不同磨削层图案对cBN砂带磨削性能的影响研究
2018-11-02 01:17肖乐银谢德龙蒋燕麟陈家荣潘晓毅
超硬材料工程 2018年5期
肖乐银,林 峰,谢德龙,陈 超,蒋燕麟,陈家荣,潘晓毅
(1. 广西超硬材料重点实验室,桂林 541004; 2. 国家特种矿物材料工程技术研究中心,桂林 541004;3. 中国有色桂林矿产地质研究院有限公司,桂林 541004)
超硬材料工具,包括超硬材料砂带,将在高效、精密、节能、环保的现代制造业中扮演重要角色。目前已知硬度最高的金刚石为磨料的砂带,在工程陶瓷、玻璃等硬脆材料的磨削加工中表现出无可比拟的优越性,但在磨削铁族元素材料过程中会发生碳化反应,不宜用于钢铁材料的加工[1-2]。cBN的硬度仅次于金刚石,惰性强,特别适合又硬又韧铁基合金的加工,同时,砂带形状保持性好,使用寿命长,具有很好的综合性能。在西方发达国家cBN砂带已广泛应用于汽车、机械、航空航天、涂层、仪器仪表等领域[3-4]。
cBN砂带具有优异的磨削性能,不仅因为磨料本身的硬度高,还因为其涂覆图案的特殊性。针对不同的加工对象和要求,目前市场上已出现了各种不同磨削层图案的cBN砂带[5-6]。本文采用圆点和箭头两种磨削层图案砂带进行磨削试验,分析磨削层图案对cBN砂带加工表面质量、磨削效率及寿命的影响。
1 试验条件和方法
1.1 cBN砂带规格
砂带规格见表1。

表1 砂带规格
1.2 磨削条件
机床:自行改装的CM6125车床,使用时转速为1600r/min
接触轮:Ф152×38mm;海绵轮;邵氏硬度为22A°
工件:线切割45号钢,尺寸为(13×11×50)mm
磨削及冷却方式:采用恒进给的磨削方式,冷却液为水
1.3 试验方法
本试验采用相同规格不同磨削层图案的两种cBN砂带,分别对45号钢进行磨削,其磨削原理如图1所示,分析并比较两者之间的磨削性能。
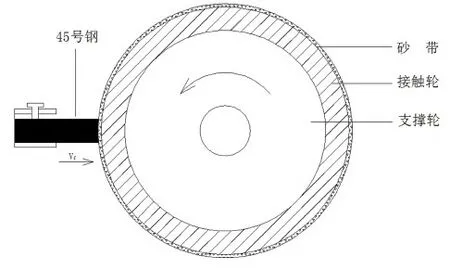
图1 砂带磨削原理图Fig.1 Schematic diagram of abrasive belt grinding
2 试验结果分析与讨论
2.1 不同磨削层图案对cBN砂带加工表面质量的影响
表面质量是指表面粗糙度及表面层的物理机械性能,也称表面完整性[7]。图2为不同磨削层图案砂带在寿命期内磨削表面粗糙度的变化曲线,通过图2我们可以发现,在砂带使用初期,由于表面形貌中磨粒高度的标准偏差较大,两种磨削层图案砂带都获得较大的粗糙度。随着磨削过程的继续进行,cBN砂带进入以摩擦磨耗为主的稳定磨损阶段,磨粒的磨损使砂带表面形貌标准偏差稳定下降,磨粒等高性得到改善,表面粗糙度便逐渐地趋于线性关系的缓慢下降。
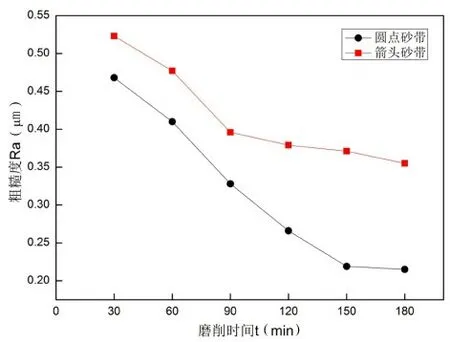
图2 磨削表面粗糙度随时间的变化Fig.2 The change of grinding surface roughness with time
但是,在整个磨削过程中,箭头图案cBN砂带表面粗糙度都要大于圆点图案砂带,主要由于箭头图案砂带硬度大,弯曲圆度误差大易造成磨削震动[8],使加工表面粗糙度增大。同时,通过计算求得箭头砂带磨削工作层的有效面积为50.8%、圆点砂带有效面积为56.1%,单位面积内圆点砂带的磨粒数要多于箭头砂带,单颗磨粒切削深度变小,金属表面变形小,减少了金属因磨粒耕犁形成的隆起高度以及热塑性变形[8],因而粗糙度值随之变小,最终测得圆点砂带的表面粗糙度为0.215μm、箭头砂带为0.355μm。
磨削完毕后,观察加工工件的表面形貌,如图3所示,通过图3可以看出箭头砂带磨粒划痕残留的波峰、波谷,要稍明显于圆点砂带,但两者加工工件的质量都无烧伤情况,表面质量较好,这主要是由于冷却液容易进入磨削界面,将磨削区域的磨削热快速带走,磨削温度低。

图3 不同磨削层图案cBN砂带加工工件表面形貌Fig.3 The surface topography of workpieces with two kinds of cBN abrasive belts pattern
2.2 不同磨削层图案对cBN砂带磨削效率和寿命的影响
不同磨削层图案cBN砂带磨削效率随时间的变化如图4所示,在磨削初期,砂带刃形锋利,参加切削的磨粒数目多,砂带切削能力强,材料切除效率大[9]。
但在磨削前期,箭头图案砂带表现出比圆点图案砂带更优异的切削性能。在柔曲过程中,我们发现圆点砂带比箭头砂带具有更好的弹性和柔曲性能,箭头砂带在进行磨削时,磨痕深度接近于磨粒切刃的露出高度;而圆点砂带磨削时较多凸出的磨粒被压向背衬材料,磨痕深度浅,从而使箭头砂带表现出更强的切削能力,加工时磨削效率也越大。同时,箭头形状对砂带具有自锐性,有利于磨粒以不同的角度和工件接触并切入工件[8],切除能力也更强。但随着磨削的继续进行,箭头图案砂带磨粒受到的冲击作用力更大,cBN磨料颗粒更易脱落,如图5所示,磨削150分钟后,箭头砂带的磨削效率要低于圆点砂带。最终,称量求得箭头砂带的磨耗比为219.1、圆点砂带为216.5,相差不是很大,主要由于箭头砂带高的材料去除质量抵消了部分cBN磨料的脱落。

图4 磨削效率随时间的变化Fig.4 The change of grinding efficiency with time

图5 磨削150分钟后cBN砂带表面形貌Fig.5 The surface topography of cBN abrasive belts after 150min of grinding
3 结论
(1)在cBN砂带使用初期,两种磨削层图案砂带都获得较大的粗糙度,随后缓慢下降趋于稳定,整个磨削过程,箭头砂带表面粗糙度要大于圆点砂带,两者加工工件都能获得较好的表面质量。
(2)在磨削前期,箭头砂带表现出比圆点砂带更好的磨削效率,随着磨削的继续进行,箭头砂带磨削效率下降较快,但两种磨削层图案cBN砂带磨耗比相差不大。
猜你喜欢
中国机械工程(2022年2期)2022-01-27
数学小灵通·3-4年级(2019年11期)2019-11-26
小猕猴智力画刊(2019年10期)2019-11-23
表面工程与再制造(2019年3期)2019-09-18
小猕猴智力画刊(2019年12期)2019-01-08
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年4期)2017-06-22
河北工业大学学报(2016年6期)2016-04-16
中国铁道科学(2015年1期)2015-06-26