V形网筒与拼瓣网筒实际工况力学分析及使用
2018-11-08 06:14张瑞锋
设备管理与维修 2018年15期
张瑞锋,于 悦
(1.中国石油化工股份有限公司长岭分公司,湖南岳阳 414012;2.辽宁裕通石化机械仪表有限公司,辽宁沈阳 110168)
0 引言
V形丝网筒是石化反应器内件中最大、最昂贵的部件之一。反应器的表现很大程度上取决于V形丝网筒在高温下作业的稳定性。设备使用期间,网筒纵焊缝断裂可能会导致反应器停车。更换新件工程量大。网筒开裂主要发生在产品投入使用(3~5)a后,在纵向焊缝位置,其断裂的概率与使用时间成正比。辽宁裕通公司自2010年投入生产第一批V形丝网筒产品以来,一直致力于为客户提供品质优异的大型无纵焊缝V型丝网筒产品,并使纵向焊接断裂的问题得到彻底解决,该项技术被评为辽宁省科学技术进步三等奖,并拥有炼化内构件行业内的多项专利。
1 网筒失稳、变形、开裂原因分析
1.1 传统V形丝网筒加工工艺
传统的电阻焊V形丝网筒的V形丝沿周向均匀分布,重整反应器的催化剂在反应器内沿轴向运动。为减少催化剂的磨损,需要对V形丝网筒进行二次加工:需剖割、展平、再反卷、拼焊。用电阻焊制作基础V形丝网筒(图1a);沿基础V形丝网的某一轴向截面将其裁开,展平制成平板(图1b);沿平板中V形丝的长度方向卷成圆弧(图1c);在弧形接口处两侧各焊接1块连接板,再将各弧形网筒连接板焊接在一起,形成轴向的V形丝网筒(图1d)。这种工艺方法制作的网筒存在的主要问题有4个。
(1)拼缝的抗拉强度和疲劳强度均较低 易出现断裂。
(2)V形丝网筒在展成平板和重新卷制过程中,V形丝与支撑杆的焊点将受到损伤,焊点强度降低。
(3)带纵焊缝的网筒是采用网板冷压卷制成型工艺,网片支撑条卷制后产生的内应力无法消除,在工作温度下(高温)长时间使用,支撑条在纵焊缝处产生蠕变断裂。
(4)由于加工设备及工艺的问题,网筒传统的结构形式为径向分瓣拼接,存在多个纵焊缝,高温下受环向胀力的影响致使纵焊缝开裂。
1.2 无纵焊缝V形丝网筒加工工艺
为解决传统V形丝网筒的工艺缺陷,减少催化剂跑损,减少装置非正常停车,使重整装置安全、平稳、长周期运行,辽宁裕通公司发明了激光焊接工艺制造无纵缝结构网筒工艺,解决了V形丝网筒易失稳变形、开裂损坏的问题,提高设备的可靠性、稳定性及运行周期。
(1)激光加工的支撑条是板材切割成型,无变形残余应力,在高温工作条件下等量线胀,消除了热胀力的影响。

图1 V形丝网筒二次加工流程
(2)采用独特的激光焊接工艺,焊接速度快,热影响区和变形小。
(3)焊缝强度、韧性和综合性能较高,单点抗拉强度≥3000 N(传统焊接工艺单点抗拉强度≥1700 N)。
(4)网筒一次成型,结构尺寸精准,椭圆度、圆柱度、直线度都优于传统工艺。
(5)网筒缝隙精度高,可控制在±0.03 mm(传统工艺为±0.05 mm)。
(6)网筒表面光洁度高,光滑平整,有利于催化剂流动,降低催化剂的磨损。
2 不同结构网筒实际工况下的有限元力学分析
以长岭石化7×105t/a连续重整装置再生器内网项目的实际产品为例,对拼瓣式网筒进行有限元分析。报告显示在高应力时的蠕变断裂曲线图,显示出网筒的预计使用寿命与实际工况的使用情况。与同尺寸无纵焊缝结构的有限元分析结果进行比较,充分说明了无纵焊缝产品的全面优越性。报告在相同材料和尺寸的前提下进行对比,网筒材料为316H不锈钢,直径660 mm。
2.1 模型假设
网片用平网冷压加工成型,然后焊接而成。网片压型后无热处理;忽略压型加工硬化的影响;不考虑焊接时的热量;网筒 -Z方向有定位,其余方向自由膨胀。
2.2 拼瓣式网筒结构(图2)
2.2.1 模拟参数(表1)
2.2.2 热负荷
对网筒在550°C(理论值)下进行FEM(Finite Element Method,有限元法)模拟。网筒截面的形变和应力分布如图3、图4所示。
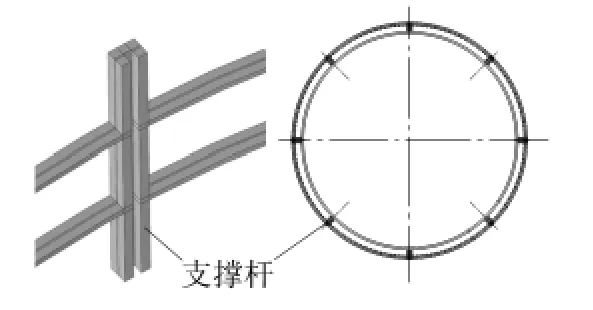
图2 拼瓣式网筒结构

表1 拼瓣式网筒模拟参数

图3 网筒在550°C时的形变(最大形变6.53 mm)
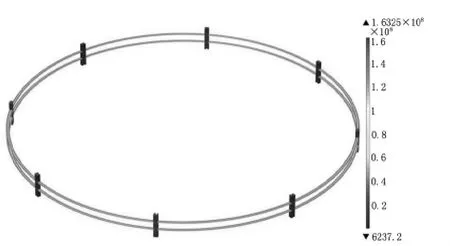
图4 网筒在550°C时的热应力(最大应力173 MPa)
2.2.3 焊接接触面应力分布(图5、图6)
2.3 无纵焊缝网筒结构(图7)
2.3.1 模拟参数(表2)
2.3.2 网筒的热应力
677℃时网筒会产生一定量的热变形,见图8。

表2 无纵焊缝网筒模拟参数
2.3.3 网筒的Von-Mises应力(图 9)
2.3.4 V形丝焊点部位应力状况
选取网丝和焊道的横截面,确定这些位置的应力,见图10、图11。
3 结果比较及讨论
3.1 结果
表3显示了拼瓣式V形丝网筒和无纵焊缝V形丝网筒的FEM结果。比较得出:冷压成型网筒在正常工作温度下的最大应力值仍远高于无纵焊缝网筒在更加苛刻工况下(超温130℃)的最大应力值。这是由于冷压成型网筒的残余应力和焊缝处应力集中共同产生的结果。

图5 拼瓣网筒中的纵焊缝应力 (最大值173 MPa)
3.2 不锈钢蠕变断裂时间
拼瓣式网筒和无纵焊缝网筒在不同温度下材料的抗拉强度和屈服强度如图12所示,图中圆点是冷压成型网筒在焊缝附近的最大应力点,大于该温度下的屈服强度小于抗拉强度。尽管拼瓣式网筒的最大应力值高于无纵焊缝网筒应力值2个数量级,但该网筒在550℃时不会立即破裂。如图13所示,拼瓣式网筒中,如果某一点受的应力足够高,在经过成千上万小时操作后,该点会发生蠕变断裂。例如,若温度达到571℃,工作10 000 h(1 a)后,网筒焊缝处将产生开裂。裕通无纵焊缝网筒即使在温度>900℃时,焊缝处受的最大应力仍低远于焊接点处材料破坏的临界值。
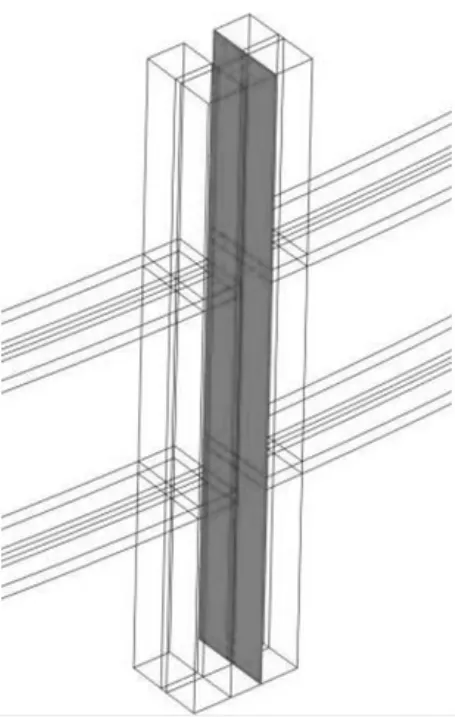
图6 最大应力值在纵焊缝处
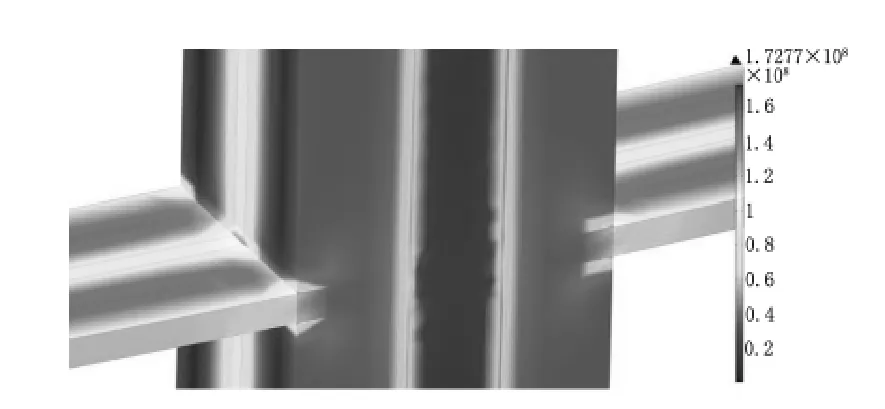
图7 无纵焊缝网筒局部(无纵向拼接焊缝,整体成型结构)
4 结语
通过有限元模拟两种V形丝网筒结构在工作温度下的应力分布发现,拼瓣式结构网筒在550℃时会有很强的应力在纵焊缝处产生,该应力会导致焊缝的蠕变断裂。加工质量不足或工作条件超标会加速这一过程(如在571℃时,工作10000 h就可以导致失稳)。

表3 两种丝网筒有限元法分析结果
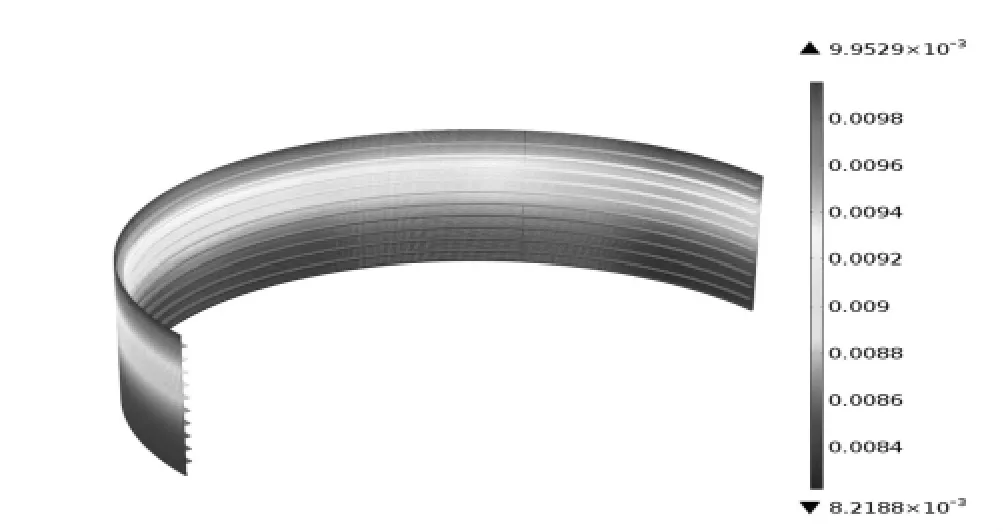
图8 677°C时的形变量(最大值9.95 mm)
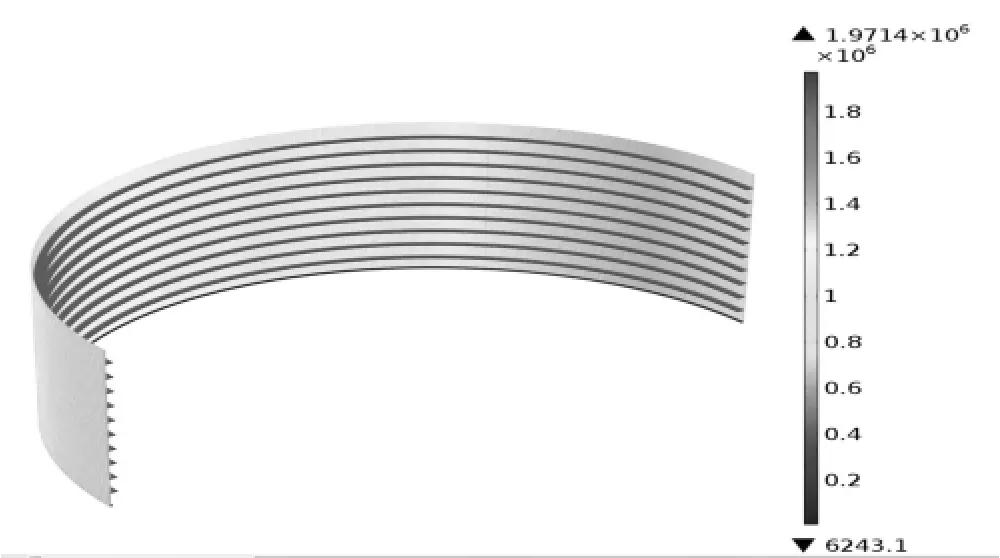
图9 Von-Mises应力(最大值1.97 MPa)
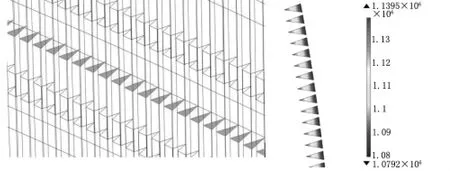
图10 网丝处最大应力(1.14 MPa)
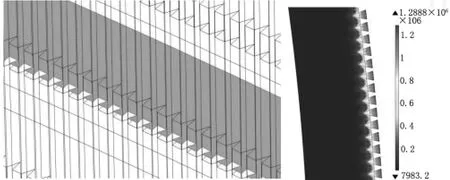
图11 焊道处最大应力(1.29 MPa)

图12 316H不锈钢的抗拉强度和屈服强度
无纵缝网筒是整体结构,不存在冷压成型时残余应力和应力集中的纵焊缝。即使在长期大量超温的情况下也会正常运行。因此,无纵缝结构的网筒使用寿命更长,可以减少装置停车频率、更换内件造成的损失,保证装置的收益和盈利。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
艺术家(2021年12期)2021-03-11
流行色(2019年8期)2019-11-04
环境保护与循环经济(2017年4期)2018-01-22
制造技术与机床(2017年5期)2018-01-19
网印工业(2017年8期)2017-10-13
电子制作(2017年7期)2017-06-05
山东工业技术(2016年15期)2016-12-01
中国卫生标准管理(2015年24期)2016-01-14
大型铸锻件(2015年4期)2016-01-12