增长仍呈现持续上升的趋势[1-3]。虽然中国的铜、铅、锌资源储量均处于世界前列,但主要以伴生硫化矿石为主,且嵌布粒度细,给分离带来了极大的难度[4],目前主要采用浮选方法进行综合回收[5-9],但通常存在精矿品质不高的问题。姚家岭铜铅锌矿矿产资源丰富,铜、铅、锌、金、银等金属储量大,具有巨大的开采利用价值。但该矿矿石性质复杂、多变,属复杂难选铜铅锌多金属硫化矿[10]。因此制定合理的选矿工艺对其进行综合回收,具有重要意义。
2 试验材料
2.1 试料性质
试料采自安徽铜陵姚家岭,为铜铅锌伴生硫化矿。试料多元素分析结果见表1。矿石中主要金属矿物为黄铁矿、闪锌矿、菱铁矿和黄铜矿等;脉石矿物主要为方解石、石英、白云石等。铜、铅、锌物相分析结果见表2、表3、表4。光学显微镜分析结果见图1。

表1 原矿多元素分析结果 %
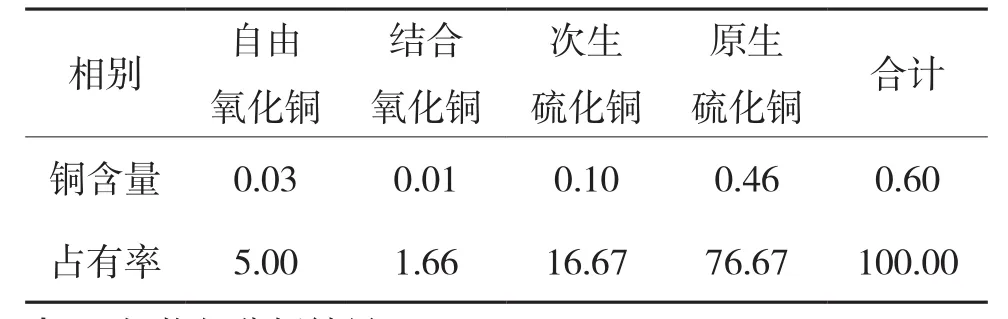
表2 铜物相分析结果 %

表3 铅物相分析结果 %

表4 锌物相分析结果 %

图1 原矿光学显微镜分析结果
由表1、表2、表3和表4可知,该矿样中的有价金属主要为铜、铅、锌,其含量分别为0.61%、0.45%和1.80%,金、银作为综合回收对象。其中铜主要以硫化铜形式存在,占93.34%,其余以氧化铜形式存在;有80.00%的铅以硫化铅形式存在,另有10.00%和5.00%的铅分别以氧化铅和硫酸铅形式存在;硫化锌占锌总量的92.73%。图1所示的光学显微镜分析结果表明,黄铜矿、方铅矿、闪锌矿嵌布关系复杂,有的甚至相互包裹,且嵌布粒度较细。
2.2 试验试剂及设备
试验主要试剂有石灰、亚硫酸钠、硫酸锌、CMC、硫酸铜、硫酸、Z-200、25号黑药、乙硫氮、丁铵黑药、丁黄药、MIBC、SN。
试验设备有XFD型3.0、0.75、0.5L浮选机、XMQ-67型240×90锥形球磨机、DC-5C型真空过滤机、以及MBE电热恒温鼓风干燥箱等。
3 试验结果
铜铅混合硫化矿常采用优先浮选和混浮分离两种原则流程。首先对该矿进行两种浮选流程的对比试验,随后考察磨矿细度、捕收剂种类及用量、抑制剂用量对浮选指标的影响,确定最优条件。在条件试验的基础上最终进行实验室小型闭路试验。
3.1 原则流程对比试验
为确定该复杂硫化矿的最佳浮选原则流程,进行了铜铅优先浮选和铜铅混浮—分离两种流程的对比试验。试验工艺流程及药剂制度见图2、图3,试验结果见表5。
由表5可知,铜铅优先浮选流程获得的铜精矿中铅、锌含量较混浮—分离流程更低,且铜回收率更高;同时由于原矿铜含量高于铅含量,不利于铜铅混合精矿后续的抑铅浮铜作业。因此,确定对该矿采用优先浮选流程。

图2 铜铅优先浮选工艺流程

图3 铜铅混浮—分离工艺流程

表5 浮选方案试验结果%
3.2 磨矿细度试验
为确定该矿浮选的最佳磨矿细度,进行了磨矿细度试验。试验采用的工艺流程及药剂制度见图4,磨矿细度试验结果见图5。
由图5可知,随着磨矿细度的提高,铜、铅、锌品位均波动不大,铜、锌回收率逐渐升高,铅回收率先升高后降低。当磨矿细度为-74μm、70%时,铜、锌回收率上升幅度趋于平稳,而铅回收率达到最大值,因此该矿的最佳磨矿细度为-74μm占70%。

图4 磨矿细度试验工艺流程
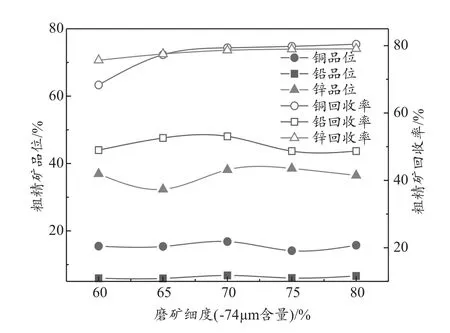
图5 磨矿细度试验结果
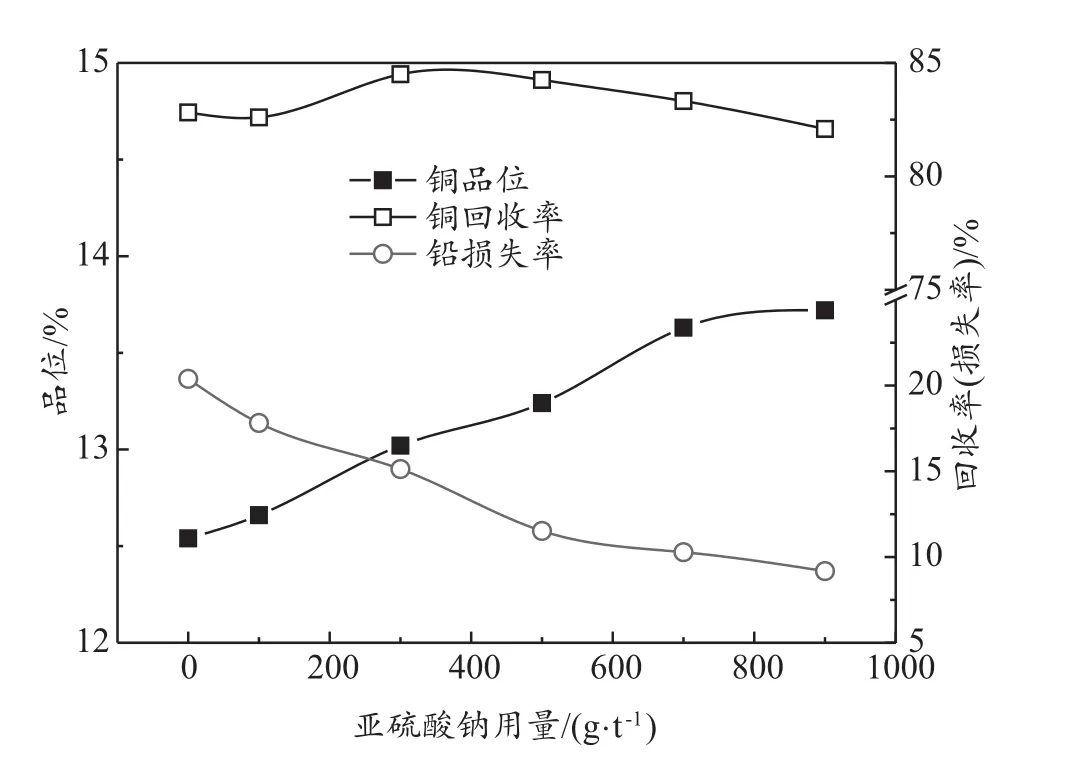
图6 亚硫酸钠用量试验结果
3.3 亚硫酸钠用量试验
亚硫酸钠对方铅矿和闪锌矿均具有一定抑制效果,同时对黄铜矿浮选没有影响[11]。因此,试验将其作为铜浮选作业中铅的选择性抑制剂,并对其进行了用量条件试验。试验采用一段铜粗选流程,磨矿细度为-74μm占70%;石灰用量为1000g/t;硫酸锌用量为1000g/t;Z-200用量为20g/t;浮选时间为3min。试验结果见图6。
由图6可知,随着亚硫酸钠用量的增大,铜粗精矿中铜的品位逐渐上升,铅的损失率逐渐降低,铜的回收率先升高后下降,当亚硫酸钠用量为500g/t时,铜回收率到达最高点。综合考虑,确定亚硫酸钠用量为500g/t。
3.4 铅浮选捕收剂种类及用量试验
该矿铅低硫高,给铅浮选作业带来了较大困难,因此需筛选出适宜的铅浮选捕收剂及其用量。本文进行了乙硫氮、25号黑药、丁铵黑药三种铅常用捕收剂的对比试验研究,试验对铜浮选尾矿进行一段铅粗选作业,硫酸锌作为锌抑制剂,用量为1000g/t;捕收剂用量为10g/t;捕收剂为乙硫氮和丁铵黑药时,石灰用量为1000g/t,捕收剂为25号黑药时,石灰用量为0g/t;浮选时间为2min。试验结果见图7、图8。
由图7可知,三种捕收剂获得的铅粗精矿铅作业回收率相近,其中25号黑药作捕收剂时铅品位明显高于其他两种捕收剂,因此铅浮选捕收剂选用25号黑药。由图8可知,随着25号黑药用量的增大,铅粗精矿品位先升高后下降,铅回收率急剧上升后趋于平缓,当用量为15g/t时,铅粗精矿含Pb 14.06%,铅作业回收率为63.81%,继续增大用量后铅作业回收率升高不明显,因此确定铅粗选25号黑药用量为15g/t。
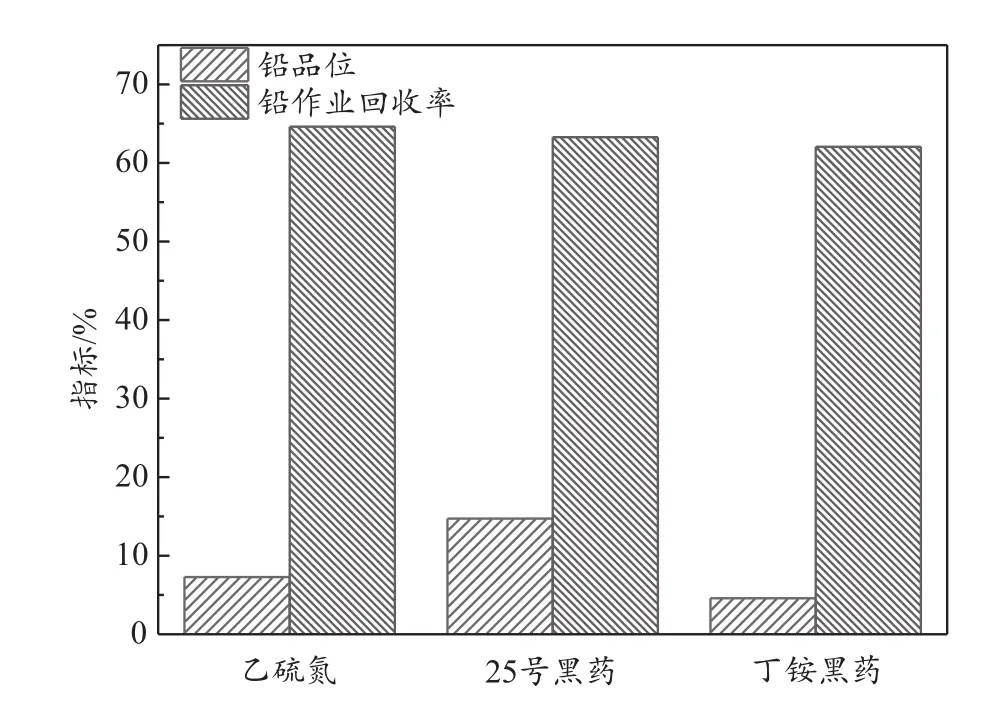
图7 铅捕收剂种类试验结果

图8 铅捕收剂用量试验结果
3.5 锌浮选硫酸铜用量试验
硫酸铜是闪锌矿的常用活化剂,但过量的硫酸铜会导致黄铁矿的大量上浮,影响锌精矿品质。试验对铅尾矿浮锌进行了硫酸铜用量试验,试验采用一段锌粗选流程,石灰用量为2000g/t;捕收剂丁黄药用量为20g/t;浮选时间为3min。试验结果见图9。

图9 锌浮选硫酸铜用量试验结果
由图9可知,随着硫酸铜用量的增大,锌粗精矿品位锌逐渐下降,锌作业回收率先急剧升高后趋于平稳,在用量为50g/t时接近最大值,因此确定锌粗选硫酸铜用量为50g/t。
3.6 闭路试验
在探索试验和条件试验的基础上,进行了实验室小型闭路试验。试验工艺流程和药剂制度见图10,试验结果见表6。
由表6可知,闭路试验可获得含Cu 22.98%,含Pb 2.53%的铜精矿,铜回收率为86.86%;含Pb 45.40%的铅精矿,铅回收率为62.15%;含Zn 50.18%的锌精矿,锌回收率为88.04%;含S 45.15%,硫回收率为76.09%的硫精矿。铜精矿和铅精矿中金、银的总回收率分别为42.51%和65.27%。
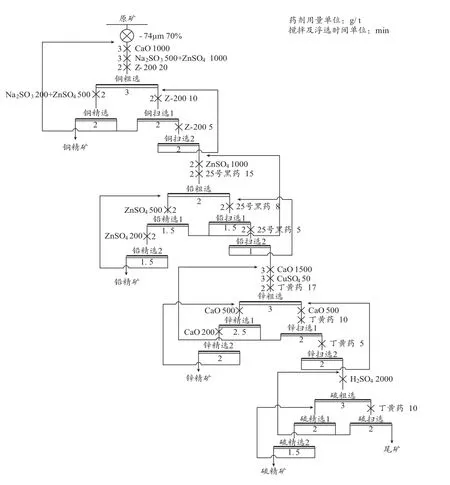
图10 闭路试验工艺流程
4 结论
(1)原矿含铜0.61%、含铅0.45%、含锌1.80%、含硫11.38%,为主要回收对象。黄铜矿、方铅矿、闪锌矿间的嵌布关系密切,为复杂铜铅锌伴生硫化矿。
(2)针对该矿铜硫含量高、铅含量低的特点,采用优先浮选流程对其进行综合回收,实验室小型闭路试验可获得含Cu 22.98%、含Pb 2.53%的铜精矿,铜回收率为86.86%;含Pb 45.40%的铅精矿,铅回收率为62.15%;含Zn 50.18%的锌精矿,锌回收率为88.04%;含S 45.15%,硫回收率为76.09%的硫精矿。

表6 闭路试验结果%
(3)该工艺流程充分回收了矿石中的有价元素,工艺流程及药剂制度先进,选矿指标稳定等优点,为复杂难选高硫低铅多金属硫化矿的综合回收利用提供具有广泛应用的研究成果。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
广西大学学报(自然科学版)(2022年2期)2022-07-06
矿业工程研究(2022年1期)2022-05-06
选煤技术(2022年1期)2022-04-19
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
矿产保护与利用(2021年2期)2021-06-11
煤炭工程(2021年4期)2021-05-08
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
商品与质量(2020年23期)2020-11-26
矿产综合利用(2020年1期)2020-07-24
