一种非圆曲线槽的数控编程加工
2018-10-17 06:01李建生
装备制造技术 2018年8期
李建生
(洛阳职业技术学院,河南 洛阳471000)
0 引言
阿基米德螺旋线在生活中十分常见,如家里使用的蚊香,工业上的螺旋泵、阿基米德蜗杆、阿基米德凸轮,还有车床上卡盘里面的大锥齿轮,它的背面有阿基米德螺旋槽,这些都是阿基米德螺旋线的运用。阿基米德螺线的加工也较为复杂,但随着CAD/CAM软件的广泛应用,可以利用软件来造型和加工,使得简单了许多。但是,如果螺旋线使用CAD/CAM软件来造型加工,若螺旋线的参数发生变化,就需要重新造型和设定加工参数,然后进行后处理,显得比较麻烦。如果自己建立曲线的表达式,然后给式中各参数赋值进编程加工,数控系统便能自动进行计算和插补;若螺旋线的参数发生变化,则只需要改变方程式或改变参数赋值,就可以套用已经编好的程序,具有较好的通用性。
1 阿基米德螺旋线方程式的建立
在参考文献[1]中,就有一例加工中心职业技能鉴定试题(如图1所示),题中有阿基米德螺旋槽的编程加工,下面就通过该实例来阐述阿基米德螺旋线手工编程和加工的方法。
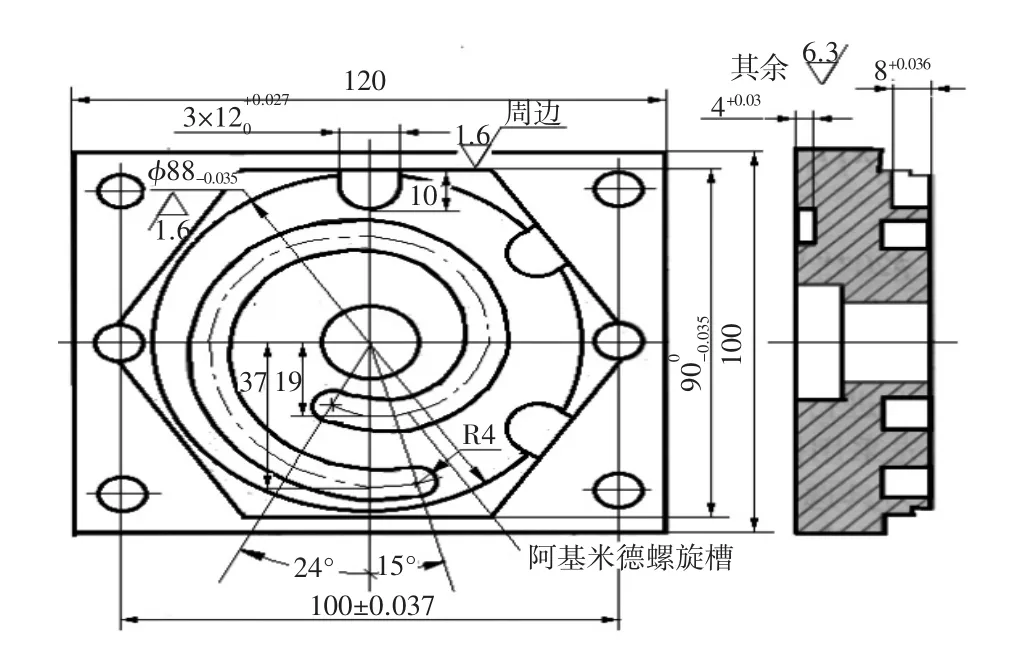
图1 加工示意图
非圆曲线加工的首要问题就是建立方程式,阿基米德螺旋线的一般表达式为:r(θ)=a+b(θ)式中:
b为阿基米德螺旋线系数,mm/°,表示每旋转1°时极径的增加(或减小)量;
θ为极角,单位为度,表示阿基米德螺旋线转过的总度数;
a为当θ=0°时的极径,mm.
改变参数a将改变螺线形状,b控制螺线间距离,通常其为常量。
1.1 螺旋线系数的计算
从图中可以看出,螺旋线的方程式并未直接给出,要进行计算。图中给出了螺旋线上的两个坐标(0,-19)和(0,-37),由此可以看出,螺旋线的极半径从(0,-19)到(0,-37)的增加量为-19-(-37)=18,极角的变化从-90°到终点 270°,共转过了 90°+270°=360°,因此该螺旋线的系数为b=18÷360=0.05.
1.2 极角为0°时极径的计算
当螺旋线的极半径为19时,极角为-90°,所以a=19-0.05 ×(-90)=23.5.
由此可以确定该阿基米德螺旋线的方程为r=23.5+0.05b
1.3 螺旋线起始点的计算
由图可知,该螺旋线的起点为-90°-24°=-114°,终点为 270°+15°=285°.螺旋线如图 2.
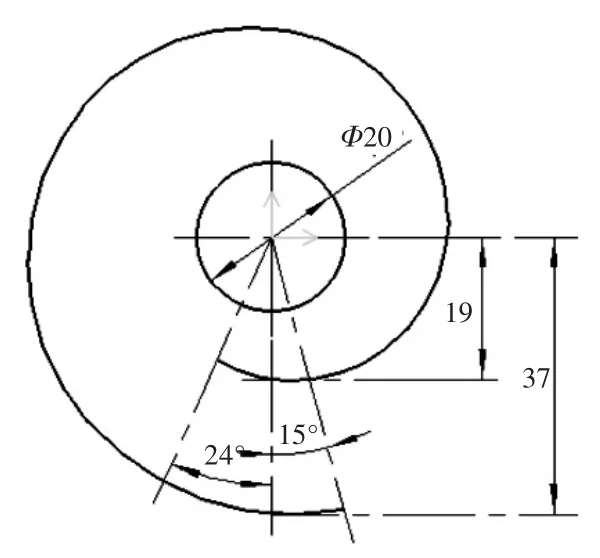
图2 螺旋线示意图
2 程序编写(FANUC 0I数控系统)及程序注释
因为螺旋线槽的中心轮廓是一条曲线,从起点到终点的运动过程中,X、Y的坐标在不断变化,没有一个固定的值,极角也在变化,所以手工编程只能通过使用变量编程来实现(仅编写螺旋槽)。因为数控机床使用的是笛卡尔坐标系,所以极坐标系可以转换为参数方程:
x=rcosθ y=rsinθ
2.1 利用参数方程编程
首先定义各变量并进行赋值,见表1、表2.
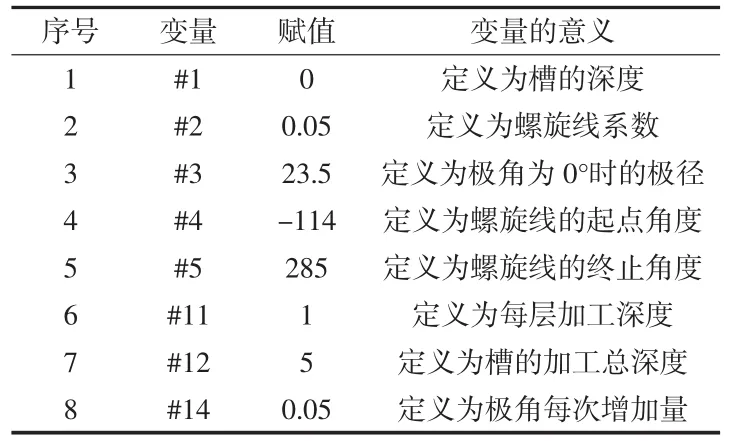
表1 变量赋值
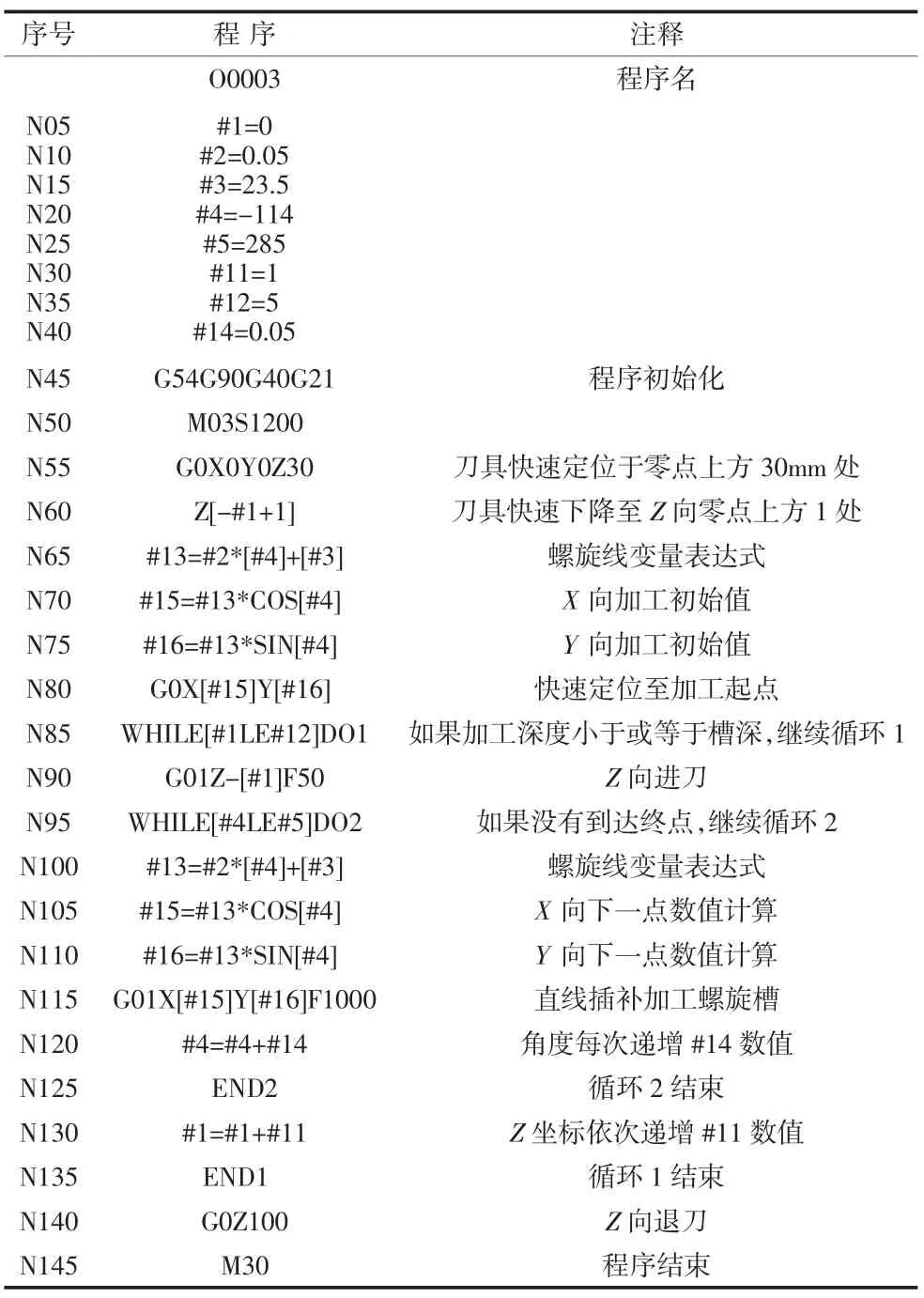
表2 加工程序1
2.2 极坐标编程
在数学上,各种螺旋线的最佳表达方式是极坐标方程,所以用极坐标编程更加简单。目前,绝大多数数控机床都支持极坐标编程。编程格式:
G90(G91)G16; 启动极坐标指令
G01 X___Y____;X___表示终点极坐标半径;Y___表示极坐标角度
…
G15;取消极坐标指令
在本例中,极坐标原点与工件坐标系原点重合,所以在G90方式下,极坐标半径为槽的终点到工件坐标系的距离,极坐标角度是槽终点坐标与工件坐标系原点的连线与+X轴的夹角。各变量和赋值同参数方程编程,程序见表3.

表3 加工程序2
3 加工
从图可知,该螺旋槽的宽度为8 mm,深度为5 mm,可采用硬质合金铣刀加工。如果精度要求不高,可以直接用Φ8的键槽铣刀加工,也可用6 mm键槽铣刀粗加工,然后用8mm的立铣刀精加工。用加工程序1时,如果使用高速钢铣刀,可以一次加工至深度,只需要把程序段 N05、N30、N35、N60、N85、N130、N135去掉,把 N90改为 G01Z-5F50,N115中的F1000改为F80即可。加工效果如图3所示。

图3 立体仿真图
4 结束语
本文给出了螺旋槽不使用CAD/CAM软件来造型加工,而是通过自己建立曲线的表达式,然后给式中各参数赋值、编程加工的方法,不仅是一种通用性较好的变量编程方法,同时,也是给不熟练使用CAD/CAM软件的编程者,提供了另一种编程途径。
猜你喜欢
中学生数理化·八年级物理人教版(2022年5期)2022-06-05
中学生数理化·八年级物理人教版(2022年5期)2022-06-05
中学生数理化(高中版.高考理化)(2021年11期)2022-01-18
中学生数理化·八年级物理人教版(2021年5期)2021-11-22
中学生数理化·八年级物理人教版(2021年5期)2021-11-22
娃娃乐园·综合智能(2020年9期)2020-09-25
河北理科教学研究(2020年1期)2020-07-24
电子技术与软件工程(2020年6期)2020-02-03
中学数学研究(广东)(2018年23期)2018-03-05
小天使·二年级语数英综合(2016年9期)2016-05-14