瑞典产HSVE4.8主井提升机传动主轴开裂修复方案及实施
2018-09-11 08:30贾国宪王洪涛
山东煤炭科技 2018年7期
贾国宪 王洪涛
(辽宁省调兵山市铁法煤业集团机械制造有限责任公司,辽宁 调兵山 112700)
1 概述
铁煤集团大平矿主井采用瑞典ABB公司生产的型号HSVE4.8提升机,2002年调试后投入使用,在2014年11月定期检查中发现主轴远离电机端主轴台肩与轮毂腹板连接处沿周向开裂且沿径向裂至外缘,损伤情况见图1,经与瑞典ABB公司北京办事处联系,制造一件同样的主轴大约需要6个月时间才能到货。如停产半年,损失巨大,为此集团公司领导大胆决策,采用涨缩法对该主轴进行修复再用。

图1 HSVE4.8提升机滚筒开裂部位现场照片
2 HSVE4.8主井提升机主要技术参数及滚筒结构
2.1 提升机的主要技术参数
提升机的主要技术参数见表1。
2.2 提升机滚筒的结构
HSVE4.8提升机采用电机与滚筒共用主轴结构,如图2所示,Ф4800mm的滚筒左右腹板法兰各通过内圈31个和外圈8个M30螺栓与主轴上的定位台肩固定连接,另一侧电机的转子锥面配合固定在主轴上。
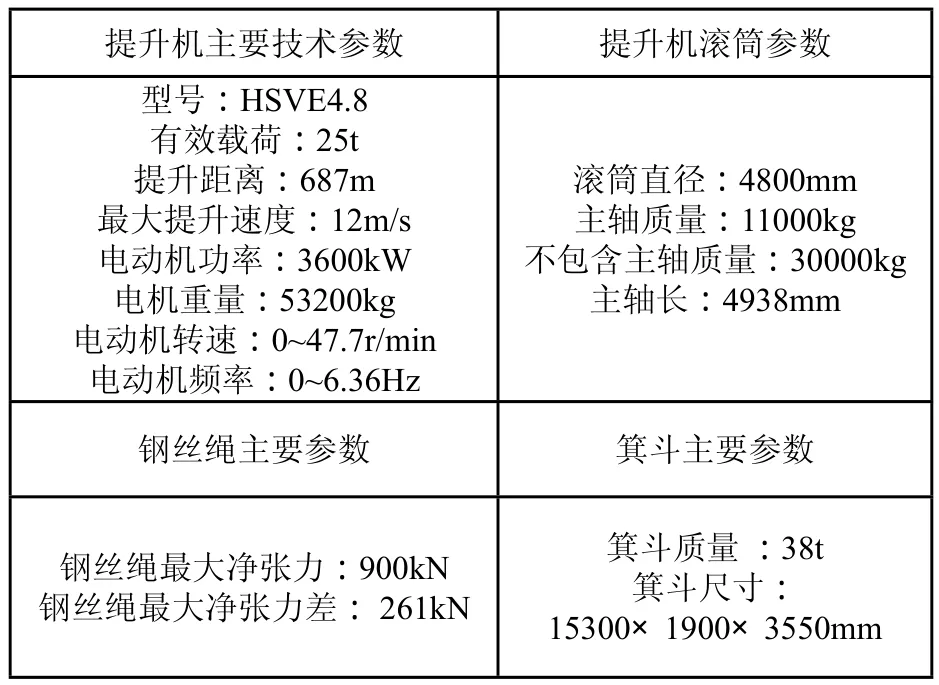
表1 提升机的主要技术参数
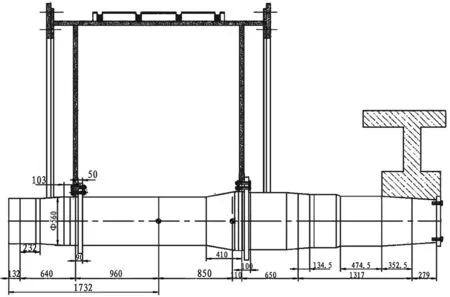
图2 HSVE4.8提升机滚筒结构(单位:mm)
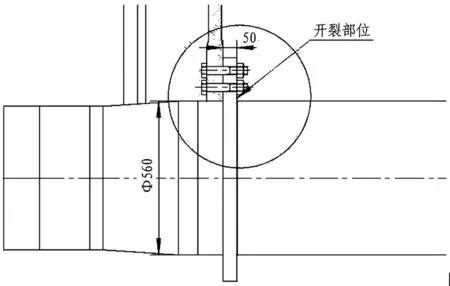
图3 滚筒开裂部位图(单位:mm)
3 HSVE4.8提升机滚筒修复方案确定
在查取大量相关资料,比较、反复论证后,可采用的方案只有焊接法和涨缩法,采用加强焊接的方案实施简单,不需拆卸轴承座,但是实施后的有效性及后果不易控制,由于开裂处距离主轴较近,需实施焊接的部位面积较大,焊接时间较长,导致主轴周围温升高,主轴及腹板变形难以控制,同时热量也会传导到轴承部位,影响轴承的继续使用。
涨缩法过盈连接是一种较成熟的方法,利用火焰、介质、电阻、感应等加热方式将包容件加热到一定温度,使包容件内径加大,形成装配间隙,然后将被包容件装入包容件内,或将包容件套入被包容件上,冷却后形成过盈连接。由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当大的摩擦力来传递扭矩或轴向力,经过计算涨缩法过盈联接可传递的载荷完全能够满足该滚筒的额定负荷。
4 HSVE4.8提升机滚筒修复方案实施
4.1 确定实施方案
制作一内径Φ560mm厚度103mm的法兰盘,该法兰盘内孔以过盈联接方式固定在主轴Φ560mm处,法兰盘通过内圈31个、外圈8个M30的螺栓与滚筒轴肩开裂端腹板联接,该联接形式与原腹板与主轴台肩联接形式相同,需要反复论证的是法兰盘内径Φ560mm处与主轴过盈量大小,该处过盈量的大小直接决定了可传递载荷的大小。如图4。

图4 法兰盘与主轴过盈装配图(单位:mm)
4.2 现场测量
4.3 法兰盘尺寸的确定
HSVE4.8提升机说明书中轴的材质标注瑞典SS标准1650号,经查对照,相当于国标GB钢材45号,法兰盘材质采用27SiMn,内径Φ560mm,外径根据滚筒腹板联接表面实际情况并考虑热涨后的强度及塑性变形因素定为Φ860mm,长度考虑现有可利用材料及传递扭矩大小定为103mm。
4.4 电机转矩计算
已知:滚筒直径:D=4800mm,电机功率P=3600kW,最大提升线速度v=12m/s

因滚筒主轴台肩处已经断裂,修复方案只是为避免损失扩大的临时措施,公司决定将滚筒主轴修复后该矿煤炭产量调整为正常产量的一半。相应的额定扭矩可调整为Tp=T/2=720/2=360kN.m,如果取安全系数n=1.33,则计算扭矩为M=1.33×360=480kN.m。
4.5 法兰盘过盈量的确定
过盈量设计的不够,工作中法兰与主轴会产生松动,过盈量过大,零件发生疲劳损坏,影响使用寿命。
为简化计算过程,网上下载一个《应用Excel进行过盈配合的计算和选择》Excel软件,该软件是按《机械设计手册》中过盈联接章节中圆柱面过盈联接的相应计算公式编制的,通过比对手册的举例对该软件进行了检验,软件计算结果与手册举例计算结果完全相同。
计算时只需在Excel表格的表1中输入相应的已知条件,包容件与被包容件过盈量大小、结合力、应力等计算结果一目了然,快捷方便。计算结果如图5。
(1)M=480kN.m
(2)结合直径d=560mm;
(3)结合长度L=103mm;
(4)包容件外径d1=860mm,包容件内径d2=0;
(5)包容件被包容件的表面光洁度Ra1=Ra2=0.0016mm;
(6)包容件屈服点δs1=835MPa,被包容件δs1=835MPa;
(7)包容件及被包容件弹性模量E1=E2=21000N/mm2;
(8)包容件与被包容件泊松比ν1=ν2=0.3;
(9)摩擦系数μ=0.11。

5 现场安装
现场我们采用油浴加热,包容件受热均匀,加热油选用导热油320。制作一加热槽,将法兰盘浸在加热槽内的导热油中,通过4把火焊现场加热。
加热膨胀量计算Δl=d(结合直径)×Δt(加热温差)×1.1×10-5(线膨胀系数)

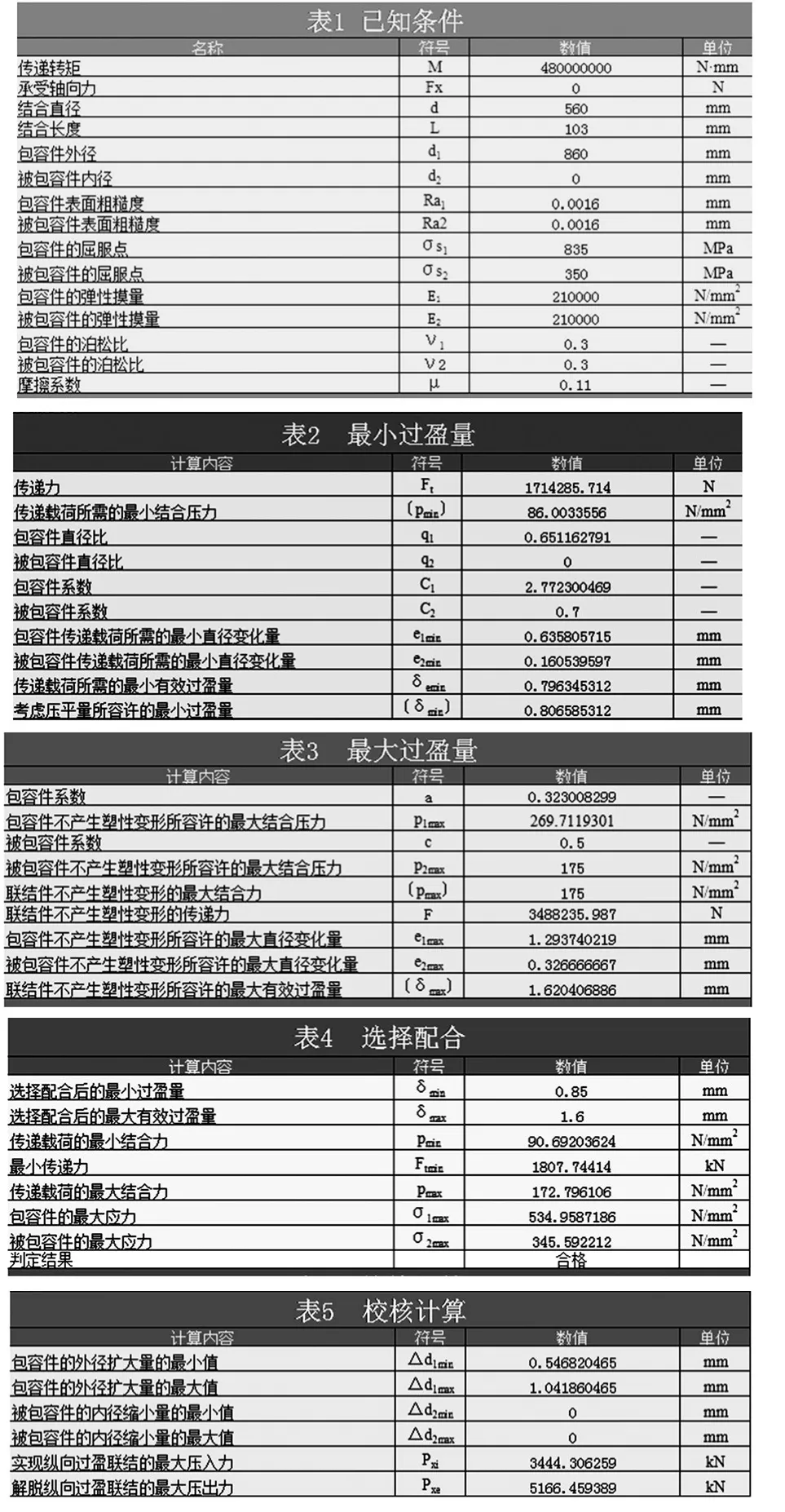
图5 输入已知条件后的计算结果
6 总结
HSVE4.8主井提升绞车主轴经过该方法修复后一直使用至2015年6月,完成了新主轴加工运至安装现场的生产任务,经过实践检验该方法实用经济,为今后同类设备检修提供了宝贵的经验。
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
汽车实用技术(2021年16期)2021-09-09
重型机械(2019年3期)2019-08-27
现代制造技术与装备(2018年5期)2018-02-17
宇航材料工艺(2017年5期)2017-11-02
科技视界(2017年1期)2017-04-20
中国新技术新产品(2017年7期)2017-03-18
微特电机(2015年1期)2015-07-09
河北科技大学学报(2015年5期)2015-03-11
制造技术与机床(2013年2期)2013-10-24