托板螺母自锁失效原因探讨
2018-11-12 10:09欧阳康刘春江
失效分析与预防 2018年5期
姜 涛,黄 超,欧阳康,刘春江,张 兵
(1.中国航发北京航空材料研究院,北京 100095;2.中航工业失效分析中心,北京 100095;3.航空材料检测与评价北京市重点实验室,北京100095;4.材料检测与评价航空科技重点实验室,北京 100095;5.国营芜湖机械厂,安徽 芜湖 241007)
0 引言
螺母在使用过程中由于振动等原因会自行松脱,为防止这种情况发明了自锁螺母。自锁螺母的主要功能是防松、抗振[1]。托板自锁螺母具有重量轻、安装部位特殊、使用方便等特点,被广泛应用于飞机上钣金件和冲压件的连接。同时,托板自锁螺母是一种制造工艺复杂、技术难度较大的紧固件,使用材料涵盖钛合金、高温合金、高强钢与不锈钢。因此,生产中偶尔会出现冲压开裂问题,使用过程中则经常发生螺纹咬死、锁紧力矩不稳定以及松弛变形等现象[2-4],严重影响自锁螺母使用可靠性。
在使用量规检查飞机发动机舱和尾梁固定口盖等区域的自锁托板螺母时,发现大量托板螺母量规能够较轻松通过,且部分托板螺母自锁部分与量规之间存在间隙,托板螺母自锁部分已失效。托板螺母材料为0Cr17Ni5Mo3,σb=(1 180~1 420)MPa,表面镀铜。针对此问题,本研究对导致螺母自锁失效的原因进行系统分析,为自锁螺母质量改进提供一些借鉴。
1 试验过程与结果
1.1 外观形态观察
失效件表面颜色发暗,新件为铜红色,外观无异常机械损伤,螺纹也未见明显咬合损伤(图1)。对送检螺母螺纹收口形状进行观察,失效件收口呈椭圆形,但长轴方向各异(图2)。新件收口方向相同,长轴方向与耳片轴线垂直。
对送检螺母收口段圆周表面痕迹进行观察,收口痕迹较模糊,仅局部可见。根据其特点分析,螺母收口方式均为两点椭圆压扁收口。
1.2 金相组织检查
选择部分螺母进行横、纵剖面低倍组织流线检查。新螺母流线均沿耳片轴线方向,孔边可见环形组织,工艺基本一致。失效双耳螺母流线与耳片轴线近乎垂直,与新件明显不同,但两者收口段的流线均沿着收口长度方向分布,未见异常(图3、图4)。

图1 托板螺母典型宏观形貌Fig.1 Macro appearances of plate nuts

图2 托板螺母外观Fig.2 Macro appearances of plate nuts

图3 托板螺母收口横剖面组织流线Fig.3 Structure lines of the cross sections at the narrowing mouth
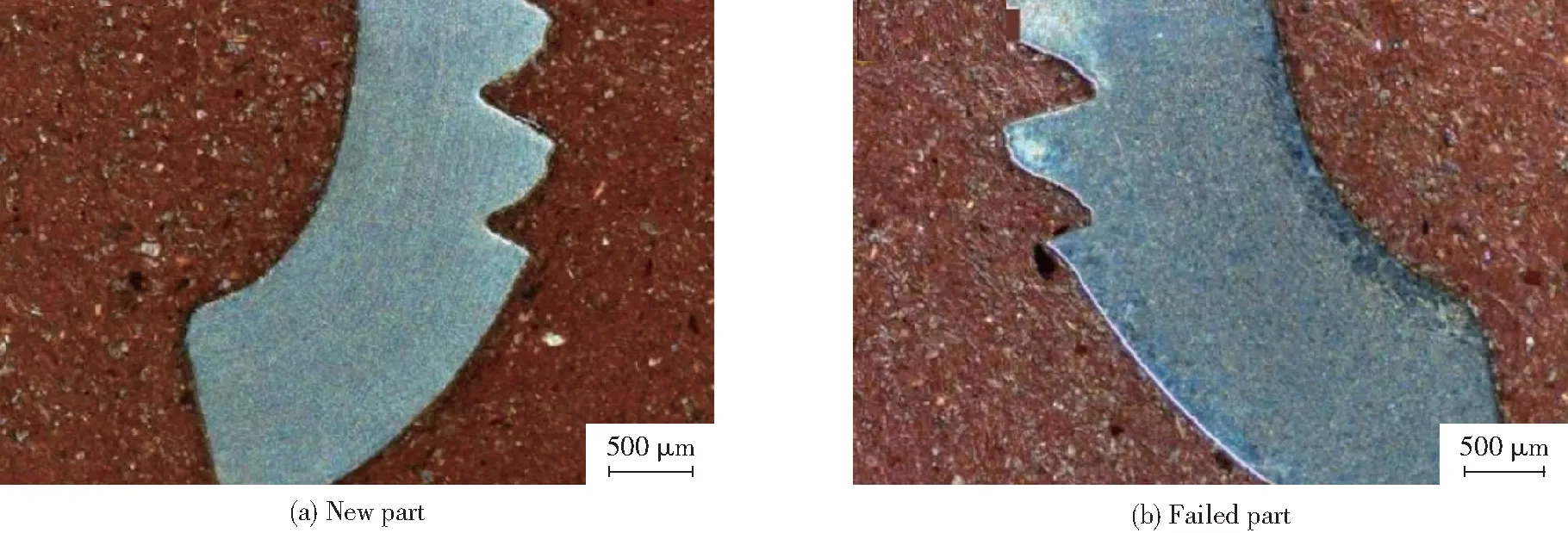
图4 托板螺母收口纵剖面组织流线Fig.4 Structure lines of the longitudinal sections at the narrowing mouth
采用不同浸蚀剂对螺母晶粒形态与金相组织进行对比观察。失效件的表层晶粒特别粗大,心部晶粒、组织细小,铁素体呈流线分布;新件晶粒整体均匀、细小,表层无差异(图5)。所有螺母表层、心部均为马氏体组织,失效件的表层粗晶区马氏体粗大,残余奥氏体较多,无明显铁素体;心部细晶粒区马氏体细小,铁素体呈链状,较明显。各螺母铁素体含量、粗晶区分布、残余奥氏体均有所差异(图6)。
1.3 硬度测试
在各螺母纵向剖面上测试维氏硬度,测试区域主要包括收口螺纹、表面粗晶区、心部细晶区。新件硬度与失效件相当,失效件的边缘粗晶区硬度(HV 409~431)高于心部细晶区,心部硬度约为HV 400,参照GB/T 1172—1999《黑色金属硬度及强度换算值》换算的抗拉强度约为1 390 MPa,符合σb=(1 180~1 420)MPa要求,而最高硬度区换算强度约为1 440 MPa,处于技术要求上限。
1.4 相结构分析
采用XRD方法对失效螺母表层粗晶层、心部细晶区的组织结构进行对比分析,结果见图7。两处组织中均存在马氏体、铁素体、残余奥氏体和碳化物,总体物相结构、类型相同,但不同区域各类物相比例不同,表层残余奥氏体含量略高于心部。
3 分析与讨论
通过对托板螺母损伤情况的观察,可以排除螺纹磨损及异常咬合损伤导致自锁失效的可能。托板螺母装配后,其收口段承受螺栓的径向挤压,材料长期处于稳定拉伸载荷的持续作用,并且螺母长期装机使用后才发现自锁失效,说明收口段的松弛变形具有明显的时间特性,由此判断托板螺母自锁失效属于收口段金属材料的松弛、变形问题。螺母应力松弛特性取决于材料组织状态、收口区材料变形情况、收口大小、收口方式以及环境温度等多重因素,影响因素极为复杂。下面从应力松弛的本质特点加以讨论。

图5 托板螺母晶粒尺度对比Fig.5 Comparison of grain size

图6 托板螺母组织对比Fig.6 Comparison of microstructure

图7 失效螺母表层与心部组织XRD结果对比图
应力松弛是指材料在总变形量不变的条件下,随着时间的延长应力逐渐降低的现象。在一定的温度及应力下,随着时间的延长应力逐渐降低,若要保持总变形量不变,则必然存在着弹性变形不断地向塑性变形的转变过程。所以应力松弛过程中必然伴随着位错的迁移和晶界的滑动。应力松弛过程与热激活及应力激活有关[5]。失效的托板螺母虽然出现在发动机舱和尾梁等部位,具有一定的使用温度,但仅有个别自锁失效,说明其仍属于低温区,此时应力松弛一般为位错滑移机制,可动位错的数目与位错运动的阻力是影响材料抗应力松弛稳定性能的两个主要因素。
自锁螺母在使用过程中防止自松脱的原理是通过对自锁螺母圆柱体端部收口,使螺母收口部位的螺纹孔变形,当螺栓每拧入到螺母收口部位时产生干涉配合起到防松作用[6]。由此可见,收口段的变形程度与稳定性直接决定其自锁性能。对失效托板螺母的检查发现,失效件收口呈椭圆形,但长轴相对方向各异,收口形态一致性差。收口形态的差异将直接影响螺栓拧入后螺母的局部应力分布,进而改变位错运动的驱动力,应力大的位错运动加剧应力松弛也就更为显著,收口段的回复变形就越大,产生自锁失效。
此外,金属材料的析出相、形态以及晶粒尺寸等微观组织直接影响位错的产生与运动,也就决定了材料的应力松弛特性。资料表明,0Cr17Ni5Mo3钢属于过渡型沉淀硬化不锈钢,其在固溶处理冷至室温时组织为奥氏体.经调整处理后马氏体转变点升高至100 ℃以上,此时淬火冷至室温已转变相当数量的马氏体,再经冷处理,剩余奥氏体进一步转变成马氏体组织,时效处理析出的强化相[7],可见其组织非常复杂。
此螺母组织有如下特点:1)新螺母流线均沿耳片轴线方向,失效双耳螺母流线与耳片轴线近乎垂直;2)失效件中表层存在粗大晶粒,而新件晶粒整体均匀细小,两者铁素体形态也不同;3)表层粗晶层、心部细晶区,表层残余奥氏体含量略高于心部。可见失效螺母组织形态具有很大程度的不均匀性,并且从低倍组织判断该类型托板螺母应为钢带或板料加工,该工艺具有2种缺点:1)在拉伸后需装夹圆柱部位进行车孔,易装夹变形导致收口困难,最终导致锁紧力矩不稳定[8];2)板材由于轧制变形不均匀,容易在冲压前的软化退火过程中形成表层粗大晶粒。而已有研究表明,应力松弛过程中位错的增殖与运动主要受晶界、马氏体条边界和第二相分布影响,晶粒、组织粗大对抵抗应力松弛不利。同时,失效螺母表层残余奥氏体含量高,残余奥氏体组织稳定性差,在服役过程中可能发生部分转变导致组织体积变化,引起收口段的变形。
综上所述,托板螺母松弛变形的影响因素复杂,难以确认具体原因。但总体上讲,失效螺母的组织均匀性较差,收口形态、方法差异明显,即托板螺母的质量一致性差,这是导致其个别出现松弛变形的直接原因。由此建议在自锁螺母的研制与生产过程中应关注以下几点:1)保证材料组织均匀性,重点关注晶粒度、相结构、变形织构等;2)提高螺母收口质量一致性,重点关注收口尺寸、形态、方位等;3)提高配套螺栓尺寸一致性,重点关注螺纹牙型、大径修正等[9];4)保证选用材料环境适应性与稳定性,重点关注服役应力、温度等条件下组织演变与性能变化。
4 结论
1)托板螺母自锁失效属于金属材料的松弛变形失效。
2)失效螺母组织均匀性较差、收口形态一致性差,是导致其个别出现松弛失效的直接原因。
3)在自锁螺母的研制生产中,应重点关注材料组织均匀性、收口一致性、螺栓尺寸合理性以及环境组织稳定性。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23
煤炭工程(2022年11期)2022-11-24
小学生学习指导(中年级)(2021年12期)2021-12-30
名作欣赏·学术版(2021年1期)2021-02-08
塑料包装(2020年5期)2020-11-21
发明与创新·中学生(2020年1期)2020-08-03
发明与创新(2020年2期)2020-01-06
大型铸锻件(2019年5期)2019-08-30
汽车实用技术(2018年20期)2018-10-26
护理实践与研究(2016年14期)2016-10-28