
TPT光伏背板表面热压处理研究
2018-09-27 09:43广东生益科技股份有限公司国家电子电路基材工程技术研究中心杨小进罗鑫刘东亮
太阳能 2018年9期
广东生益科技股份有限公司 国家电子电路基材工程技术研究中心 ■ 杨小进 罗鑫 刘东亮
0 引言
NASA的JPL实验室在1975~1985期间开展的5轮组件户外老化和实验室测试[1]确定了标准的晶体硅光伏组件封装结构——玻璃/EVA/Tedlar背板;也奠定了经典的背板结构,即Tedlar/PET/Tedlar,称为TPT背板,其中T特指Tedlar,为杜邦已商品化多年的聚氟乙烯(PVF)膜,具体型号为PV2001。由于Tedlar-PVF中氟原子电负性较大,范德华半径小,碳氟键键能高达485 kJ/mol,再加上分子链排列紧密、刚硬,使其具有十分优异的耐热性,耐候性,耐高、低温性和耐化学药品性;再搭配PET膜,制得的TPT背板具有优异的机械性能、绝缘性能、阻隔性能和耐候性能,非常适合光伏组件的封装,可适应国内的各种气候条件[2]。TPT背板户外实绩验证已超过30年,堪称行业标杆。
然而,由于Tedlar-PVF膜在制造时添加了约35%质量份的填料/添加剂[3],且使用的是“挤出-纵拉-横拉”的生产工艺,使得薄膜本身处于一种粗松的结构状态,内聚力较低。当进行TPT/EVA的剥离强度测试时,结果显示仅有12 N/cm左右,且EVA胶膜上残留一层白色的粉末。尽管在过去30年这一现象一直存在,但由于实际使用时背板并不存在类似于剥离测试过程中的应力,故此现象并不影响使用。但随着背板相关标准的出台,行业内对于TPT/EVA的剥离强度有了40 N/cm以上的要求。因此,必须对TPT背板的电池侧,即Tedlar-PVF膜进行表面处理。但目前已知的各种表面处理方式,例如电晕[4]、化学处理[5]、火焰处理[6]等均难以改变Tedlar-PVF膜表面的粗松结构,更难以实现工业化的连续生产。为此,杜邦公司提出了一种表面热压处理[7]技术来解决该问题。本文对这一表面热压处理技术进行了相应的研究。
1 试验部分
1.1 试验仪器
试验使用的仪器包括:自制连续式热压表面处理机(包括放卷单元、热压单元、冷却单元和收卷单元,其中热压单元可同时提供高温和压力);博硕光电BSL1122OC型组件层压机;GOTECH公司AI7000-S型万能材料试验机;广州标格达BGD 516/1型光泽度测试仪;日本KONICA MINOLTACM3600A分光测色仪;ATLAS UVTEST老化试验箱;美国MOCON-Permatran 3/61型红外法水蒸气透过率测试仪;美国HIPOTRONICS-7100-5D149-PB型击穿电压测试仪。
1.2 测试表征
1)按照GB-T 31034-2014《晶体硅太阳电池组件用绝缘背板》测试背板层间剥离强度,背板与EVA胶膜的剥离强度、拉伸强度、断裂延伸率和击穿电压。
2)按照GB/T 9754-2007《色漆和清漆 不含金属颜料的色漆漆膜的20°、60°和85°镜面光泽的测定》测试背板的表面光泽度。
3)按照GB/T 3979-2008《物体色的测量方法》测试背板的黄变指数。
1.3 试验材料
TPT光伏背板(广东生益科技股份有限公司生产,型号为SS101,结构为Tedlar-PVF/PET/Tedlar-PVF,未进行表面处理);EVA胶膜(斯威克SV-15297);光伏玻璃(南玻3.2 mm厚镀膜玻璃)。
1.4 试验过程
使用自产TPT光伏背板,利用自制连续式热压表面处理机,使用不同的温度、压力和车速进行处理,将不同条件下处理后的样品与EVA、玻璃制成层压件(TPT背板/EVA/玻璃,处理面朝向EVA胶膜),测试各TPT背板与EVA胶膜的剥离强度(样条宽度1 cm)。另外,试验还测试了处理面的层间剥离强度、表面光泽度、热收缩率、水蒸气透过率、拉伸强度、断裂延伸率和紫外老化后的黄变指数等。
2 结果与讨论
2.1 处理效果分类
在试验及测试过程中,遇到了以下几种不同的表现形式,经分析,根据处理效果不同将其分为以下4类。
2.1.1 未处理或处理无效
处理后,层压件的分离界面发生在TPT背板与EVA胶膜之间,且EVA胶膜上有成片的白色粉末残留;剥离强度测试曲线基本保持水平,测试结果为12 N/cm,如图1所示。

图1 处理无效或未处理时层压件分离情况和剥离强度测试曲线
2.1.2 处理不完全
处理后,TPT背板与EVA胶膜之间剥离强度有所提高,但仅是在测试起剥的一瞬间,随后Tedlar-PVF膜立即被拉裂,从PET上脱落且整片残留在EVA上,如图2a所示,白色为断裂残留的Tedlar-PVF膜。同时,测试曲线的读数升至较高后迅速下降,曲线有最大值,如图2b所示。
产生这一现象是由于Tedlar-PVF膜厚约38~43 μm,在处理过程中,仅Tedlar-PVF膜表层几μm的厚度由粗松变得紧实,因此,起剥时EVA剥离强度较高;但表层以下仍然是粗松的结构,内聚强度较低,所以起剥后Tedlar-PVF膜发生分层断裂,残留在EVA上,表现为背板分层。
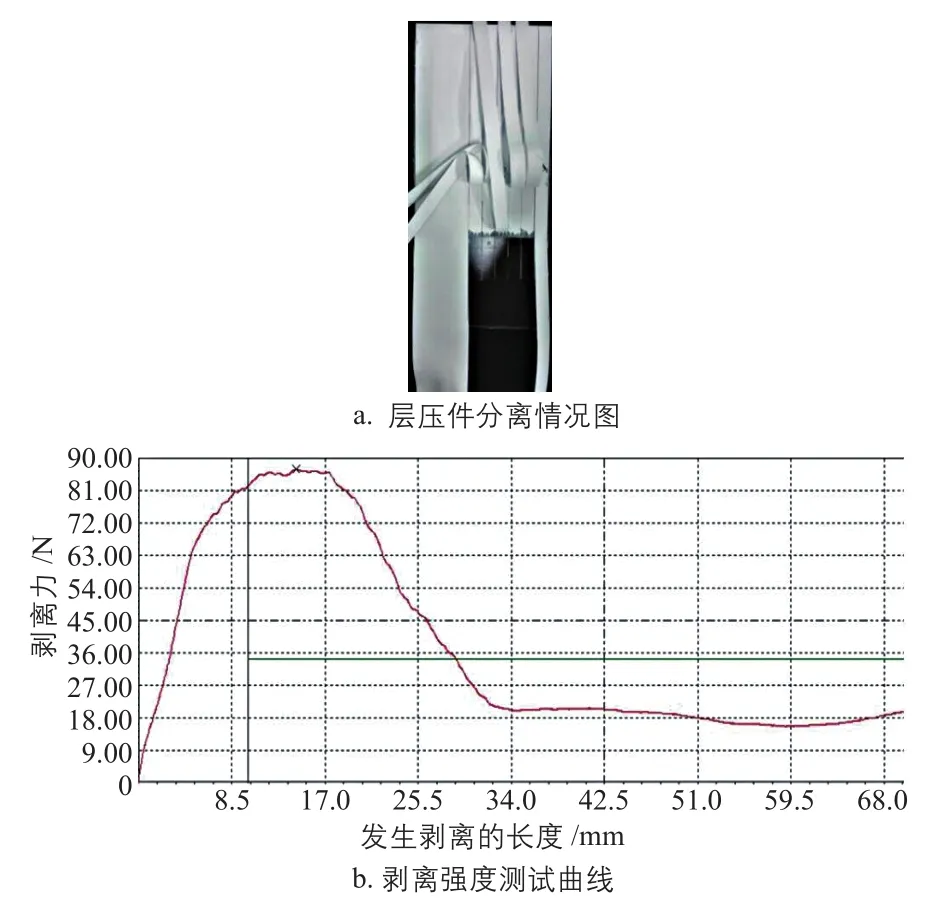
图2 处理不完全时层压件分离情况和剥离强度测试曲线
2.1.3 处理完全
层压件测试时,分离界面发生在EVA与背板之间,EVA胶膜上几乎没有白色粉末残留;测试曲线基本保持平稳,数值也较高,所有样条的结果均匀,剥离强度几乎都在105 N/cm左右,如图3所示。
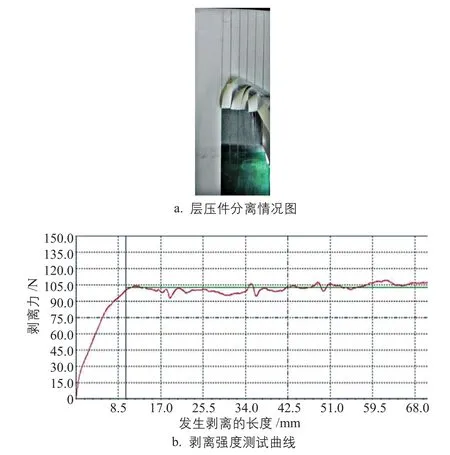
图3 处理完全时层压件的分离和剥离强度测试曲线
2.1.4 处理过度
在某些条件下,会出现处理过度的情况。具体表现为:层压件测试时,分离界面起初发生在TPT背板与EVA胶膜之间,然后迅速变为EVA胶膜与玻璃之间,测试曲线也从105 N/cm上升至120 N/cm,如图4所示。这是由于处理过度,使背板与EVA的粘接力高于EVA与玻璃间的粘接力所致。这种处理效果虽然可以接受,但是会消耗更多能量,也会降低处理效率。
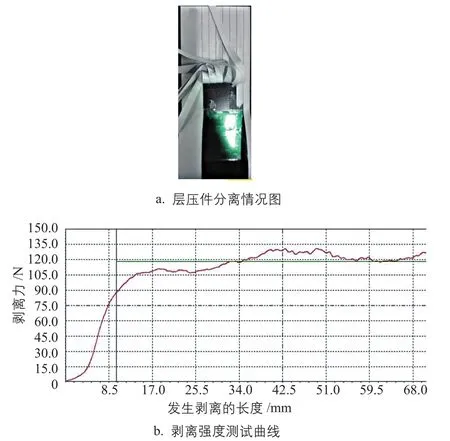
图4 处理过度时层压件的分离情况和剥离强度测试曲线
2.2 温度对处理效果的影响
由于PVF树脂的熔融温度约为130~210℃,分解温度为220 ℃[8];且当温度由150 ℃提高到210 ℃时,其热稳定时间由380 s减少至63 s[9],热分解速度明显加快。因此,本试验考察了不同温度对于处理效果的影响,具体如表1所示。
在处理压力和车速分别固定为2.0 MPa、15 m/min的情况下,由表1结果可知:热处理辊温度为180 ℃时,无处理效果,与未处理时的12 N/cm基本一致。温度提高至190 ℃,背板/EVA玻璃强度有微小的提高,但是处理效果不完全,背板分层。随着温度提高至200 ℃、205 ℃和210 ℃,背板/EVA剥离强度测试曲线的最大值逐渐提高至24 N/cm、52 N/cm和97 N/cm,但处理效果仍不完全,背板表现为分层。这是因为Tedlar-PVF膜较厚,当温度较低时,仅有表层的几μm的Tedlar-PVF发生了熔化,在压力下变得紧实。当温度继续升高至215 ℃时,Tedlar-PVF全部发生熔化,压力作用下可以处理完全,剥离强度达到105 N/cm,测试曲线也较均匀平稳。而当温度继续升高至217 ℃时,则出现了处理过度的情况。这表明,温度是TPT背板表面处理效果的重要影响因素,最佳处理温度为215 ℃。
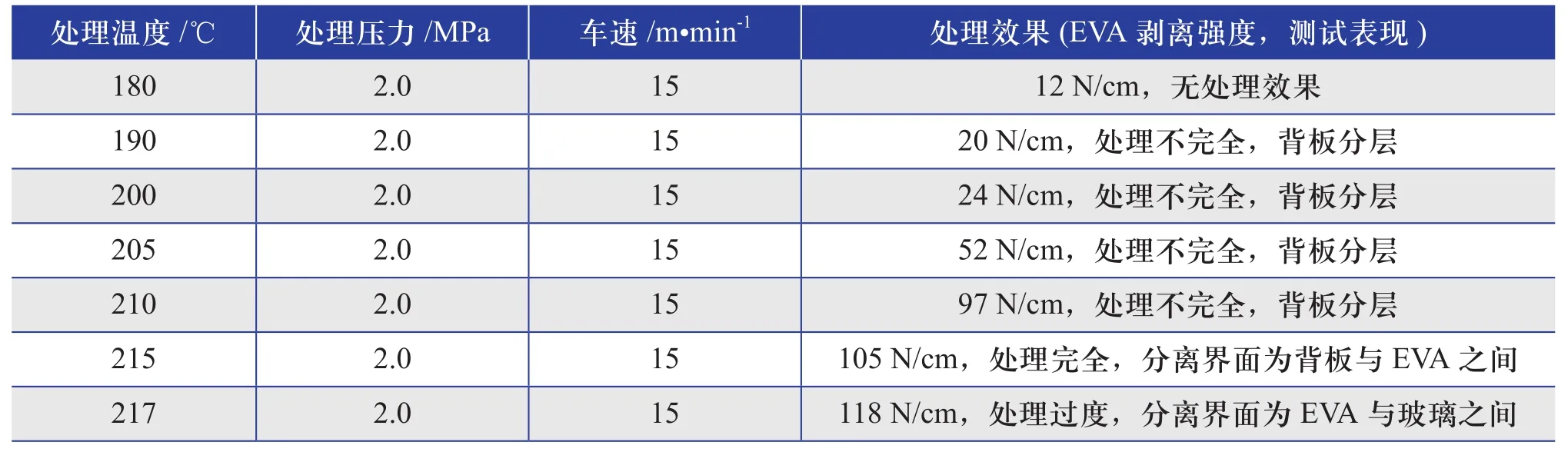
表1 不同处理温度下的处理效果
2.3 压力对处理效果的影响
本试验还考察了不同压力对TPT背板处理效果的影响,具体如表2所示。
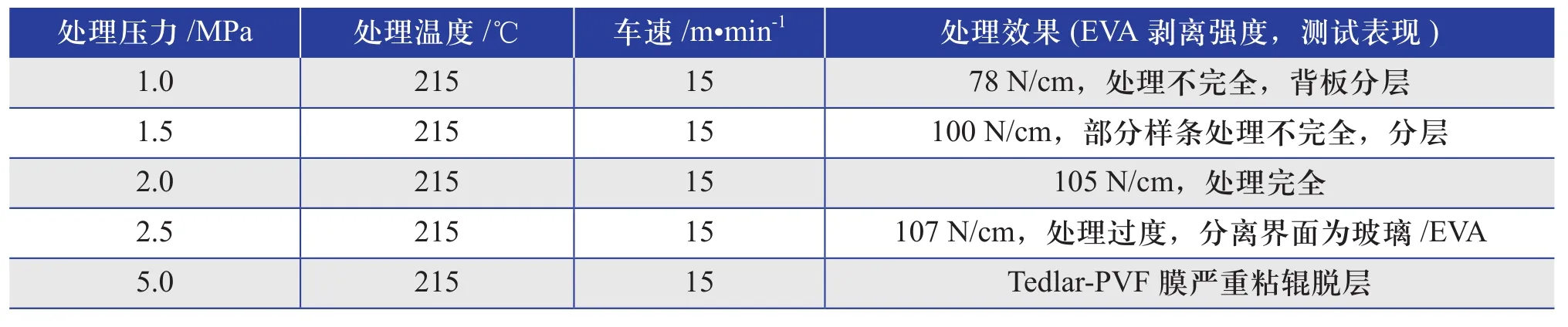
表2 不同压力下的处理效果
在处理温度和处理车速分别固定为215 ℃、15 m/min的情况下,由表2的结果可知:热处理辊压力为1.0 MPa时,测试曲线的最大值为78 N/cm,但处理不完全,背板分层。这是因为压力太小,仅有表层的几μm的Tedlar-PVF膜被压紧实。继续增大压力至1.5 MPa,测试曲线的最大值升高至100 N/cm,且测试样条中仅有部分样条出现分层,其他样条正常。当压力增大到2.0 MPa时,处理完全;而压力继续增大至2.5 MPa时,则出现处理过度的情况。极端情况(5.0 MPa)下,Tedlar-PVF膜出现严重粘辊脱层的情况,这是由于光洁的辊表面在高压下极易与融化的Tedlar-PVF形成较强的粘附力所致。因此,处理压力也是影响处理效果的重要因素,较适宜的处理压力为2.0 MPa,压力过小则处理不完全,压力过大则导致Tedlar-PVF膜粘辊脱层。
2.4 车速对处理效果的影响
本处理设备为连续式处理,因此处理的车速也会影响处理效果。试验考察了不同车速对处理效果的影响,具体如表3所示。
在处理温度和处理压力分别固定为215 ℃、2.0 MPa的情况下,由表3可知:车速较低时,融化的Tedlar-PVF膜易与辊表面粘接导致Tedlar-PVF膜从PET上脱层;车速提高至10 m/min,粘辊现象变轻微,但背板处理面有较为明显的印痕;车速提高至15~25 m/min时,处理均完全,无粘辊现象;但当车速提升至30 m/min时,开始出现处理不完全,背板分层的现象。这表明,在连续式的处理过程中,车速也应匹配,车速过低会导致粘辊和产生表观印痕,过高将导致处理不完全,较适宜的车速为15~25 m/min。
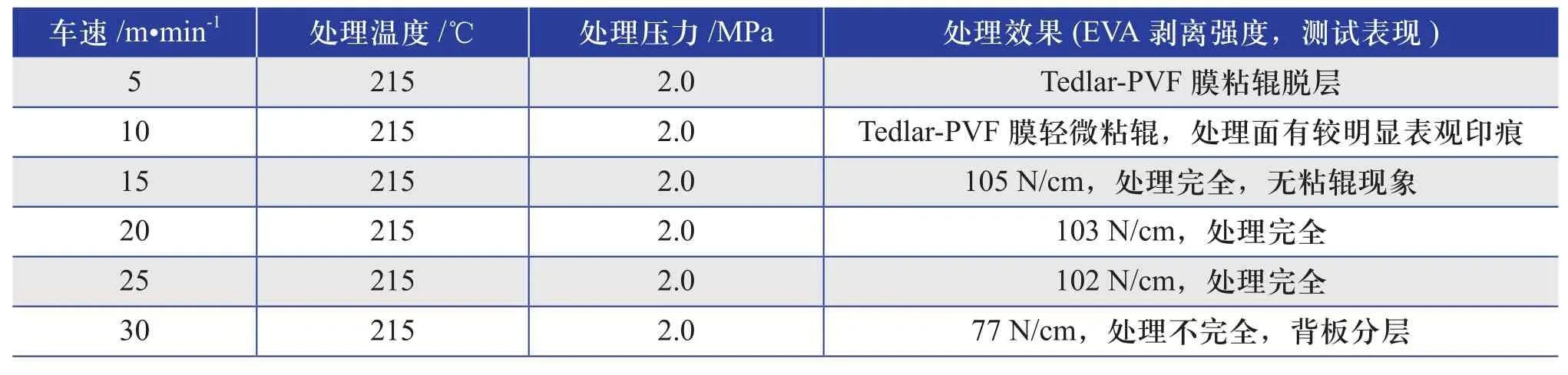
表3 不同车速下的处理效果
2.5 表面处理对TPT背板性能的影响
本试验测试还对比了热压处理前后TPT背板的相关性能的变化,结果如表4所示。

表4 热压处理前后TPT背板的相关性能对比
由表4可知,热压处理后,层间剥离强度发生了较大的变化。热处理前,由于Tedlar-PVF膜的内聚强度较低,起剥后立即断裂;但热处理后,内聚强度明显提高,剥离测试过程正常,结果为6.0 N/cm。处理面的表面光泽度(60°)也从7.5提高至11.9,光泽度的提高与处理时所用的辊为光滑的镜面辊有关。同时,水蒸气透过率在处理后减小至1.6 g/(m2•d),这是因为Tedlar-PVF膜被压紧实,使得阻隔性能提高。另外,MD方向热收缩率减小,热收缩性能提高。而拉伸强度、断裂延伸率、击穿电压、初始/UV老化后的黄色指数在热处理前后基本无变化,这表明热压处理过程对这些性能几乎无影响。
3 结论
本文对杜邦提出的TPT背板表面热压处理技术进行了探讨,首先对处理效果进行了分类,然后重点研究了温度、压力和车速对处理效果的影响,还对比了处理前后TPT背板相关性能的变化,得出以下结论:
1)最佳热压处理温度为215 ℃,较适宜的压力为2.0 MPa,较适宜的车速为15~25 m/min;
2)处理后Tedlar-PVF膜内聚强度提高,层间剥离强度可测,光泽度、阻隔性能、热收缩性能均提高,拉伸强度、断裂延伸率、击穿电压和初始/UV老化后的黄色指数等几乎不发生变化。
猜你喜欢
合成材料老化与应用(2022年5期)2022-10-25
合成材料老化与应用(2022年4期)2022-08-25
玻璃纤维(2022年3期)2022-07-12
沈阳理工大学学报(2022年1期)2022-06-09
大电机技术(2022年2期)2022-06-05
印制电路信息(2021年10期)2021-12-08
太阳能(2021年12期)2021-12-05
纺织科技进展(2021年4期)2021-07-22
中国民航大学学报(2021年2期)2021-06-24
太阳能(2020年8期)2020-09-01
