
高效-高韧-低氢埋弧焊剂TMF105的开发
2018-11-29 08:23齐书梅孟宪群
金属加工(热加工) 2018年11期
■ 张 智,齐书梅,李 磊,孟宪群
1.概述
埋弧焊作为高效自动化焊接技术,在装备制造业中应用广泛,产量已过40万t,占焊材总量10%~12%。近年来埋弧焊材的发展方向是适应母材的高强、高韧、大板厚以及高效自动化焊接。伊萨公司在2013年和2017年连续两届德国焊接展上,都将高碱度的烧结焊剂 OK 10.62作为焊材类的核心产品,技术改进方向从注重焊缝金属的高韧性、低氢到提高根部焊道的脱渣性。美国林肯公司用于螺旋焊管的SPX80TM焊剂吸潮率极低,可将焊缝金属扩散氢含量控制在3mL/100g以内。日本神钢公司着力发展粘接焊剂,在焊剂中采用碳酸盐降氢技术,使扩散氢[H]≤2mL/100g,在C-Si-Mn系焊缝金属中运用Ti-B微合金韧化技术,提高材料的低温韧性,使KV(-60℃)≥160J。关于国产焊剂方面的技术进步鲜有报道,在高端行业领域国产焊剂的相关应用也相对较少,主要依赖进口。因此,高效高强低氢埋弧焊剂的成功开发将打破国外垄断,实现高端焊材国产化。
2.高效高韧低氢埋弧焊剂的开发
埋弧焊施工中的主要缺陷是多层焊焊缝中的冷裂纹以及焊缝热裂纹。其他焊接缺陷还包括:焊缝成形不良、气孔、大热输入焊接接头韧性不稳定等。因此,在正确选择合金系的基础上,要严格控制原辅料的杂质含量使焊缝金属洁净化,同时通过对焊剂碱度的最优调整,实现最佳的强韧性配合。

表1 焊剂化学成分(质量分数) (%)
开发的氟碱性高碱度烧结焊剂TMF105的主要成分如表1所示,焊剂碱度为2.7,产品特点:① 焊道成形美观,抗气孔性强,脱渣性良好。②可用于DC+和AC焊接。③可用于单丝和多丝焊接。④可配合不同级别的焊丝,焊接多种高强度结构钢。
使用焊剂TMF105配合EH14、EM12K埋弧焊丝进行焊接(见附图),焊接工艺性能良好。测得的熔敷金属化学成分和力学性能如表2和表3所示,熔敷金属化学成分满足要求,力学性能优异,尤其是低温(-60℃)冲击值高。
使用焊剂TMF105配合无缝埋弧药芯焊丝TMF690SF(符合标准:AWS A5.23 F11A8-EC-G)进行焊接。测得的熔敷金属化学成分和力学性能如表4和表5所示,扩散氢含量为3.80mL/100g,满足海工自升式平台齿条钢焊接对焊材高强、高韧、低氢的要求。

3.高效高韧低氢埋弧焊剂的应用
开发的TMF105焊剂的典型应用是风电塔筒的焊接,塔筒作为海上风电的重要装备,要承受盐雾腐蚀、海浪和海冰冲撞、台风破坏的恶劣环境影响。塔筒结构的安全性至关重要,目前,塔筒材料多采用S355NL,板厚达80mm,要求焊接接头具有高韧性KV(-50℃)≥47J,这对于埋弧焊材的选择提出了严峻的挑战,要求满足高韧性和高抗裂性。国外公司已推出适用于海上风电塔筒的埋弧焊材,国产埋弧焊材尚难以满足结构要求。
选用TM12K(EM12K)埋弧焊丝配TMF105焊剂进行单丝和双丝埋弧焊接,试验母材为S355NL,板厚25mm,试板开V形坡口。焊接参数和试验结果如表6和表7所示。由试验结果可以看出,本产品的技术条件完全满足海上风电塔筒的焊接要求,同时采用双丝埋弧焊可大大提高焊接效率,产品推向市场将助力我国海上风电产业的发展。

表2 熔敷金属化学成分(质量分数) (%)
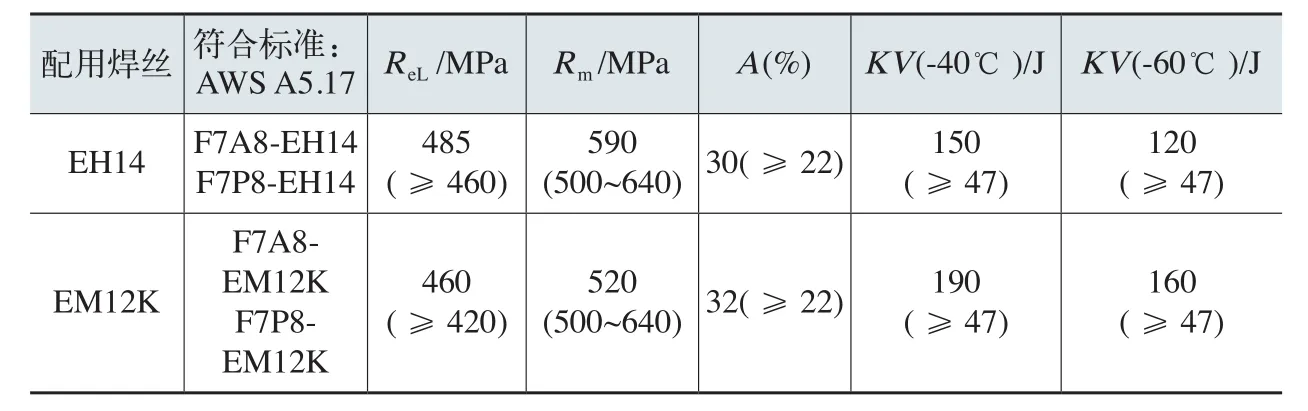
表3 熔敷金属力学性能

表4 熔敷金属化学成分(质量分数) (%)

表5 熔敷金属力学性能
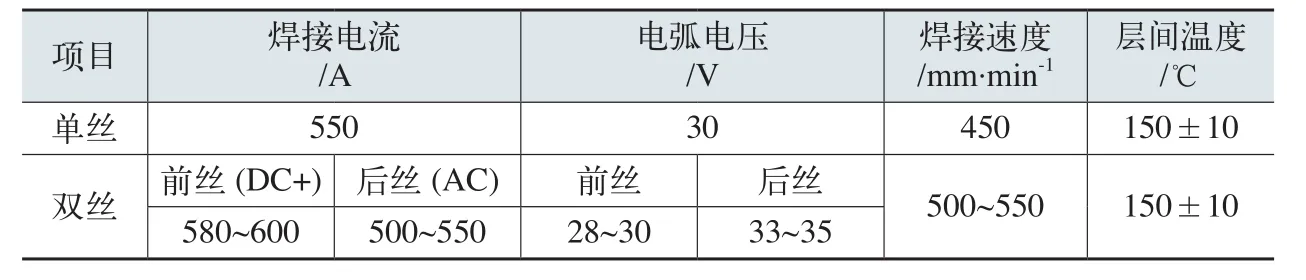
表6 焊接参数
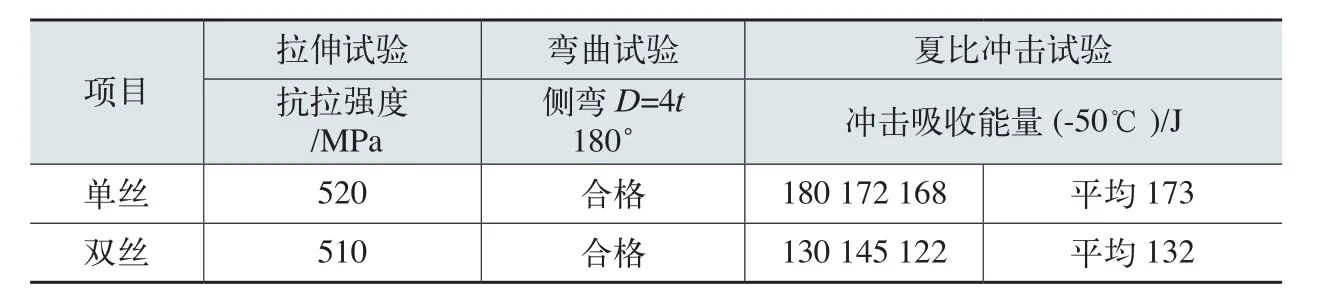
表7 对接接头力学性能
4.结语
开发了一种氟碱性高碱度烧结焊剂TMF105,焊接工艺性能好,焊道成形美观,抗气孔性强,脱渣性良好,可用于单丝和多丝焊接,配合不同级别的焊丝,可焊接多种高强度结构钢。高效高强低氢埋弧焊剂TMF105的成功开发有助于我国摆脱高端焊材产品长期依赖外国的不利局面,实现高端焊材国产化。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
焊管(2020年12期)2020-02-24
建材发展导向(2019年11期)2019-08-24
中小企业管理与科技(2018年16期)2018-11-07
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
