
宽厚板轧机高压水除鳞机理及应用
2018-12-11 03:13王沛峰
设备管理与维修 2018年19期
王沛峰
(重庆长寿钢铁中厚板厂设备室,重庆 401258)
1 宽厚板轧机钢板表面氧化铁的形成及清除
宽厚板热轧钢板表面氧化铁分为一次鳞(炉生氧化铁)和二次鳞(再生氧化铁)两种。氧化铁的主要结构和化学成分如图1所示。热轧钢板除磷:除磷箱除磷主要除一次鳞,粗轧除磷主要除一次鳞的残余和二次鳞,精轧除磷主要除二次鳞。
2 除磷机理
当高压水通过喷嘴打击钢坯表面时,在零点几秒内同时对氧化铁皮产生4种效应。
(1)冷却效应。热金属母体与氧化铁皮冷却后其各自的收缩程度不同,从而两者界面之间产生切向应力,此力使氧化铁皮与母体脱落。
(2)破碎效应。由于高压水的打击力,使氧化铁破碎,对高压喷嘴射流的打击力作图2所示分析,其中,F为总打击力,MPa;Px为F的水平分力,MPa;Py为F的垂直分力,MPa,即破碎效应的破碎力;茁为喷嘴轴线与垂直线的交角,一般为10°~15°。
(3)爆破效应。带有一定压力的小水滴进入氧化铁皮的裂缝中,处于高温下的小水滴迅速气化体积突然膨胀——爆炸,从而使氧化铁皮既脱落又破碎。
(4)冲刷效应。图2中的Px分力即为冲刷已破碎氧化铁皮的主要力量,当然Py也有一定的冲刷作用。
宽厚板轧机除鳞喷嘴打击力是否满足除鳞要求的条件:淤一次鳞,普碳钢、低合金钢(0.6~0.8)MPa,高合金钢 (0.8~1.2)MPa;于二次鳞,(0.5~0.7)MPa。

图1 氧化铁的主要结构和化学成分
3 热轧机除鳞装置的设计

图2 喷嘴安装倾角及总打击力的分解
根据氧化铁的形成结构及除磷机理,轧机上的集管的设计尤为重要,特别是喷嘴的选型、安装、喷射垂直高度和集管结构的刚度很重要,钢板表面氧化铁高压水除磷的布置装置如图猿所示,其中,E为喷嘴间距,为喷嘴喷射角,h2为垂直喷射距离,酌为喷嘴喷水偏转角,茁为喷嘴前倾角。
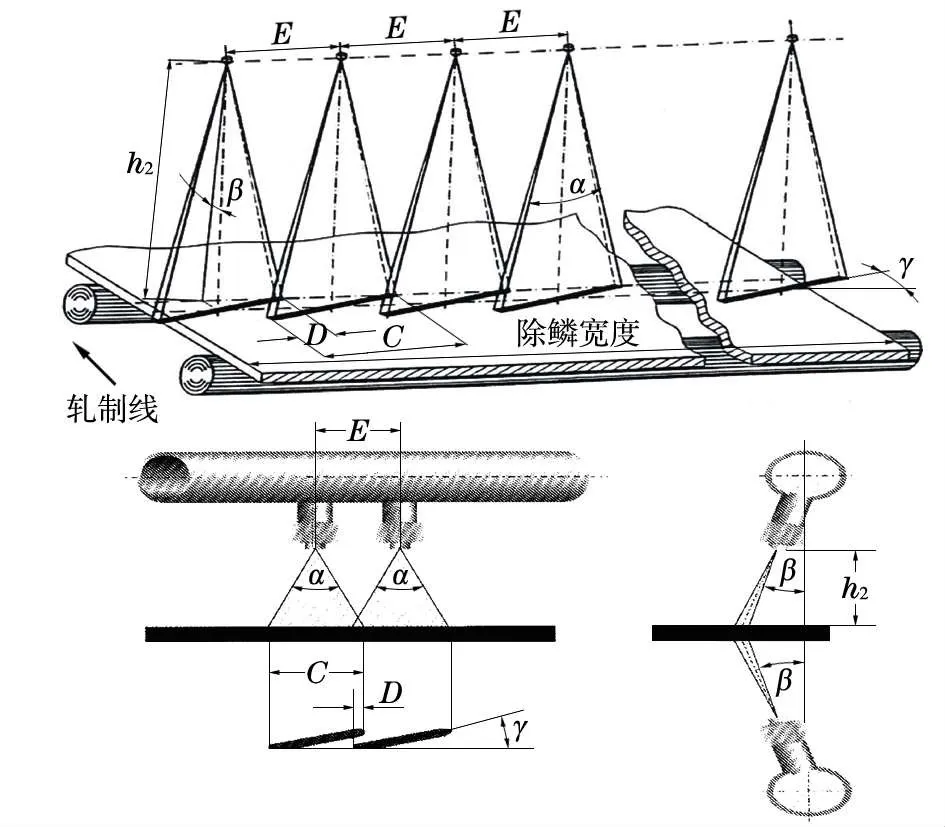
图猿 钢板表面氧化铁高压水除磷的布置装置
4 除鳞喷嘴理论打击力的理论计算及要求
除磷打击力计算公式
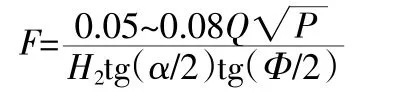
式中F——打击力,MPa
0.05~0.08——推导系数
Q——在压力P下每个喷嘴的流量,L/min
P——喷嘴进水口压力,kg/cm2
H——喷嘴出口至打击面的垂直距离,mm
Φ——射流厚度夹角,一般为1.5°~2.5°
由此可知,除鳞打击力与垂直喷射垂直距离关系很大,选好优质喷嘴也比较关键,同时也要关注喷嘴对水质要求,系统水流量要保证每个喷嘴水量分布均匀。不应过意追求除磷压力的提升。
5 某宽厚板精轧机的高压水除鳞优化方案
根据所轧钢板的规格的宽窄,高压水除磷分为去宽喷集管和去窄喷集管两种除磷。
(1)上除鳞喷射装置(图4)。上喷嘴采用LECHLER 682.765.27型号喷嘴,获得较好喷射效果:打击力可以提高到(0.30~0.33)N/mm2;叠加量得到改善:使用 22°除鳞喷嘴,叠加量达到(13~20)mm较理想值,水量布置有了明显改善。
(2)下除鳞喷射装置(图5)。下喷嘴采用LECHLER 682.767.27型号喷嘴,获得了较好喷射效果:打击力可以到0.71 N/mm2的较理想打击力。
6 小结
通过对高压水除鳞的工作机理分析、除鳞喷嘴及集管部件的结构进行探讨,在高压水动力系统不改变的前提下,成功地对某厚板精轧机的除鳞系统优化设计,实施投入运行后钢板表面质量得到大幅改善,满足工艺对钢板表面的要求,提高了产品质量,创造了较大的经济效益。

图4 上除鳞喷射装置

图5 下除鳞喷射装置
猜你喜欢
一重技术(2021年5期)2022-01-18
粉末冶金技术(2021年1期)2021-03-29
新教育论坛(2019年27期)2019-09-10
山东冶金(2019年2期)2019-05-11
奥秘(2019年1期)2019-03-28
制造技术与机床(2018年9期)2018-09-19
天津冶金(2018年1期)2018-06-13
无机盐工业(2017年5期)2017-03-11
冶金设备(2015年2期)2015-02-11
天津冶金(2014年4期)2014-02-28
