加工中心自动换刀系统组合式换刀控制方式的研究
2018-11-20 08:17施苏俊
装备制造技术 2018年9期
施苏俊,严 帅
(南通航运职业技术学院,江苏 南通226010)
立式加工中心配置的自动换刀系统能够通过加工程序选择机床主轴当前使用的刀具,进而在工件一次安装的过程中通过改变主轴当前刀具,自动完成包括铣削、镗削、钻、扩、铰、攻丝在内的多工序加工内容,实现工序集中。基于此,自动换刀装置成为数控加工中心区别于普通数控铣床的关键标志,是提高机械加工生产率的关键部件。在工序较长、所需刀具较多的复合加工中,加工中心换刀时间是工序时间的重要组成部分,因此,研究加工中心换刀系统的换刀方式,保证加工中心换刀的准确性和快速性,对于提高加工中心的加工效率和生产的稳定性具有重要的现实意义。
1 当前自动换刀系统的常用形式介绍
数控机床的自动换刀装置简称ATC(Automatic Tool Changer),是指能够在待加工刀具储存区域与机床主轴加工位置之间自动完成刀具更换的装置。ATC装置主要由刀库(存储刀具)和机械手(执行换刀动作)两大功能部件组成。刀库的功能是存储刀具,通过编号记忆每把刀具在刀库中所处的位置,在接收到数控加工程序的换刀指令后根据指令把程序选择的刀具移动到换刀位置等待换刀。机械手完成刀库中等待交换刀具与主轴当前刀具的交换动作。刀库容量一般较大,通常安装在距离主轴较远的位置,因此在换刀过程中,需要通过换刀机构来完成主轴与刀库之间的换刀动作。
当前,加工中心换刀机构常见的换刀方式有以下几种:
固定刀位式:是指机床使用的刀具在刀库中有自己的固定位置(刀座),也就是说从刀库中取出的刀具,使用后从主轴上卸下必须还回到原来的刀座。
随机刀位式:是指还回刀库的刀具位置不固定,刀具在刀库中的存放位置是随机的。
混合还刀式:刀库中的刀座分为不同区域,某些区域内的刀具采用随机刀位式换刀而特指区域内采用固定刀位式换刀。这种方式在使用大直径刀具时采用。
对不同类型ATC装置的性能进行比较,得出以下结论:从换刀速度看,同步随机刀位式换刀较快;从刀具管理角度看,固定刀位式占优。
2 固定刀位式换刀方法的分析
采用固定刀位换刀的刀库,每次换刀的刀座编码与刀具号一一对应,机床操作人员对刀库中的刀具分布状况一目了然,装刀时可以根据加工程序中换刀指令代码所指定的刀号将刀具直接装入相应编号的刀座中,也可以根据刀具在刀库中的当前位置直接编写换刀指令。刀库中不需要设立专门的大直径刀具区,只要在大直径刀具两旁的刀座内不装入刀具就可以正常安全使用。固定刀位式换刀,在将主轴上卸下的原来刀具送还刀库时,要寻找原来的刀座,刀库必须再次旋转定位,这就影响了还刀速度,因而这种换刀方式换刀速度较慢。其换刀过程如图1.
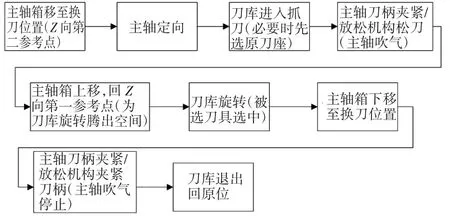
图1 斗笠式刀库换刀流程图
固定刀位式换刀机构具有以下特点:
(1)制造成本低。主要部件是刀库体及分度盘,刀库分度使用的是非常经典的“马氏槽轮机构”,前后运动通过气缸的伸出与缩回完成,上下运动借助加工中心Z轴动作完成。装配调整比较方便,维护简单。
(2)换刀时间比较长。
3 随机换刀控制方法的分析
若选用圆盘式刀库,其机械手为双爪机械手结构,采用同步式换刀,机械手在一次换刀启动过程中同时完成旧刀具还刀入库和新刀具从刀库装入主轴的过程。在机床正常加工过程中,刀库装刀盘可以同时完成选刀动作而不占用加工时间,其机械手换刀过程如图2所示。
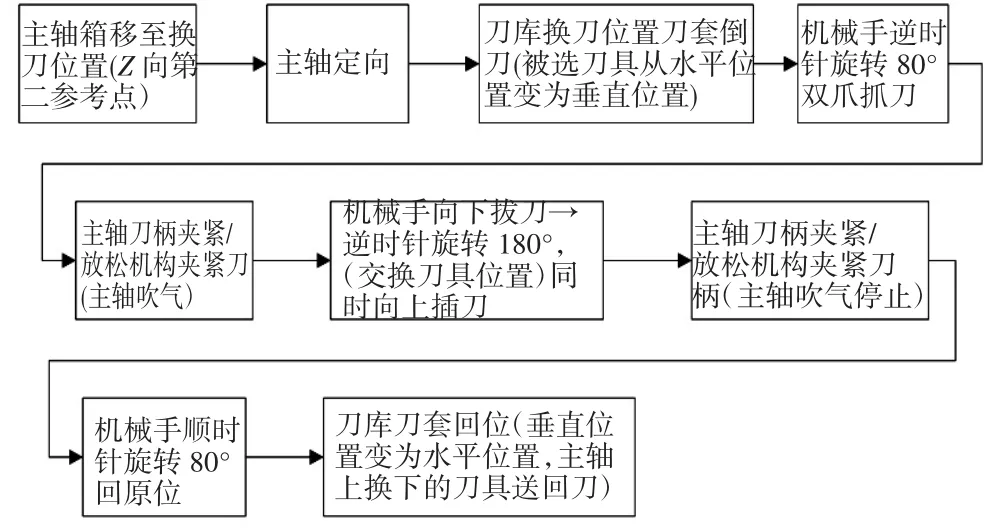
图2 机械手刀库换刀流程图
机械手圆盘刀库换刀采用随机地址换刀。刀套编号与刀具号不必一一对应,而是将刀套与刀具的对应关系记录在刀具表中。其最大的优点是换刀迅速、可靠,一次换刀时间通常在8 s以内。
随机换刀的换刀过程,可以分为选刀和换刀两个步骤。选刀过程中,通过调用Txx指令,完成刀库中的刀具搜索,找出指令刀具位置并将刀具移动到换刀位置等待换刀。换刀过程中,机床在接收到M06换刀指令后即开始执行自动换刀机构的换刀动作,将目标刀具安装到主轴上,同时将主轴上的原刀具送入刀库,完成刀具的交换。这种换刀过程属于随机换刀,控制系统只对刀具进行编码而不对刀座进行编码识别,刀具在刀库中放置的实际位置是按照最短移动路径来确定的,是随机的。选刀控制的PMC程序流程如图3所示。
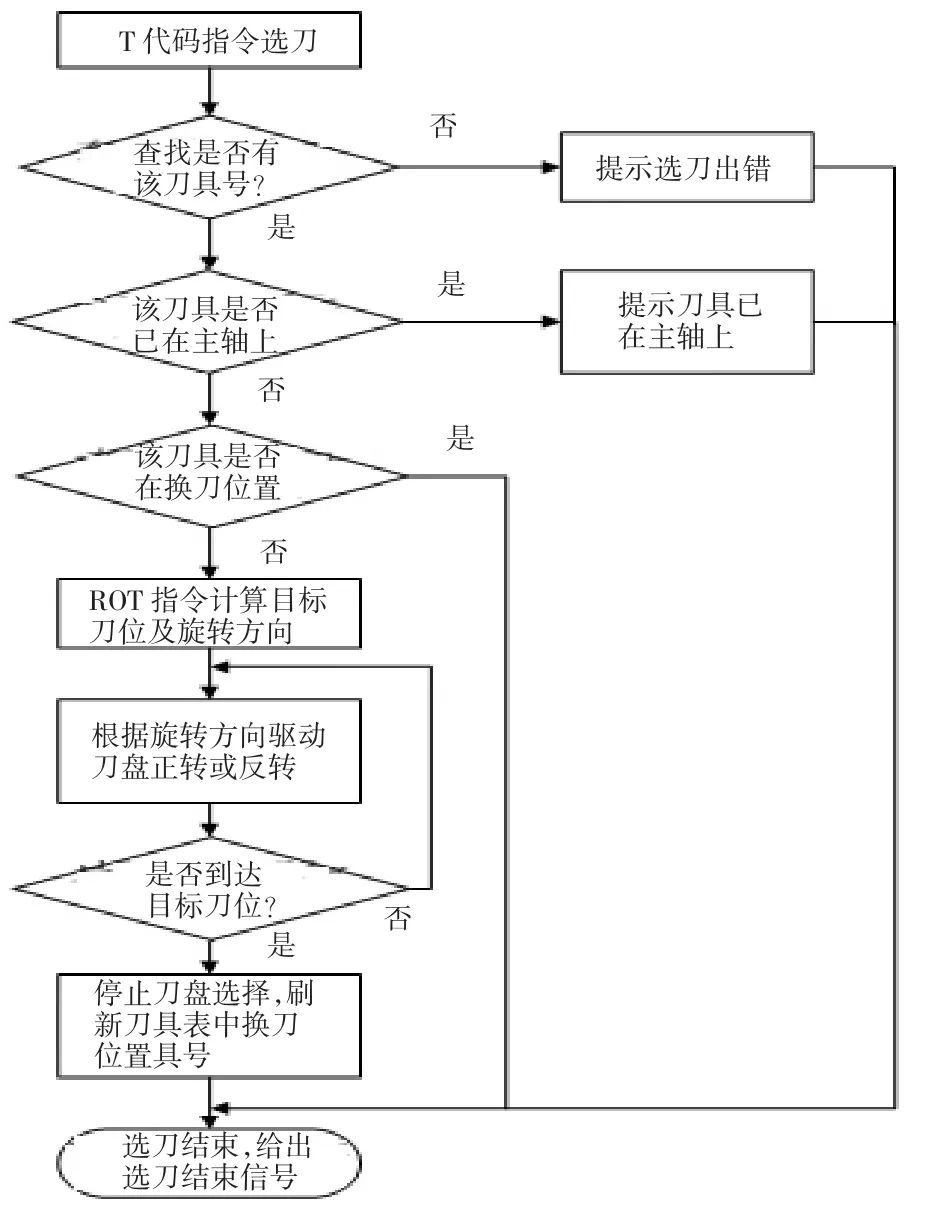
图3 一般随机选刀流程图
由于受刀盘空间的限制,盘式刀库在随机换刀过程中,为防止相邻刀具发生干涉,对刀具直径要求有所限制,刀具直径应不超过100 mm.对于直径超过100 mm的刀具(如盘刀、大刀体镗刀等),其安装在刀盘上将占据与之相邻的两个刀位,此时,这把刀具若采用随机换刀,将与其他刀具位置发生干涉,有可能产生碰撞。在通常情况下,就不允许其参与随机自动换刀,而采用手动将该刀具安装在主轴上的方法,这将极大地降低加工中心的自动化程度和生产效率。
4 组合式换刀的控制流程
综合上述两种换刀方式的优缺点,设计出随机换刀与固定刀位换刀相结合的换刀方式,以解决该问题。其设计思路是:将刀库中刀具存储区域划分为两部分。一部分用于存放正常值刀具,占据大多数刀具存储空间,换刀方式仍然采用随机换刀;另一部分少数刀具存储空间用于存放大直径刀具,换刀方式采用固定刀位换刀,刀具编码与刀位编码一一对应。换刀过程中该区域刀具不允许放入其它刀位,同时,该区域刀位也不允许被其他刀具占用。其控制流程如图4所示。
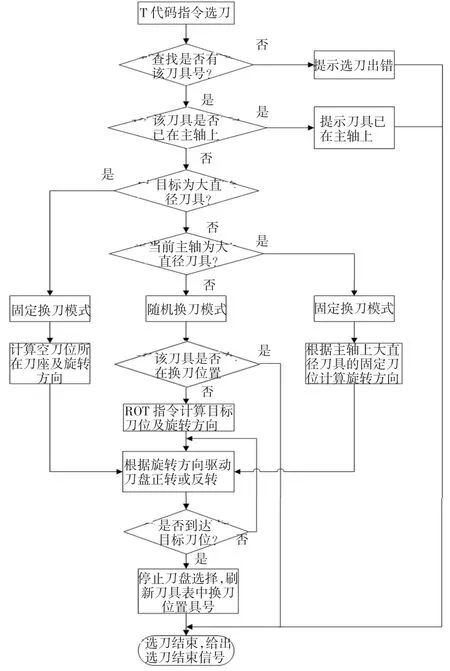
图4 随机选刀与固定位置选刀结合控制流程图
当加工程序中通过Txx指令选刀动作后,数控系统通过宏程序判断换刀方式。数控宏程序通过读取系统变量,判断程序中要求换刀的刀具应采用何种换刀方式,标记状态位作为换刀宏程序的条件转移跳步标志,通过用户宏程序和PMC之间的接口信号传递,实现随机换刀与固定换刀的方式选择。
5 实现组合式换刀方式的控制程序
选刀指令使用Txx调用选刀宏程序,其内容如下:
09000
N10 #506=#10;
N20 WHILE[#504 NE 0]DO1;
N30 M39;
N40 IF[#10 GE xx]THEN#8=1;
N50 IF[#502 GE xx]THEN#9=1;
N60#11=#8+#9;
N70 M39;
N80 WHILE[#11 NE 0]DO2;
N90 WHILE[#502 NE 0]DO3;
N100 T0;
N110 WHILE[#11 EQ 0]DO4;
N120 END1;
N130 END2;
N140 END3;
N150 T[#10];
N160 END4;
N170 M99;
其中:#506:T指令刀号寄存变量。
#504:换刀方式控制变量。0:标准刀具,随机换刀方式。1:含大直径刀具(暂定一把),固定位置换刀方式。
#502:主轴刀号寄存变量。
#11:使用大直径刀具判据变量。
xx:大直径区限制刀位号,如:16把刀库为14,20把刀库为18,24把刀库为22。
换刀过程采用M06调用换刀宏程序,其内容如下:
O9020
N10 WHILE[#506 NE#502]DO1;
N20 WHILE[#11 NE 0]DO2;
N30 WHILE[#502 NE 0]DO3;
N40 WHILE[#506 NE 0]DO4;
N50 G65 P9021;
N60 T[#506];
N70END2;
N80END3;
N90END4;
N100 G65 P9021;
N110 #11=0;
N120 #8=0;
N130#9=0;
N140#506=0;
N150 END1;
N160 M99;
G65P9021,调用O9021号换刀宏程序,其内容为:
O9021
N10 G91;
N20 G30 Z0; Z向回换刀点(第二参考点)
N30 M06; 主轴定向
N40 M31; 刀套倒刀
N50 M26; 换刀机构电机启动
N60 M11; 主轴松刀
N70 M26 ; 换刀电机第二次启动
N80 M10; 主轴刀柄夹紧
N90 M26 ; 换刀电机第三次启动
N100 M28; 刀套回位
N110 M99;
6 组合式换刀程序的实际应用效果测试
为验证组合式换刀程序的实际应用效果,在VMC1000立式加工中心上进行实际换刀测试。在换刀过程中,采用宏程序判断处理大直径刀具,实现盘式刀库根据刀具直径选择换刀方式的控制,即保证了少数大直径刀具在换刀过程中的安全性,同时又兼顾了一般刀具采用随机换刀方式的快速性。与原有换刀方式进行对比,VMC1000立式加工中心在应用组合式换刀程序后,对于小直径刀具,随机更换换刀位置,保证换刀效率;而对于直径超出安全值的大直径刀具,则通过固定换刀位置,有效避免了换刀过程中的干涉,如图5所示。

图5 VMC1000立式加工中心组合式换刀程序连续换刀实验
选择10把刀具(包含1把直径超出安全范围的大尺寸刀具),进行连续换刀实验,对组合式换刀与固定式换刀进行换刀效率比较,在相同进给速度且刀具更换顺序不变的条件下,进行连续10次换刀实验,实验数据如表1所列。
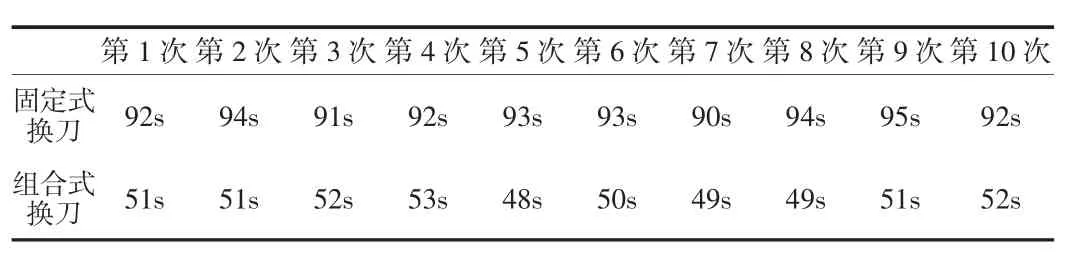
表1 固定式换刀与组合式换刀实验换刀时间比较
通过连续换刀实验,组合式换刀与原换刀方式比较,采用组合式换刀的立式加工中心相对于固定式换刀,单次换刀效率可提高将近40%.通过宏程序与PMC程序结合使用,使得机床的换刀过程控制更为高效、简捷、安全。该方法在VMC1000立式加工中心上通过验证,具有普遍的应用价值。
猜你喜欢
智能制造(2021年4期)2021-11-04
装备制造技术(2020年4期)2020-12-25
湖北农机化(2020年19期)2020-12-14
电子制作(2019年13期)2020-01-14
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22