
逃液捕集器在发酵罐尾气逃液回收中的应用
2018-09-13 10:41邢书芳张铁林胡春光
机电信息 2018年26期
邢书芳 张铁林 郭 健 胡春光
(核工业理化工程研究院,天津300180)
0 引言
在生物发酵生产过程中,发酵罐内会产生大量泡沫,部分泡沫夹带大量发酵液随尾气排出罐体,该现象在发酵行业中被称为尾气逃液。在生产过程中若发生逃液现象,不仅会降低产量,而且逃液中的活菌体会使生产环境的空气质量严重下降,增加料液染菌的机会,发酵生产的连续性与稳定性得不到保证。因此,如何有效控制尾气逃液现象,一直是生物发酵生产过程中的一个重要环节。
为解决尾气逃液问题,生产厂家通常采用以下方法应对:
(1)减少发酵罐定容;
(2)增加消泡剂用量;
(3)在发酵罐顶部安装传统的旋风分离器。
这三种方法在实施过程中存在的问题如表1所示。
从表1可知,上述方法均存在不同缺陷,各生产厂家都在寻求一种更好的控制尾气逃液现象的新方法,寻求更先进的设备解决尾气逃液问题。
1 研发背景
目前,生物发酵行业在发酵罐上端的排气口设有逃液分离设备,以解决发酵罐逃液中的气液分离问题。在分离设备中,国外产品的分离效率较高,一般在99%以上,但价格是国内产品的数倍以上。由于价格相差悬殊,绝大多数企业仍选用国内分离设备,普遍选用的是传统旋风分离器。该产品名义上分离效率为80%~90%,实际分离效率只能达到60%~70%,仍有相当一部分尾气中的液体没有得到有效分离。
发酵生产企业为了实现全天候生产,迫切需要一种高效、可靠、价廉的气液分离设备。因此,为满足市场和用户需求,在参考国内外先进分离设备及查询专利的基础上,我院研发了QYF-A、QYF-B型两种高效气液分离器,其中QYF-B型高效气液分离器又称高效逃液捕集器,是一种高效、免维护、成本低廉的气液分离设备。
含QYF-A、QYF-B型两种高效气液分离器的空气净化系统流程如图1所示。

表1 解决尾气逃液问题所用方法及其存在的问题

图1 无菌空气净化系统流程图
2 气液分离器
2.1 气液分离器原理
气液分离器的基本工作原理是利用气体、液体及固体的比重不同,饱和气体进入分离器后,液体、固体瞬间失重与气体分离,并利用出口处气体的流速形成旋涡,使比重大的液体和固体沉积到分离器下部,分离后的气体从分离器上部流出。其中,带折流挡板和丝网的分离器的分离效果更好,适用于对气体要求更高的场合。
2.2 气液分离器的分离形式
(1)根据气液比重不同,在较大空间内随流速变化,在主流体转向的过程中,气相中细微的液滴下沉而与气体分离。(2)利用旋风分离器,气相中细微的液滴被进口处的高速气流甩到器壁上,碰撞后失去动能而与转向气体分离。
2.3 气液分离器的分离方法
2.3.1 重力沉降法
由于气体与液体密度不同,当液体与气体一起流动时,液体会受重力作用产生一个向下的速度,而气体仍然朝着原来的方向流动,也就是说,液体与气体在重力场中有分离的倾向,向下的液体附着在壁面上汇集在一起,通过排放管排出。
优点:设计简单;设备制作简单;阻力小。
缺点:分离效率低;设备体积大;占用空间多。
2.3.2 折流分离法
由于气体与液体密度不同,当液体与气体一起流动时,如果遇到阻挡,气体会折流而走,而液体由于惯性,继续有一个向前的速度,向前的液体附着在阻挡壁面上,由于重力作用向下汇集到一起,通过排放管排出。
优点:分离效率比重力沉降法高;设备体积比重力沉降分离器小,折流分离结构可以用在压力容器内;设备工作稳定。
缺点:分离负荷范围窄,超过气液混合物规定流速后,分离效率急速下降;阻力比重力沉降分离器大。
2.3.3 离心分离法
由于气体与液体密度不同,当液体与气体一起流动时,液体受到的离心力大于气体,所以液体有离心分离倾向,液体附着在阻挡壁面上,由于重力作用向下汇集到一起,通过排放管排出。
该方法的优缺点与折流分离法类似。
2.3.4 丝网分离法
由于气体与液体密度不同,当液体与气体混合在一起旋转流动时,如果经过丝网,就像过筛一样,气体通过了,而液体被拦截留在丝网上,并在重力作用下,下流至分离器底部排出,丝网的筛分作用类似折流分离。
优点:分离效率比普通的折流分离法或离心分离法高;设备结构简单,只需制作一个丝网固定装置;设备体积比普通的折流分离器或离心分离器小。
缺点;分离负荷范围窄,超过气液混合物规定流速或者液气比后,分离效率急速下降;阻力比普通的折流分离器或离心分离器大;设备工作不稳定,容易带液;丝网的目数及材料选择很重要。丝网目数不同,其分离性能也不同,但不管采用何种丝网,由于液体下流速度很慢,丝网容易被固体杂质堵塞。若想降低气液混合流速,就要增加分离器体积。
2.3.5 微孔过滤分离法
由于气体与液体的微粒大小不同,液体与气体混合在一起旋转流动时,如果经过微孔过滤,就像过筛一样,气体通过了,而液体被拦截留在微孔过滤器上,并在重力作用下,下流至分离器底部排出。微孔过滤分离器的筛分作用是真正意义上的筛分,其微孔一般在50μm以下,大于其微孔直径的液体微粒则不能通过。其分离机理比较复杂,微孔过滤分离器的阻挡收集表面积极大,折流次数和筛分次数在单位体积内比丝网分离器更多。
优点:分离效率极高;设备结构简单,只需制作一个微孔过滤器固定装置;设备体积比丝网分离器小。
缺点:分离负荷范围窄,超过气液混合物规定流速或者液气比后,分离效率急速下降;超过气液混合物规定流速或者液气比后,容易发生液阻现象,阻力急剧上升;阻力比普通的折流分离器或离心分离器大;设备工作不稳定,容易带液。
2.3.6 比较
常用的机械分离方法有重力惯性分离法、过滤分离法和离心沉降分离法。其中,过滤分离器的分离效率不高,可靠性差;重力惯性分离器需要较大的占地空间,且分离效率也不高。在实际应用中,普遍使用离心沉降分离技术。传统的应用离心分离技术制作的各种旋风分离设备,虽然名义上称分离效率很高,但处理风量的范围较小,不能满足实际生产需要。
发酵行业中的气液分离设备性能比较如表2所示。
3 逃液捕集器
QYF-B型高效气液分离器(以下简称逃液捕集器)是我院在参考了国外同类产品的基础上进行设计的,其结构与国内传统的旋风分离器相比有很大的改变。
3.1 结构比较
3.1.1 传统的旋风分离器结构
传统的旋风分离器由6部分组成,其结构如图2所示。气液混合体由进气口切向进入分离器,气体由直线运动转为圆周运动,在离心力作用下,将密度较大的液体颗粒甩向筒体内壁,颗粒与筒壁碰撞后,在重力作用下进入收集口;旋转下降的外旋气流在到达圆锥体时,因锥形的收缩向分离器靠拢。气体到达锥体下端的某一位置时,以同样的旋转方向从分离器中部由下而上继续做螺旋运动,即内旋流;最后净化气体经排气口排出分离器外,一部分未被捕集的液体颗粒由此逃逸。

表2 发酵行业中的气液分离设备性能比较
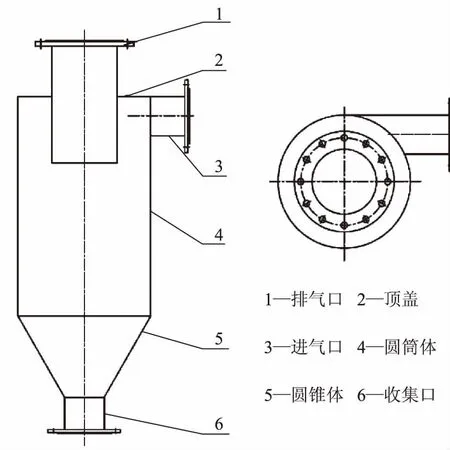
图2 传统旋风分离器结构简图
影响旋风分离器分离效率的主要因素是其壳体内部存在的二次涡流。
(1)短路流:在旋风分离器顶盖、排气口外面与筒壁间,由于径向速度与轴向速度的存在,形成局部涡流,夹带着相当数量的颗粒向中心流动,并沿排气口外表面下降,最后随着中心上升气流逸出排气口。
(2)纵向旋流:以分离器内、外旋流分界面为中心,在分离器内再循环而形成的纵向旋流。
(3)外层旋流中的局部旋涡:由于分离筒壁表面不光滑,可以产生与主流体相垂直的涡流。这种流动会使壁面附近或者已被分离到筒壁的粒子重新甩到内层流,使液体微粒在分离后的气体中出现。
(4)底部夹带:外层旋流在锥体底部向上返转时,可产生局部涡流,将颗粒重新卷起,被上升气流带走。
图3为传统旋风分离器壳体内部存在的涡流示意。
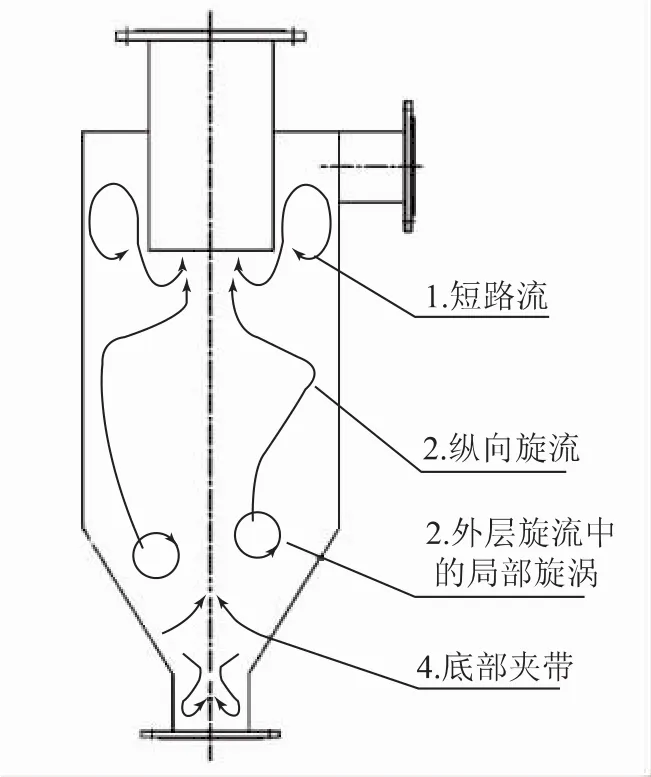
图3 传统旋风分离器壳体内部存在的涡流示意
3.1.2 逃液捕集器结构
逃液捕集器将旋风分离、离心沉降分离和重力分离巧妙地合为一体,利用强制整流超速喷发原理对气体、液体进行有效分离,在结构上消除了旋涡气流对分率效率的影响。逃液捕集器主要由8个部分组成,如图4所示。

图4 逃液捕集器结构简图
3.2 逃液捕集器工作原理
图5 为逃液捕集器的三次逃液分离过程。从图4可以看到,混合气体由进气口切向进入壳体,气体由直线运动改为圆周运动;旋转气流沿筒壁呈螺旋形旋转向下;液体颗粒在离心力作用下,密度较大的液体颗粒被甩向壳壁,失去惯性,由于重力作用沿筒壁下落,进入凝并区,完成第一次气液分离。
向下旋转的气体进入整流罩与筒体之间的环缝,强制进行离心分离,当气流在脱离环缝的瞬间,气流体积膨胀,湿度略降低,形成快速的局部混合流场,使气流中的液体发生碰撞凝并,形成有效沉降,完成第二次气液分离。
旋转向下的气流经过整流板,流向发生改变,旋转气流向中心轴线(排气孔)移动。在前两次分离过程中没有来得及分离出的液体,在上旋过程中由于离心力作用被分离出来,分离出的液滴通过上腔分离管设置的间隙排出,经回液管流回腔体底部,完成第三次气液分离。
筒体整流板以下部分设计较大的空间是为了进一步冷凝被处理的气体。混合气体经过三次分离后,气体经出气口上部排出分离器外。分离后的液体在壳体底部汇集,通过壳体底部的收集口排出。

图5 逃液捕集器逃液分离过程简图
3.3 逃液捕集器特点
逃液捕集器的结构有效消除了旋风分离器的涡流:(1)整流板迫使气流在整流板及筒体的间隙中做旋转运动,气流没有机会形成短路,直接进入排气孔,这样消除了上述第一种涡流。(2)在出气管内进行气液的第三次离心分离,大大减弱了由纵向旋流、外层旋流中的局部涡流、底部夹带所引起的液体逃逸现象。
涡流的消除,极大地提高了逃液捕集器的分离效率,比传统的旋风分离器高10%~20%,设备结构简单、分离效率高、运行可靠。在风量产生波动的情况下,其分离效率稳定,风量适应度好。在发酵运行过程中,该设备和发酵罐视为同一系统,一同对这两者进行蒸汽消毒。消毒完成后,逃液捕集器内部也清洗完毕。逃液捕集器采用免维护运行设计,设备可长期连续使用,正常运行时不需要维护,内部结构也不会出现堵塞、破损。设备内部无死角,一般不会发生染菌现象。逃液捕集器的主要技术参数如表3所示。
3.4 逃液捕集器的安装
以新疆某生物科技公司QYF-B-180型逃液捕集器为例,其安装示意如图6所示,安装要点如下:
(1)逃液捕集器安装高度要尽量高,以便增大回收料液的回流动力。依据势能和料液重力回流,有利于将捕集到的料液回流到发酵罐内。
(2)逃液捕集器安装的进、出口方向应垂直安装,当搅拌轴转动时,可以减轻搅拌轴与发酵罐的震动。
(3)发酵罐内的回料管焊接固定后,要进行相关部分的抛光处理,杜绝料液染菌的隐患。
(4)逃液捕集器回料管的端口方向,要与搅动料液的旋转同向,以防止料液进入回料管造成倒灌。
(5)确定发酵罐料液搅拌过程中形成的负压区位置,它与料液回收效果有直接关系。发酵产品生产厂家的生产工艺、发酵罐容积、发酵罐内的搅拌方式、搅拌叶片形式等,都与确定负压区位置有直接关系。因此,确定负压区位置没有固定模式,建议厂家安装前与发酵罐设计厂家确认负压区基本位置后,再进行回料管的安装。

表3 逃液捕集器的主要技术参数
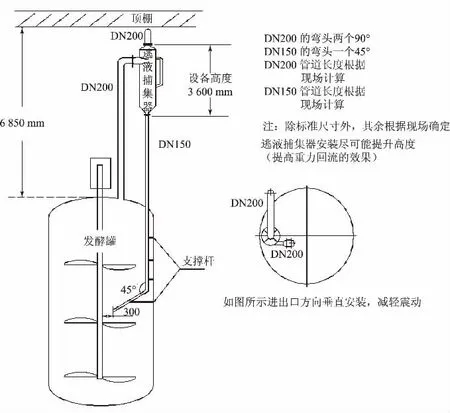
图6 QYF-B-180型逃液捕集器安装示意图
(6)无论是新购置还是在原有发酵罐上添加逃液捕集器,发酵罐排气口与逃液捕集器的进口管路之间不应设置阀门,防止发酵罐底部的进气压力与发酵罐上部的排气压力形成反向压差,造成生产损失。逃液捕集器回料管与发酵罐间的管路也不应设有阀门,防止经分离后的料液经回料管回至发酵罐时受阻,影响捕集回收的效果。
(7)逃液捕集器中无更换部件,免维护运行。在使用中一般不会发生故障,只需一次性投资。
(8)逃液捕集器中的回料管安装有两种方式,如图7所示。一种是通过发酵罐体上方从罐体进入,沿筒体内壁向下到负压区域,如图7(a)所示,此种安装方式为大多数厂家所采纳;另一种是沿发酵罐外垂直向下到负压区域筒壁外,通过罐体进入,如图7(b)所示。
4 逃液捕集器的应用
逃液捕集器用于生物发酵行业的尾液回收始于2003年,梅花集团二公司投资扩建10万t/年的味精生产线,厂家经多方调研,最后选用了分离效率高、价格相对低廉的QYF-B型逃液捕集器,用以解决尾气逃液问题。根据厂家提供的工作参数(流量、工作压力、进出口要求等),我院为其设计了10台80m3/m in的逃液捕集器。投产运行后,该设备的逃液控制效果明显,通过相关数据分析,其经济指标明显高于同类厂家。
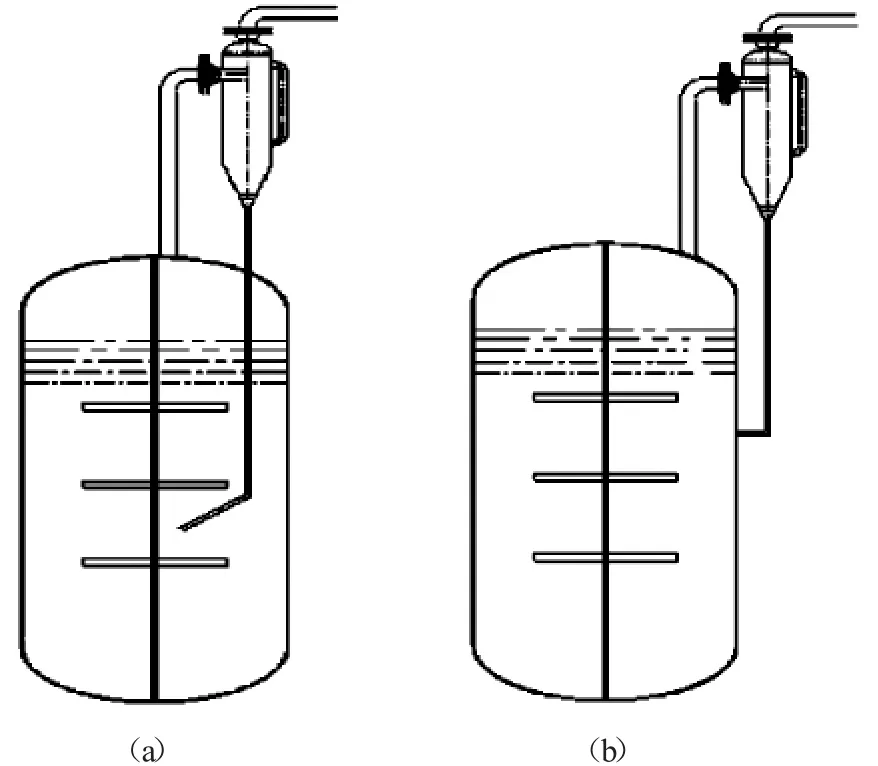
图7 逃液捕集器的回料管安装形式示意图
4.1 应用效果
4.1.1 放罐体积增大
该厂家的放罐体积一般在260~270m3/次,平均可达83%左右,而其他厂家的放罐体积平均为75%左右,两者相差近10%。放罐体积的大幅度增加,提高了生产线的设备利用率,同时证明了逃液捕集器具有很高的分离效率。
4.1.2 消泡剂用量减少
该厂家生产谷氨酸所使用的消泡剂为5 kg/t,而其他味精生产厂家的消泡剂用量为8~10 kg/t,消泡剂用量减少37%~50%,减轻了提取、精制等下道工序的负担,后续处理费用下降。
4.1.3 无逃液现象发生
逃液捕集器的分离效率较高,使发酵过程避免了逃液现象的发生,有效保证了周围的空气质量,避免了由生产空间空气循环所造成的空气首尾交叉感染,为制备无菌空气提供了可靠的保证,为生产的稳定运行起到了重要作用。
4.1.4 消毒无死角、无染菌问题
由于逃液捕集器安装在发酵罐上部,在发酵罐运行过程中和发酵罐视为同一系统,借罐压作用,不需要外界的动力和额外能耗,对发酵罐和逃液捕集器一同蒸汽消毒,无染菌死角,自运行以来,未发生染菌现象,保证了产品合格率。放罐体积及消泡剂用量参数如表4所示。
4.1.5 经济效果
梅花集团二公司的味精生产线年产量为10万t,由于放罐体积增加了近10%,其年产值增加了1万t,按当时味精市场价格8 000元/t计算,仅此一项可增加产值8 000万元/年。同时,生产1 t谷氨酸所节约的消泡剂用量达0.003 t,按当时消泡剂市场价格1 000元/t计算,可节约成本30万元/年。
4.2 推广应用
通辽梅花味精生物科技有限公司使用了逃液捕集器后,深有感触。原先使用自制的旋风分离器的分离效果不理想,在谷氨酸发酵过程中,尾液排放处理不当,易发生发酵逃液现象,使环境中的菌体浓度过高,提高染菌发生率。选用QYF-B型高效气液分离器后,效果显著:(1)有效杜绝了尾气逃液现象,无液滴和泡沫带出;(2)发酵罐放罐体积增加了5%~6%;(3)发酵罐消泡剂用量减少了20%。
西王药业有限公司主产葡萄糖酸钠,在发酵罐的尾气排放处理中,一直沿用传统的旋风分离器,使用效果不理想。2017年选用了QYF-B型高效气液分离器,对比设备使用前后的生产指标发现,效果明显:(1)杜绝了逃液现象,无液滴和泡沫带出;(2)发酵消泡剂用量减少;(3)与原发酵罐相比,发酵液产量提高了11%;(4)发酵罐容积增加了10%以上,发酵罐单罐产能也有明显提高。

表4 味精行业放罐体积及消泡剂用量参数
在肌苷发酵生产中,排放的发酵罐尾气气味较大,济南明鑫制药有限公司对肌苷发酵生产工艺进行了几次改进,但实际除味效果并不理想,气味带来的环保问题影响了企业的正常生产。此外,排出的混合气体中的料液若通过逃液捕集器回至发酵罐,黏稠度较高的料液有可能与筒壁粘连,带来染菌隐患。2012年该公司使用了QYF-B型逃液捕集器,经逃液捕集器分离后的料液未回到发酵罐,而是回收到另外的收集罐,消除了料液染菌的风险,解决了因尾气排放产生的环保问题,能够回收发酵尾气中80%以上的料液分子,除味效果明显,空气质量得到很大改善。设备投入少,除气味效果明显,取得了较好的经济效益和社会效益。
逃液捕集器在发酵车间中的应用如图8所示。

图8 逃液捕集器在发酵车间中的应用
5 结语
逃液捕集器经用户使用证明,其设计合理,技术先进,领先国内同类产品,满足发酵罐的逃液收集需求,其使用效果明显高于传统的旋风分离器,是传统旋风分离器的替代产品,必将在食品、生物医药等行业得到更好的推广和应用。
猜你喜欢
核安全(2022年3期)2022-06-29
艺术家(2021年12期)2021-03-11
流行色(2019年8期)2019-11-04
流行色(2019年8期)2019-11-04
天然气与石油(2019年1期)2019-03-20
中国沼气(2017年6期)2018-01-11
江苏农业科学(2017年21期)2017-12-13
电子制作(2017年7期)2017-06-05
中国酿造(2015年6期)2015-01-26
汽车与新动力(2014年2期)2014-02-27
