复杂曲面自适应打磨台设计
2018-11-15 13:14张玉春梅雪川林粤科林君健
现代制造技术与装备 2018年10期
叶 敏 张玉春 梅雪川 林粤科 林君健
(国机智能科技有限公司,广州 510535)
为解决复杂曲面打磨的问题,世界各国都对自动化打磨技术进行了研究,并先后建成了一系列自动加工系统。虽然国外已有曲面研磨加工的设备出现,但在加工精度和适用范围上还不是特别令人满意,尤其是针对手表表壳、磨具等表面复杂、精度要求高的自由曲面类零件,其打磨抛光基本都是由人工手持作业工具并依赖于工人的经验完成[1-2],其加工曲面的形位精度、表面微观物理属性难以保证,且制造成本较高,制约了打磨加工技术的发展。
使用自动化设备进行高质量的打磨作业,是提高该行业生产效率的重要手段。对于机器人带动工件运动的作业方式而言,六关节机器人在定位精度、运动耦合等方面具有很大优势,可通过多自由度机器人本体的关节动作来改变执行末端的姿态,实现自由曲面打磨,在打磨领域应用越来越广泛[3-4]。通常是在获取工件的特征信息后,通过示教或参照打磨理论轨迹进行作业[5-8]。但是,由于机器人运行重复定位精度和刚度不足,打磨时的微小位置误差会对工件产生力冲击,并不能很好地适应复杂曲面变化,对打磨质量有较大影响。
因此,本文针对复杂变化曲面,研发能根据工件表面的曲率变化自动调整打磨面位置和打磨力大小的自适应打磨台,更好地配合机器人作业,提高复杂曲面工件的打磨质量。
1 打磨台的工作原理及组成
对于复杂曲面的打磨加工,不仅需要对机器人的位置进行精确控制,还需要对加工区域的作用力进行控制。本文在单纯被动柔顺打磨的基础上,通过主动控制打磨过程中的作用力,形成一种主被动柔顺打磨控制策略。
打磨台工作原理:磨台安装在可竖直平移的滑台上,通过配重平衡滑台重量,减小滑台调整时的惯量,提高打磨力反馈调整的精度;滑台与丝杠相连,可通过伺服电机调整滑台位置。打磨系统工作时,通过与机器人配合,形成主被动结构形式,根据机器人末端的位置和作用力之间的关系,调整反馈位置(滑台位置)达到控制力和打磨精度的目的。其工作原理示意图如图1所示。
打磨台样机如图2所示,主要包括磨盘、配重装置、轴向滑台、轴向升降调节模组、伺服电机、电机安装座、称重传感器等。
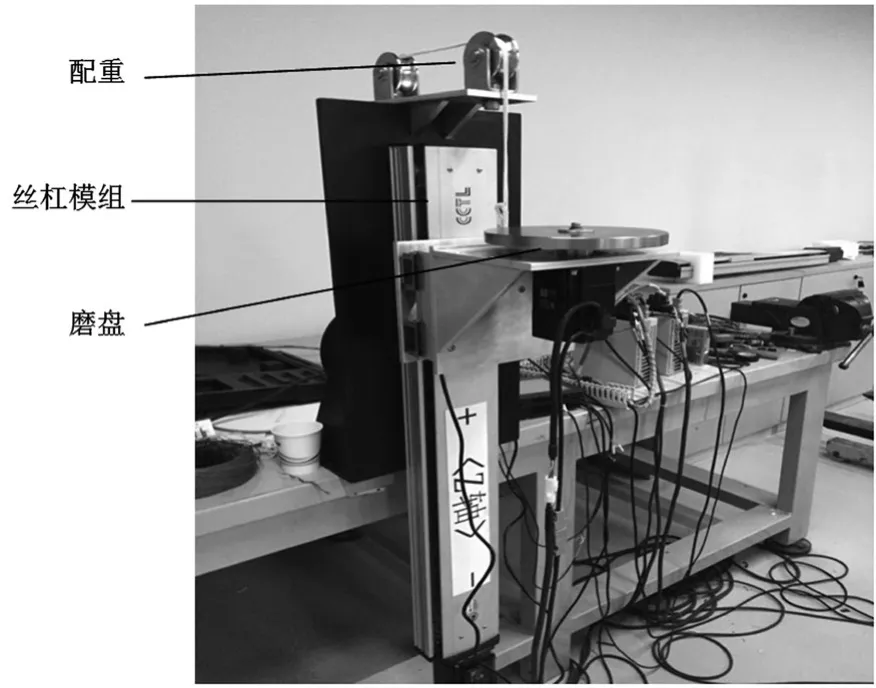
图2 打磨台样机
磨盘安装在伺服电机转轴上,通过电机控制磨盘转速;伺服电机安装在电机安装座上;电机安装座与模组安装板间通过直线导轨连接,其间安装有称重传感器,组成轴向滑台,可在竖直方向上微量移动;称重传感器可测量作用在磨盘上的打磨力,作为力反馈控制的输入信号;电机安装座通过软质绳索与配重装置连接,可平衡打磨台重量,通过减小整体惯量,提高力反馈调节精度;模组安装板可竖直移动,可根据测得的打磨力调整磨盘高度,从而调整工件与磨盘间的压力。
打磨时,电机带动磨盘转动,可通过调整电机转速改变磨盘转速;轴向滑台处在中间位置。工件固定在机器人末端的夹具上,通过机器人带动执行打磨动作。工件与磨盘接触时,打磨轴向力传递到称重传感器,并将测得的打磨力值与预设值比较。当测量值大于预设值时,轴向升降滑台向下移动,推动其上机构整体移动,带动磨盘下降,减小打磨力;当测量值小于预设值时,轴向升降滑台向上移动,推动其上机构整体移动,带动磨盘上升,增大打磨力。该方案提供一种磨盘可轴向浮动贴合工件表面并具备打磨力调节功能的打磨台,可实现恒力打磨或用于精磨的场合。
2 控制系统设计
2.1 控制系统总体方案
该系统由力传感器、西门子PLC、模组组成;力传感器将实时打磨力经变送器后采集至PLC,PLC对采集值与触摸屏设定值进行比较,通过控制算法调节升降滑台位置,从而实现打磨力调节,当实际打磨力与设定值相等时,流程结束;具体流程如图3所示。
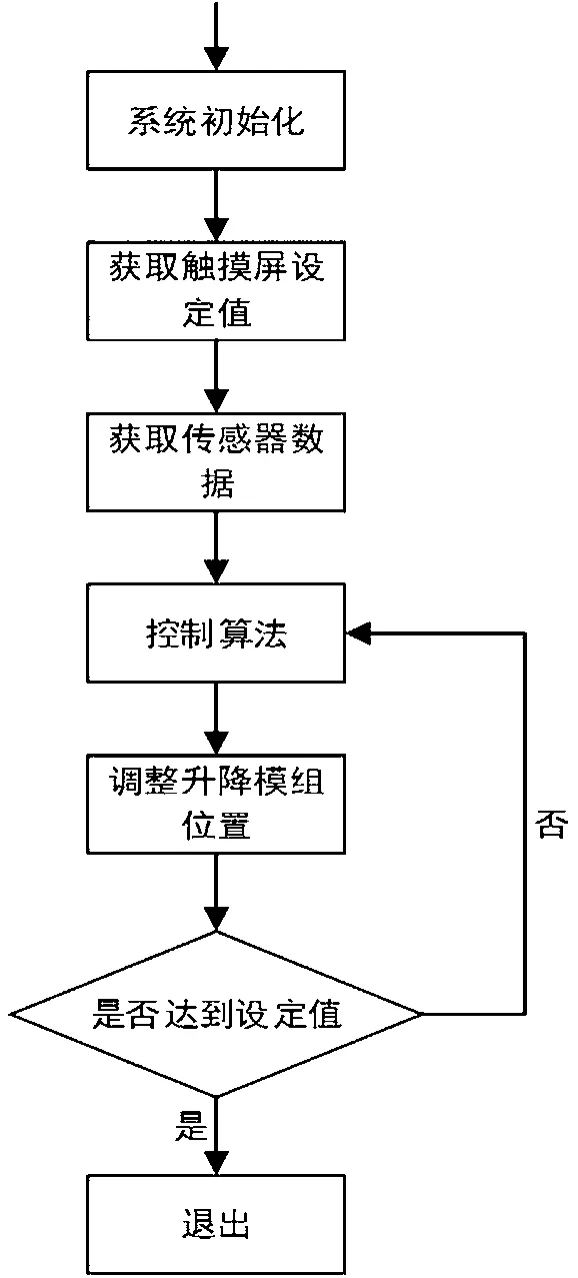
图3 控制系统总体流程图
2.2 控制系统硬件设计
该系统以西门子S7-200系列CPU 224XP CN PLC为控制系统的核心,其自带两路模拟量输入、并支持两路最高可达100kHz的高速脉冲输出,且其最多可支持8路PID控制回路。力传感器采用LZ-LS9柱式拉压传感器,并配以LZ-JX1单路精密型变送器,力传感器量程为10kg,经变送器可输出0~10V一路模拟量信号,将该模拟量接入PLC模拟量输入模块中,可接A或B接点,配置好接点后,经过AD转换,模拟量转换成0~32000的数字量值,若接A点,则数字量传至AIW0寄存器中,若接B点,则数字量传至AIW2寄存器中,电路图如图4所示。
2.3 控制系统软件设计
控制系统软件包括HMI与控制程序两部分,HMI用于设置实验参数。本系统采用三菱GT1000触摸屏作为HMI,其中参数设置界面如图5所示。

图4 力传感器电路图
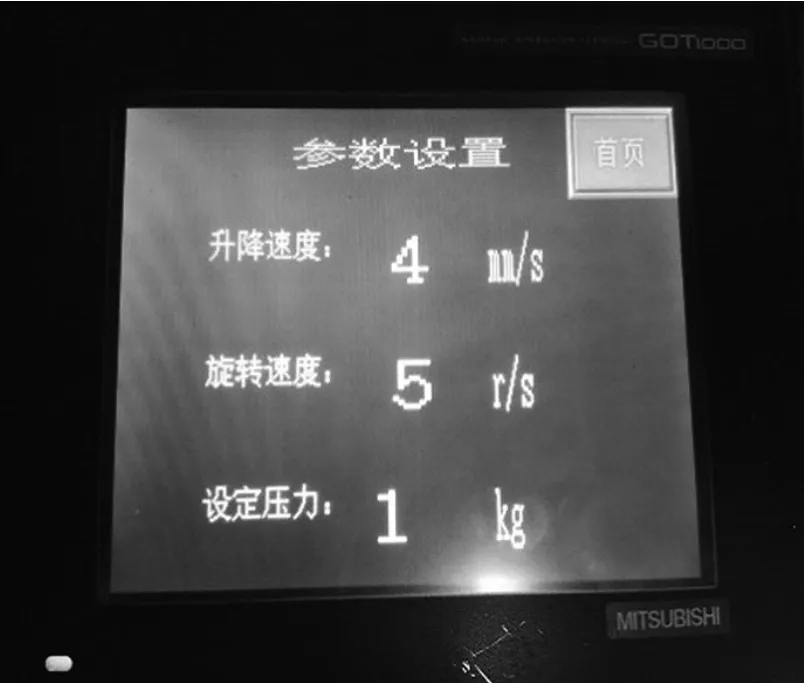
图5 参数设置界面
参数设置完毕后,需进行单位转换,通过调用MAP SERV库中的Scale_EU_Pulse函数,将设定的速度值转化为脉冲频率值,具体程序如图6所示。
系统单输入单输出的力反馈控制过程如图7所示。传感器和变送器实时检测打磨力的输出情况,并反馈到控制系统中,控制系统实时计算系统给定值与打磨力的偏差大小,同时通过控制模组的升降运动,调节磨盘位置以达到减小力偏差的目的。
同时,设计了一种利用定时器分阶段调速的控制算法,实现不同压力差S使用不同的调整速度,提高反应时间。当压力差S较大时,升降模组速度也越快,压力差S较小时,升降模组速度也较小。使用西门子PLC自带的1ms、10ms、100ms三种类型的定时器,如表1所示,为实现分阶段调速,本文提出了针对不同压力差阶段定时判断的方法,即在不同压力差阶段定时判断的频率不同。将压力差S分为四个阶段,具体情况如式(1)所示。
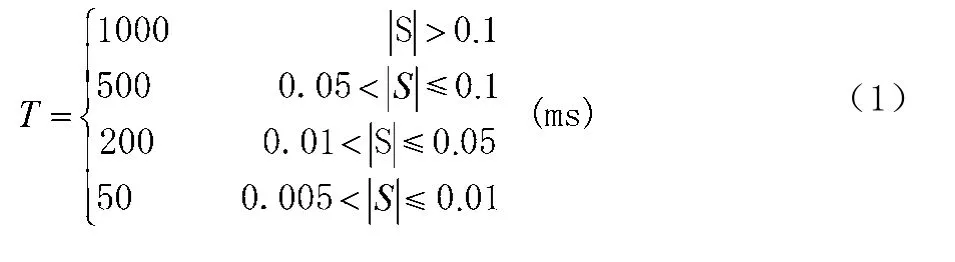
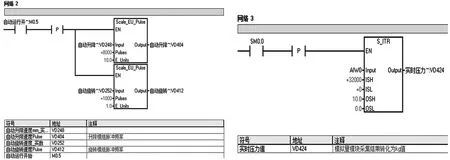
图6 单位转换程序

图7 控制框图

表1 西门子PLC定时器

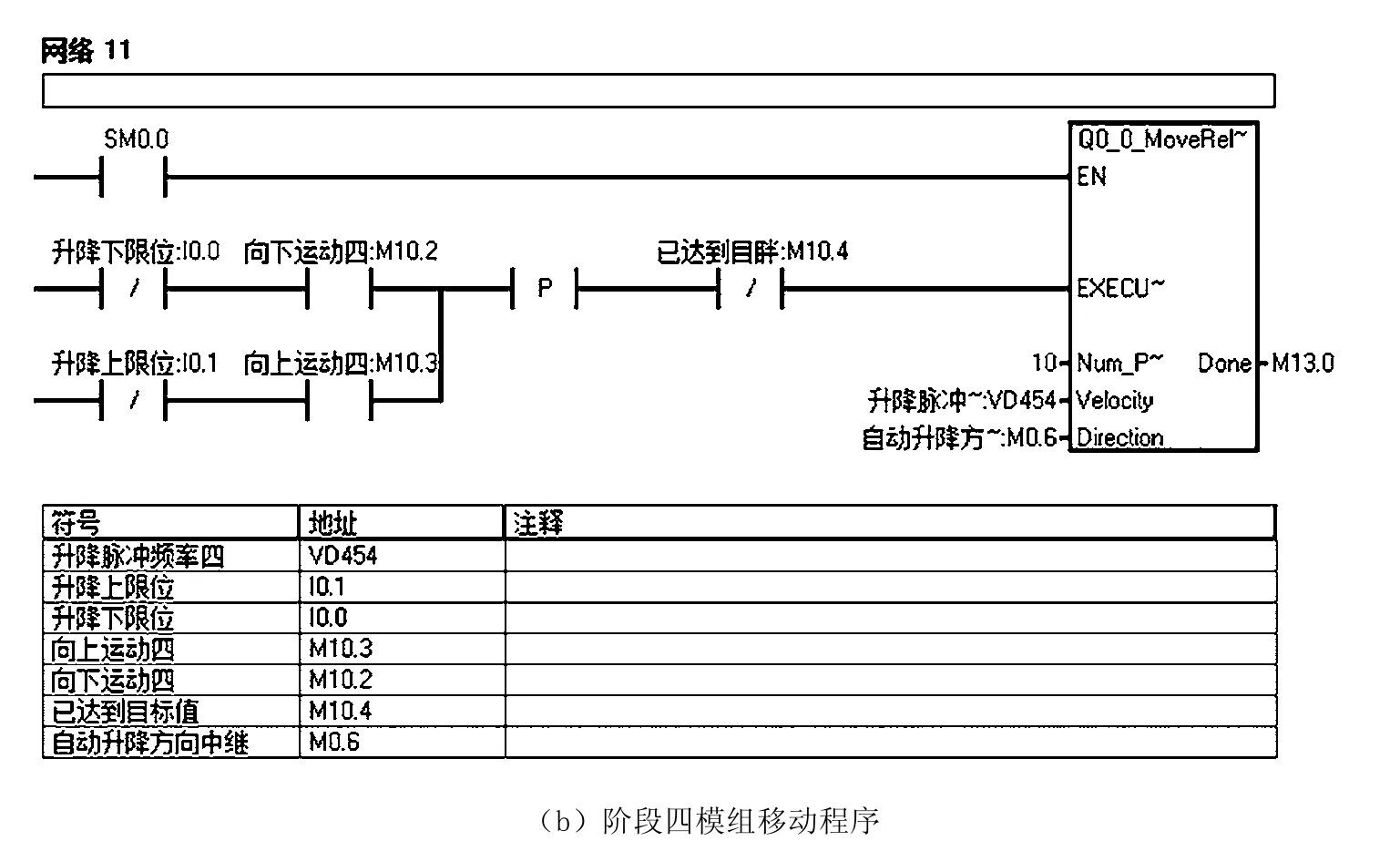
图9 阶段四程序
由于传感器精度问题以及数字转换及比较过程存在一定误差。当压力差绝对值小于0.005kg情况时,认为压力已调整到目标值。
在式(1)中,当压力差绝对值大于0.1kg时,模组滑台移动速度设置为20mm/s,每个定时周期(1s)发送10000个脉冲;在阶段二,模组滑台移动速度设置为10mm/s,每个定时周期(500ms)发送3000个脉冲;在阶段三,模组滑台移动速度设置为5mm/s,每个定时周期(200ms)发送1000个脉冲;在压力差很小情况下,也就是在第四阶段,需要模组滑台慢速移动,具体程序如图9所示。
由图9可知,在阶段四中,每个定时周期PLC发送10个脉冲;模组伺服驱动器电子齿轮比设置为10000,即PLC每发送10000个脉冲,升降电机转动一圈,升降模组移动一个导程L(10mm)。通过以下计算可得到模组在压力差很小时可实现移动精度:
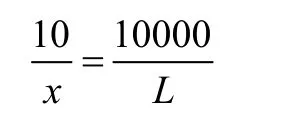
通过上式可知,x为10μm。通过本文的分阶段调速算法,既可以在压力差很低情况下实现精确移动,又可以在压力差较大情况下实现快速调整。
3 结论
该打磨台在试验平台上进行连续运行生产,运行状态良好,可配合六关节机器人实现高精度打磨作业。试验表明,打磨台中磨盘平移的可调整范围为±3mm,平移精度达到10μm,磨盘转速为200~3000r/min,加工可接触力为0.1~8kg。该设备成功研发可提高打磨设备的柔性,可对平面、曲面及各种不规则自由面进行加工,满足不同种类工件的打磨要求。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
石油化工(2022年7期)2022-08-03
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
电子技术与软件工程(2019年17期)2019-10-09
当代陕西(2019年13期)2019-08-20
电子制作(2019年12期)2019-07-16
中国交通信息化(2018年5期)2018-08-21
电子制作(2018年8期)2018-06-26
机械管理开发(2018年2期)2018-03-16
物联网技术(2017年11期)2017-11-27