
刀架回转精度对工作精度的影响分析*
2018-09-19 08:01房小艳
精密制造与自动化 2018年3期
王 宇 房小艳 李 广
(1. 上海机床厂有限公司 上海200093;2. 哈尔滨工业大学 哈尔滨150001)
在金属加工领域,复合加工技术正以其强大的加工能力得到不断发展和应用。带回转刀架的复合机床在刀架上配置不同尺寸规格甚至是不同类型的刀具,工件一次装夹可完成不同特征面、不同工艺需求的机加工。因回转刀架可任意角度定位,因此工艺编排灵活,适合多品种小批量工件的加工。回转刀架作为该类机床的核心部件之一,其回转精度、回转中心偏差及回转中心位置设定偏差都会对刀具参考点的位置精度产生影响,进而直接影响机床工作精度。
本文首先给出了带回转刀架的复合机床的刀具布置关系,定义了刀具的初始位置、基准位置和工作区域,并给出了回转刀架回转后对应刀具参考点的坐标变换关系;然后以该类型复合机床确定尺寸的刀具刀架布局关系为例,研究了回转刀架的回转精度、回转中心偏差及回转中心位置设定偏差对机床工作精度产生的影响。
1 回转刀架刀具布置关系
带回转刀架的复合机床结构如图1所示,回转刀架上配置有刀具#1、刀具#2、刀具#3。加工工件时,通过绕回转刀架中心回转,实现刀具角度的调整或者不同刀具的切换。
如图1所示,刀具#1在加工外圆柱面时,回转刀架角度设为0°。在0°时各个刀具所处的位置为初始位置。定义刀具加工圆柱面时所在的角度位置为其基准位置,以本文所涉及的复合机床为例,刀具#1的初始位置即为基准位置,刀具#2从初始位置顺时针转动90°时为基准位置,刀具#3顺时针转动210°时为基准位置。刀具可以从基准位置左右回转一定角度从而加工锥面,设定刀具在基准位置±15°为该刀具的有效工作区域。
将坐标原点设置在刀架回转中心上,刀具参考点初始位置为(Z0,X0),三个刀具参考点的初始位置关系如图2所示,回转刀架顺时针回转角度θ,刀具参考点位置为(Z,X),则


图2 刀具参考点在刀架上初始位置关系示意图
2 回转刀架相关精度对工作精度的影响
2.1 回转刀架回转精度的影响
回转刀架回转过程中由于回转定位误差的存在,实际回转角度θ′与理论回转角度θ存在Δθ的角度偏差,即实际刀具回转后参考点位置坐标为则:

所以由于回转刀架定位误差对工作精度的影响, 即所引起的刀具参考点位置偏差ΔZ与ΔX:

当Δθ趋于 0时,对cos(θ+Δθ)、sin(θ+Δθ)分别展开,再使用泰勒公式舍去高阶无穷小并化简得到最终刀具参考点位置偏差ΔZ与ΔX:

若回转刀架设计的重复定位误差为1〞,即

计算刀具#1参考点T1、刀具#2参考点T2、刀具#3参考点T3在有效工作区域内由于回转刀架角向定位误差引起的在Z轴方向和X轴方向上的位置误差ΔZ与ΔX,如图3~图5所示。


图3 T1(−15°~15°)位置误差


图4 T2 (75°~105°)位置误差

图5 T2 (195°~225°)位置误差
由上图可知每个刀具在工作区域范围内,Z轴方向参考点的位置误差约为3μm,X轴方向参考点位置误差与其在回转刀架上的位置有关。从图中曲线的变化趋势可以看出,刀具#1参考点T1和刀具#2参考点T2在工作区域内,回转刀架逆时针回转,其X轴方向位置误差逐渐减小,加工时对控制工件X轴方向尺寸精度有利。
2.2 回转刀架中心偏差的影响
为实现复合机床更换刀具,或者同一刀具为了调整刀尖点与加工工件表面的角度关系,刀架需要回转一定角度。刀架回转到指定的位置然后锁紧,这一过程不可避免的引入回转刀架中心偏差。设理论位置为O(0,0),实际回转中心为O',偏差距离为r,角度β(−π~π);则O'坐标值=(r×cosβ,r×sinβ),考虑回转刀架为刚性整体。刀架回转中心位置变化,刀具参考点也随之相应变化,刀架回转中心的偏差直接反映到刀具参考点位置误差上。所以由于O偏移到O'引起的刀具参考点位置误差Z向为r×cosβ,X向为r×sinβ。
回转刀架中心偏差直接反映到刀具参考点上,因此对回转刀架转动位置锁紧后的中心偏差有严格要求。回转刀架中心偏差对刀具参考点位置误差如图6所示,图中给出了中心偏差分别为0.5μm、1μm、2μm时,刀具参考点在Z向和X向位置误差与偏差出现的角度位置关系。
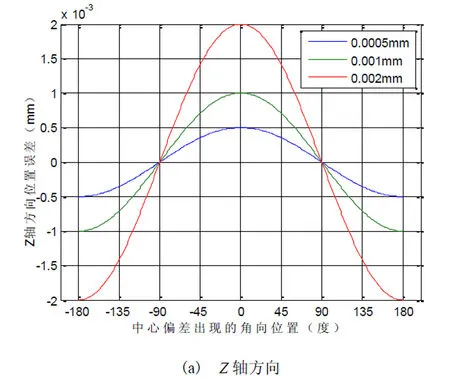

图6 刀架回转中心偏差对刀具参考点位置误差
2.3 回转中心位置设定偏差的影响
机床控制系统通过计算得到回转刀架回转后砂轮坐标变换值,数控系统以此为依据控制刀具参考点的后续运动,若计算用回转中心与实际回转中心存在偏差,则会对刀具参考点的位置精度产生影响。
如图7所示,设回转刀架实际回转中心为O',计算用回转中心为坐标为(0,0),O'坐标为,刀具参考点T初始坐标为(ZT,XT),顺时针回转θ角度,则刀具参考点实际绕O'回转到位置为:
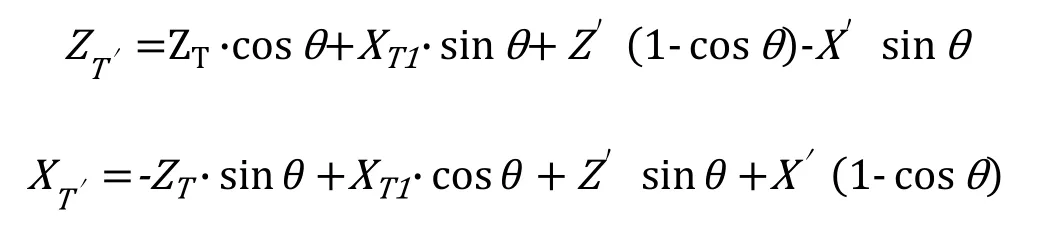
刀具参考点理论上绕O"回转到位置T"坐标为:

则回转刀架回转中心位置设定偏差对刀具参考点位置精度造成的偏差ΔZ,ΔX分别为:

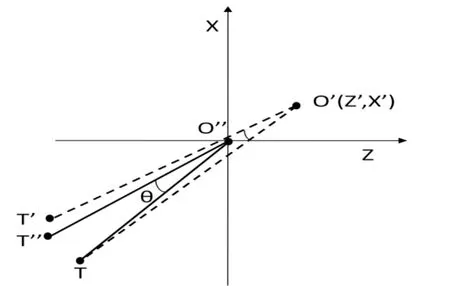
图7 回转刀架理论回转中心和实际回转中心示意图
此种情况下,刀具参考点的位置误差取决于实际回转中心与机床设定回转中心的偏差以及刀具参考点回转的角度θ,刀具参考点回转的角度θ是满足加工工艺需要而输入的控制参数,对于带回转刀架的复合机床,为提高刀具参考点的位置精度,得到准确的机床设定回转中心至关重要。
3 结语
本文以指定的机床结构、确定尺寸的刀具刀架布局关系为例,给出了回转刀架上刀具参考点初始位置、工作区域的定义,分析了回转刀架的回转精度、回转中心偏差以及回转中心位置设定偏差对机床工作精度的影响,为回转刀架结构参数的合理设计及机床设定提供理论依据。
猜你喜欢
湖北农机化(2020年22期)2021-01-18
设备管理与维修(2020年23期)2021-01-04
制造技术与机床(2019年11期)2019-12-04
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
消费导刊(2019年3期)2019-01-28
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
自动化学报(2017年2期)2017-04-04
发明与创新(2016年5期)2016-08-21
