
基于PLC自动打包带输送器控制系统的设计
2018-10-25 09:48夏长凤
无线互联科技 2018年19期
夏长凤
(南通航运职业技术学院,江苏 南通 226010)
打包带自动输送器用于输送PET打包带,该设备专门为某醋酸纤维有限公司设计,用来输送PET打包带,打包带输送器安装在摆丝机打包区西墙与纤维丝束包辊道输送线之间。打包带安装示意如图1—3所示,PET打包带从自动带盘机出来后,首先爬高如图1所示,从空中穿过西墙和打包机西侧过道(距地面不低于3 m),然后下降到打包机立柱位置如图2所示,终点为打包机的打结器。每台打包机配备2台打包带自动输送器,分别用于打包机西侧和南侧的打结器。打包带输送器安装布置如图3所示,带盘上的包装带经过电机驱动轮驱动送带进入传送轨道,送至打包机侧。

图1 爬高
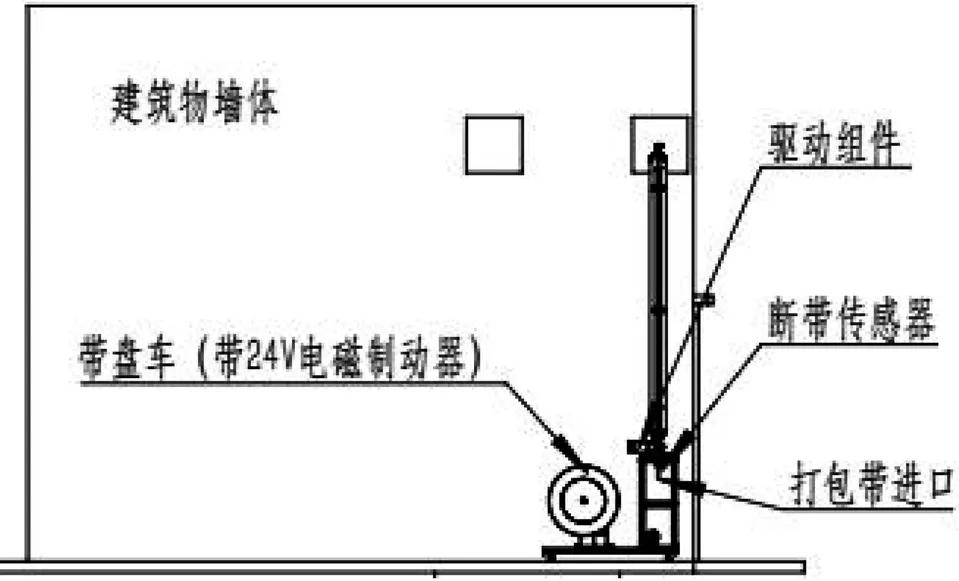
图2 打包机立柱

图3 打包带输送器安装
1 打包带输送器控制功能分析
打包带颜色是深绿色,带宽为16 mm,厚度0.9 mm,带盘内心直径405 mm,每卷带长大于1 000 m,20 kg。
该设备现场安装时,需在打包机西侧墙体上开两个孔,以便打包带穿过墙体。两个孔的尺寸为300×300 mm。打包带输送器用于长距离传送PET打包带,打包带输送轨道水平架设在打包机立柱与自动带盘机之间,底标高3 m。因此输送轨道必须稳固平直才能满足输送要求。
带盘车放置在墙体侧,卷状打包带安装在带盘车的圆盘上,PET带在经过驱动组件的一对滚轮驱动后,通过传送轨道,送至墙体另一侧的打包机立柱处。
打包带自动输送器用于拖动打包带,并将打包带送入输送轨道,从轨道上将打包带传送到打包机,因此,需要配备一台驱动电动机,配置电磁制动器控制带盘阻尼或制动力矩。由于打包带传输距离大于10 m,为保证送带顺畅,在输送轨道上可以配备一台辅助送带电机。
该设备由自动带盘机、输送轨道、电控系统和接带机等4部分组成。带盘机安装带盘用。电控系统为设备提供电源和控制功能,配备脚踏开关和无带报警提示灯等。通过脚踏开关可以启动设备,当送带长度达到设定要求时,设备自动停机。当传感器检测到无带时,报警提示灯点亮时,打包带卷已用完,提醒操作人员更换新的打包带卷[1]。设备可以另外配置接带机用于更换打包带卷时进行接带,避免重新穿带。
输送器可以在输送轨道的末端设置触点开关,当操作人员拉动打包带时或者自动打包机发出打包,触点开关动作,从而启动设备,驱动组件滚轮开始旋转,输送一定长度的打包带。
当带卷用完时,断带传感器检测不到打包带,发出信号,机器停止运转。同时,东墙面上的断带警示灯亮起,提醒操作工更换带卷[2],人工将遗留在轨道内的打包带抽出。当断带传感器动作时,驱动组件的滚轮停止旋转,打包带并没有与滚轮脱离。因此,在断带传感器动作时,电机延时停止运转,确保滚轮之间的带子送出。送带开关动作的同时,带盘车上的电磁制动器应脱开,送带达到设定值后,电磁制动器应制动,并延时脱开,保证下次继续送带。
控制柜上安装急停按钮开关,急停状态时,设备停止运行。
2 控制系统硬件配置
本文选用顾美公司MT6070H型触摸屏和PLC一体机,具有16个输入口和16个输出口,开关量输入类型为低电平NPN,COM接负。开关量输出类型有继电器MR,晶体管MT等,晶体管输出最大负载500 mA,继电器输出最大负载5 A。本系统选择输出型为继电器MR型。模拟量输入类型有0~10 V,4~20 mA,0~20 mA,PT100,EKSJ型热电偶等,模拟量输出类型有0~10 V、0~5 V,0~20 mA或混合型,本系统模拟量输出类型选择0~10 V,从而控制带盘阻尼或电磁制动力矩的大小[3-4]。
PLC模拟量输出直接给D8080—8087寄存器赋值即可。DA0—DA7为模拟量输出口,GND为公共端。输出信号0~10 V或0~20 mA可选。可根据需要选装不同类型的模拟量输出。模拟量输出精度是10位,0~10 V/或者0~20 mA分别对应0~1 000。
模拟量输出寄存器和输出电压(电流)范围如表1所示。
M8080为模拟量 DA0~DA3 输出功能的启动触点,设置为 ON 时,才能使模拟量 DA0~DA3有输出。

表1 模拟量输出寄存器和输出电压(电流)范围
M8084为模拟量DA4~DA7输出功能的启动触点,设置为ON时,才能使模拟量 DA4~DA7有输出。
图4是0~10 V电压模拟量输出的示例。

图4 电压模拟量输出
置位M8080后直接赋值1 000给D8080,则在DA0端和GND端之间就会有10 V 的电压输出。
该设备的控制系统有2种工作方式,分别是手动、自动。选择手动方式执行时,可以进行手动送带工作,以及进行点动操作并可以进行参数的设置工作。自动工作方式时,打包时,不管是人工打包还是自动打包,打包带被人拖动或者机器拖动打包带,则电机转动,自动送带一定长度。自动送带时如果按下停止按钮,则停止送带,再次按下启动按钮则继续按照设定的长度送带,送带过程中,按下急停按钮,则输送器停止运行,带轮急停制动。
调试时,按下起动按钮后,打包带输送器从初始状态按照一定的顺序来完成一个周期动作,直接返回到初始状态。自动工作时,则输送器按照步骤一步步地执行,然后不停地循环,如此往复。
3 系统程序的设计
触摸屏的设计主要是进行工作方式的选择,设备启动和停止运行控制,监控设备运行状态,如设备运行、停止指示,无带或断带报警等。触摸屏上可以查看设备操作说明等,设备运行参数的设置需要经过密码认证防止操作人员误操作。触摸屏和PLC是一体机,在系统工作参数中通讯设置,正确选择顾美PLC型号为CoolMay PLC(2N),通信参数也要设置正确,否则触摸屏和PLC之间无法通信。
PLC程序采用的顺序控制设计法,按照送带工艺流程来进行控制。程序控制流程如图5所示。
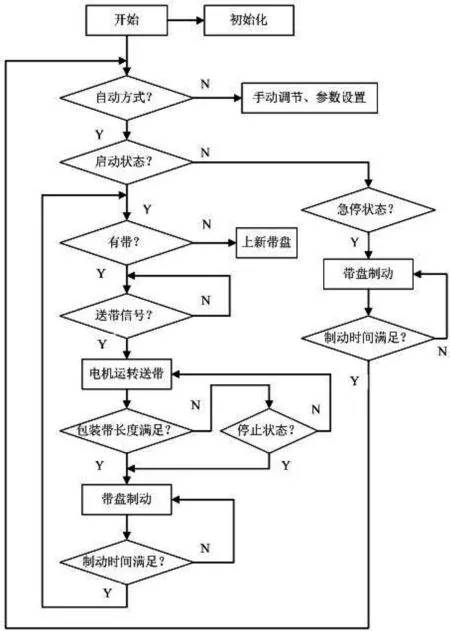
图5 程序控制流程
PLC上电时,程序进行初始化,并根据要求设置相应的经验参数,免除设备每次上电后都需要设置参数增加工作量而且特别繁琐。在触摸屏上选择工作方式,触摸屏上电后默认是手动工作方式,则可以设置打包带带轮阻尼值。根据工艺要求,在手动穿带时,带盘需要一些阻尼可以防止带盘自由转动,包装带松开缠绕。在自动运行时,送带长度满足后也需要将带盘制动,防止带盘由于停止惯性转动,导致包装带松开缠绕。手动工作时可以根据需要调整送带长度参数,进行简单的测试工作,如送带电机的点动、测试带盘阻尼情况等,程序如图4所示。

图4 程序初始化及手动状态阻尼设定
自动工作方式时,首先判断设备是否处于启动状态,启动状态时,判断由无包装带,有带时,检查打包机侧有没有送带信号。如果有送带信号,则送带电机转动带动滚轮送带。当满足一定的长度的时候,带盘制动,制动时间到,等待下一次的送带信号。
自动工作时,带盘一直运转,包装带没有满足设定长度时,如果此时操作人员按下停止按钮,则带轮电机停止运转,再次按下启动按钮,则送带电机继续运转送带,直到满足设定长度,停止制动,等待下次送带信号。
按下控制柜上的急停按钮,系统进入急停状态,此时送带电机停转,带盘制动器制动,制动时间到,系统重新进入初始状态,急停状态时程序如图5所示。
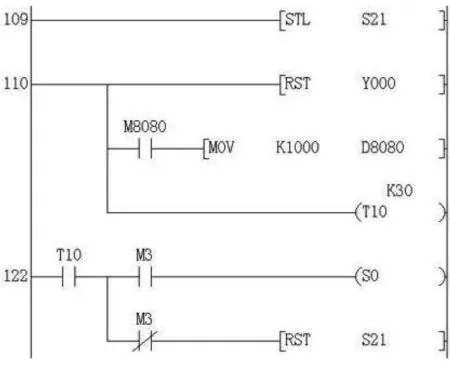
图5 急停状态程序设计
4 结语
基于PLC自动打包带输送器控制系统的设计,可以使打包带远距离传送,避免了打包带盘随机转动出现打包带缠绕、打结等影响效率的情况,并且本系统自动化程度高、精度高、效率高、送带平稳可靠,可根据需要输送相应长度的PET带。本系统设备研制成功后已经在某醋酸纤维有限公司广泛使用。
猜你喜欢
装备制造技术(2019年12期)2019-12-25
测控技术(2018年12期)2018-11-25
电子制作(2016年21期)2016-05-17
家电科技(2015年10期)2015-11-30
小天使·五年级语数英综合(2015年7期)2015-07-06
作文大王·笑话大王(2015年6期)2015-05-30
电测与仪表(2015年11期)2015-04-09
铁路通信信号工程技术(2014年5期)2014-02-28
河南科技(2014年12期)2014-02-27
自动化与仪表(2014年10期)2014-02-26
