TFT-LCD玻璃气泡缺陷对策
2018-09-20 01:35穆美强黄志军严雷李青
江苏建材 2018年3期
穆美强 ,黄志军 ,严雷 ,李青 ,2
(1.郑州旭飞光电科技有限公司,河南 郑州 450000;2.平板显示玻璃技术和装备国家工程实验室,河北 石家庄 050035)
0 引言
气泡是各种玻璃生产中常见的缺陷之一,是明显可见的气体夹杂物。图1为液晶玻璃生产中形成的气泡缺陷,不但影响玻璃制品外观,且可能影响玻璃制品的使用特性,减少或消除玻璃中的气泡缺陷始终是玻璃生产从业人员面临的技术任务。
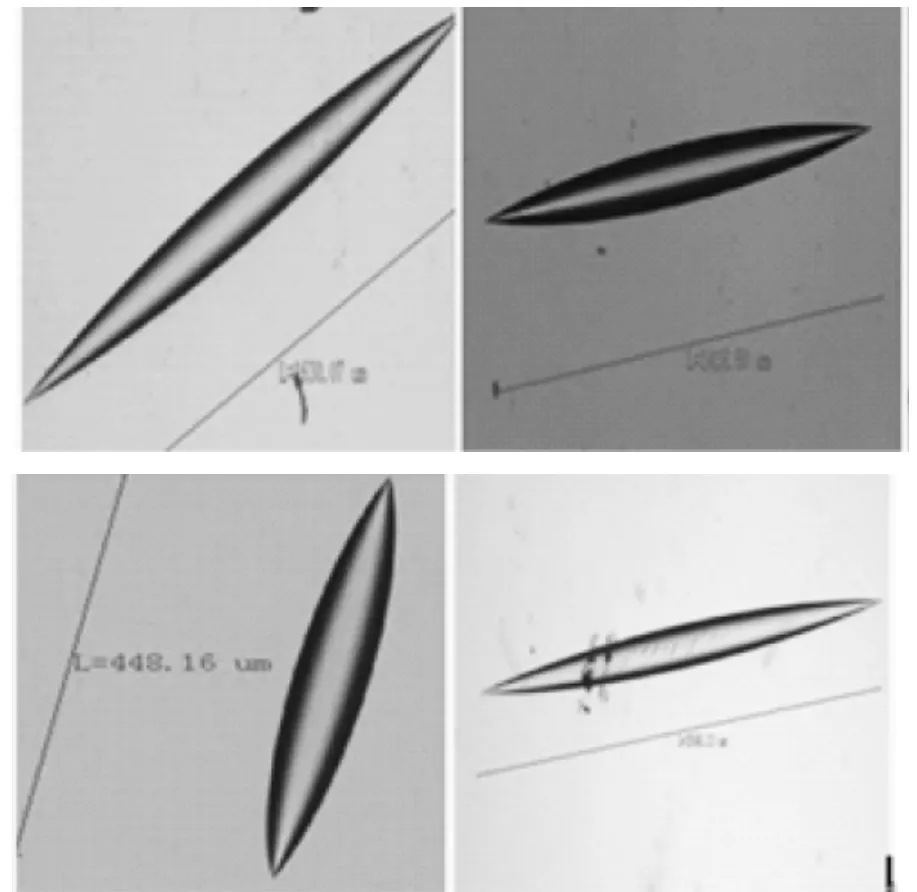
图1 显微镜下液晶玻璃的气泡缺陷
1 气泡缺陷来源及分类
1.1 气泡缺陷来源
气泡的产生是一个复杂的过程,正常情况下玻璃配合料在窑炉融化过程中释放出大量的气体,这些熔存气体一部分在高温熔解过程中被排出,未排出的熔存气体在经过澄清区基本完全脱出,不能完全脱出的气体在玻璃板内形成气泡缺陷。
1.2 气泡缺陷分类
1.2.1 澄清不良气泡
配合料在熔化过程中释放出大量的气体,在窑炉内玻璃液环流不稳定、澄清温度低或澄清温度不稳定(波动)及澄清剂用量不合适的情况下,导致一些气泡没有完全逸出,或是由于澄清平衡被破坏,使熔解在玻璃液中气体重新析出气泡,这种气泡称为澄清不良气泡。
1.2.2 二次气泡
玻璃液均化降温过程中,温度梯度设置不合理,可能导致溶解在玻璃中的气泡重新析出,形成气泡,此气泡多产生于通道管壁。
1.2.3 空气卷入气泡
由于工艺设置不合理或机械问题,导致在通道的自由液面卷入空气,产生气泡。
1.2.4 析晶掉落泡
三相交界部位的析晶掉落,进入玻璃液,形成气泡。
2 气泡缺陷特征分析
2.1 澄清不良气泡
澄清不良气泡大小一般在1~3 mm之间,在玻璃板上的距离及深度无明显规律,此类气泡的CO2气体成分含量较高,一般在30%以上,同时含有一定量的N2和SO2,如表1分析组分所示。
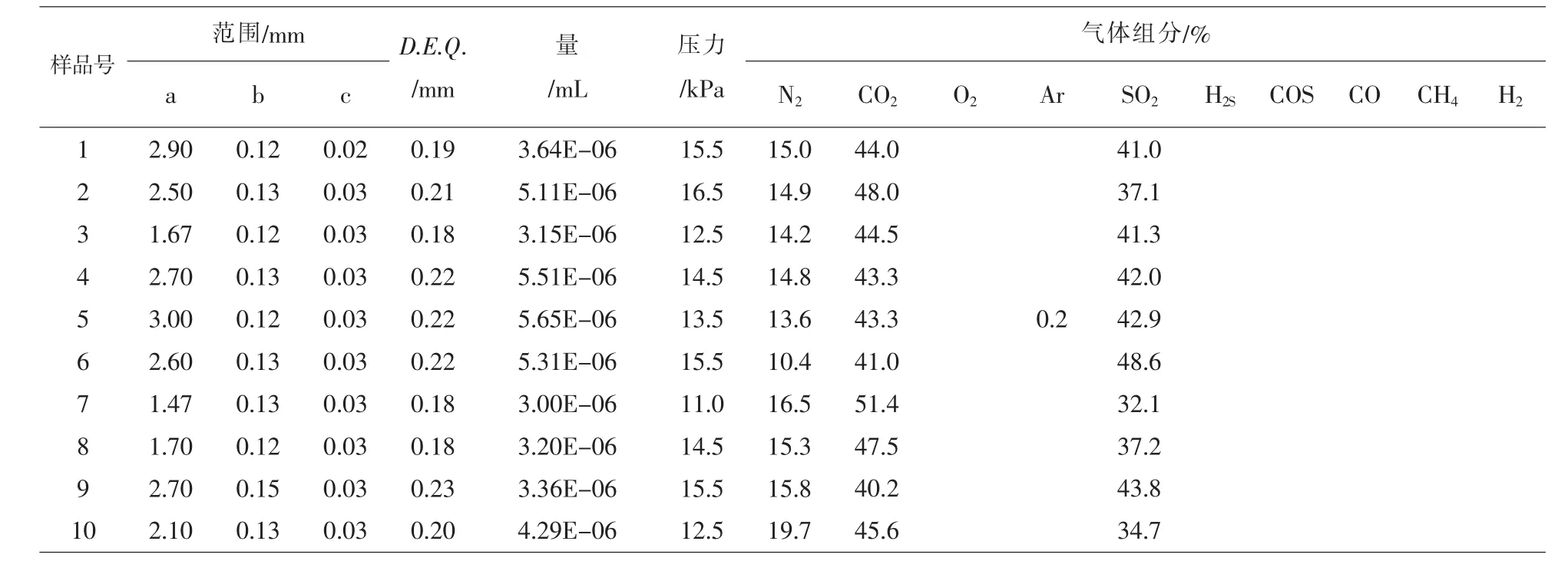
表1 样品气泡气体组分分析结果
2.2 空气卷入气泡
此类气泡通常由于工艺设置不合理或机械问题导致自由液面空气卷入,产生气泡;此类气泡N2含量较高,通常也含有Ar,如表2气泡组分分析所示。

表2 样品气泡气体组分分析结果
2.3 析晶掉落气泡
此类气泡位置及深度无明显规律,大小基本为<0.5 mm以下的气泡为主,基本以激发形式出现,部分伴有锡析晶或铂金析晶出现。
3 气泡缺陷控制对策
气泡缺陷控制以合适的窑炉温度梯度及相对稳定的工艺状态为前提,工艺关键参数控制稳定性为基础。
(1)窑炉区:窑炉空间温度一旦确定,将长期稳定在设定值上下区间内波动,空间内的温度过高或过低将影响窑炉内气体量的波动;窑炉内玻璃液流动的不稳定,影响气泡的正常排出。
(2)澄清区:澄清区温度避免过快调整,因为气泡在澄清排出时是相对匀速的。
(3)自由液面区:自由液面设置合适温度,避免温度增长过快生长析晶,且需对析晶进行及时清理,防止析晶掉落,造成析晶掉落气泡。
4 结语
控制玻璃生产中的气泡缺陷是一个系统工程,当气泡缺陷持续高发时,首先要采集数据、再具体分析原因,通常采集的数据包括:气泡大小、深度、距离等,同时针对气泡缺陷的气体成分具体分析,以此判断气泡产生的来源,从而制定具体方案。
猜你喜欢
一重技术(2021年5期)2022-01-18
新潮电子(2021年7期)2021-08-14
建材发展导向(2021年13期)2021-07-28
玻璃(2020年2期)2020-12-11
消防界(2019年9期)2019-09-10
阅读(科学探秘)(2019年4期)2019-06-19
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
自动化博览(2017年2期)2017-06-05
佛山陶瓷(2017年1期)2017-02-23
中国陶瓷工业(2015年4期)2016-01-05