
焊装车间气动点焊钳气路适应性改造
2018-12-11 06:48何琪,魏阳
设备管理与维修 2018年21期
何 琪,魏 阳
(陕西重型汽车有限公司车身厂,陕西西安 710200)
0 引言
气动点焊钳作为一类重要的电阻焊设备,凭借其稳定的焊接质量,广泛应用于各主机厂焊装车间。根据气动点焊钳的操作方式,分为普通悬挂式点焊钳以及机器人气动点焊钳。目前国内绝大多数厂家采取悬挂式点焊钳与点焊机器人互补共存的模式。气动点焊钳技术虽然已经非常成熟,但在具体的使用工况下,仍有一定的改善空间,就气动点焊钳的几种典型气路结构进行局部优化,以提高设备的适应性。
1 增加悬挂点焊钳修磨气路
1.1 改造背景
陕西重型汽车有限公司车身厂早期投用的悬挂点焊钳电极的修磨均通过人工锉削完成。人工锉削成型电极受操作者技能影响较大,修磨后容易出现电极光洁度差,电极顶端形状不规则,直径偏大或偏小,上下电极端面不同心等缺陷,一些带角度安装的电极的修磨质量更是难以保证。电极修磨质量直接关系到焊点的质量,因此在新建生产线中采用手持式气动修磨设备对焊钳电极进行在线修磨,用以提高修磨质量,降低员工操作强度。新生产线建设中除了采购新设备外,对部分焊钳进行利旧使用。
利旧焊钳气路结构单一,仅设置一组焊接加压气路。根据焊接工艺要求及焊钳活塞缸尺寸,焊接压力一般调定至0.4 MPa左右,但电极修磨压力一般约0.2 MPa。如果沿用原有气路进行修磨,则需在每次修磨前将压力调低,并在修磨结束后,恢复原焊接压力,反复调定气压极不便于人员操作。
1.2 适应性改造内容
在原有气路结构(图1)上增加调压阀域(图2),用以设定修磨时的压力。同时新增一个二位三通外部先导电磁阀,并灵活调配该阀机能,利用该阀原工作口和排气口作为2个进气口,原进气口作为新的工作口。正常焊接时,新增电磁阀不得电,此时焊钳调用原调压阀玉设定的焊接压力值;修磨时,通过旋钮开关,使新增电磁阀得电,焊钳获取调压阀域设定的修磨压力。通过改造,使得车间利旧焊钳实现了通过气动修磨设备快速修磨电极的目的,且方便加工人操作。
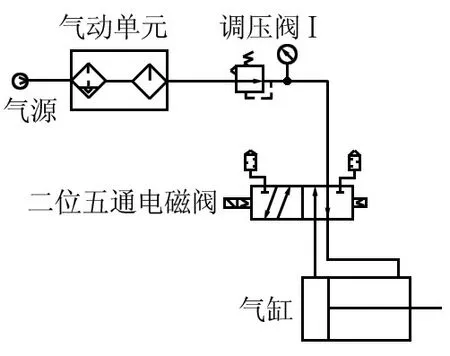
图1 原悬挂点焊钳气动原理
2 优化点焊机器人焊钳锁紧气路
2.1 改造背景
为了降低设备购置成本和备件采购周期,在某车型地板机器人焊接工位试用了一台国产中频X形气动焊钳。在前期试用过程中,出现焊接瞬间钳臂绕铰接轴自由转动磕碰工件的现象。
正常情况下,要使机器人在运行过程中焊钳不与工装及工件碰撞,焊钳必须保持唯一的固定位置,然而焊接时又必须通过浮动装置使焊钳上下臂浮动以使上下电极可达工件表面,浮动装置用以平衡焊钳自重,限制焊接瞬间焊钳自由度,使焊钳平稳夹紧工件。X形气动焊钳常见的浮动装置有弹簧浮动和气缸浮动2种形式,对于自重较轻、力矩较小的小型焊钳一般选用弹簧浮动,大中型焊钳选用气缸浮动。本次试用的机器人气动焊钳浮动装置采用气缸浮动。针对故障现象,对该焊钳气路结构进行分析,发现焊接瞬间(焊钳由小开到夹紧过程),锁紧气缸压缩空气直排大气,此时上下臂完全自由,在自重作用下失控运动。
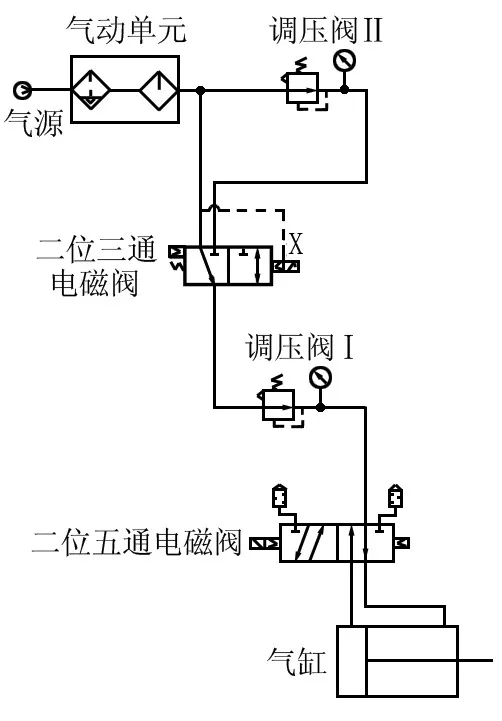
图2 增加修磨气路的气动原理
2.2 改造内容
焊钳主气缸为双行程气缸,分辅助行程和工作行程,辅助行程通俗也称焊钳的大开(口)至小开(口)行程,工作行程指焊接加压至焊接打开行程。工作行程供气由比例阀设定不同的焊接压力规范。锁紧气缸为单进气口气缸,焊钳打开时,锁紧缸充气,以保证焊钳位置固定;焊接时,锁紧缸浮动,上下电极一起运动直至压紧工件。
原气路设计中,焊钳处于打开状态时,锁紧气缸由焊接打开气路供气,但当焊钳施焊时,锁紧缸经焊接打开电磁阀直通大气,虽然瞬间保证了上下电极的浮动,但不能平衡焊钳因自重产生的绕铰接轴的旋转力矩,焊钳位置不可控。
结合我厂在用进口品牌焊钳气路结构的优点,对原焊钳锁紧气缸进行独立供气,并增加一个二位气控阀和一个精密调压阀,气控阀控制口接入焊接加压气路。当焊钳打开并锁紧时,不经过减压阀的独立供气确保焊钳锁紧可靠;焊钳焊接时,由焊接加压气路控制气控阀阀芯移动,此时经过精密减压阀的供气填充锁紧缸,用以平衡焊钳自重,减压阀压力设定根据焊钳在不同的焊接姿态下最大的旋转力矩来决定(该压力值一般远小于焊接压力值,因此并不会阻碍焊接时上下电极位移)。气路优化后,既不影响焊钳良好的浮动能力,又确保了焊钳在整个焊接过程中位置受控。原机器人气动焊钳气动原理见图 3,优化锁紧气路后的气动原理见图4。
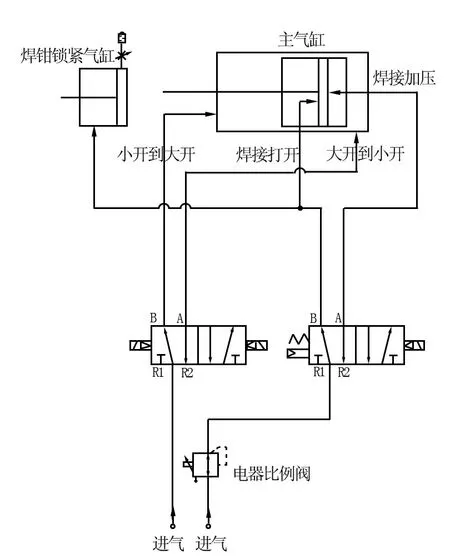
图3 原机器人气动焊钳气动原理
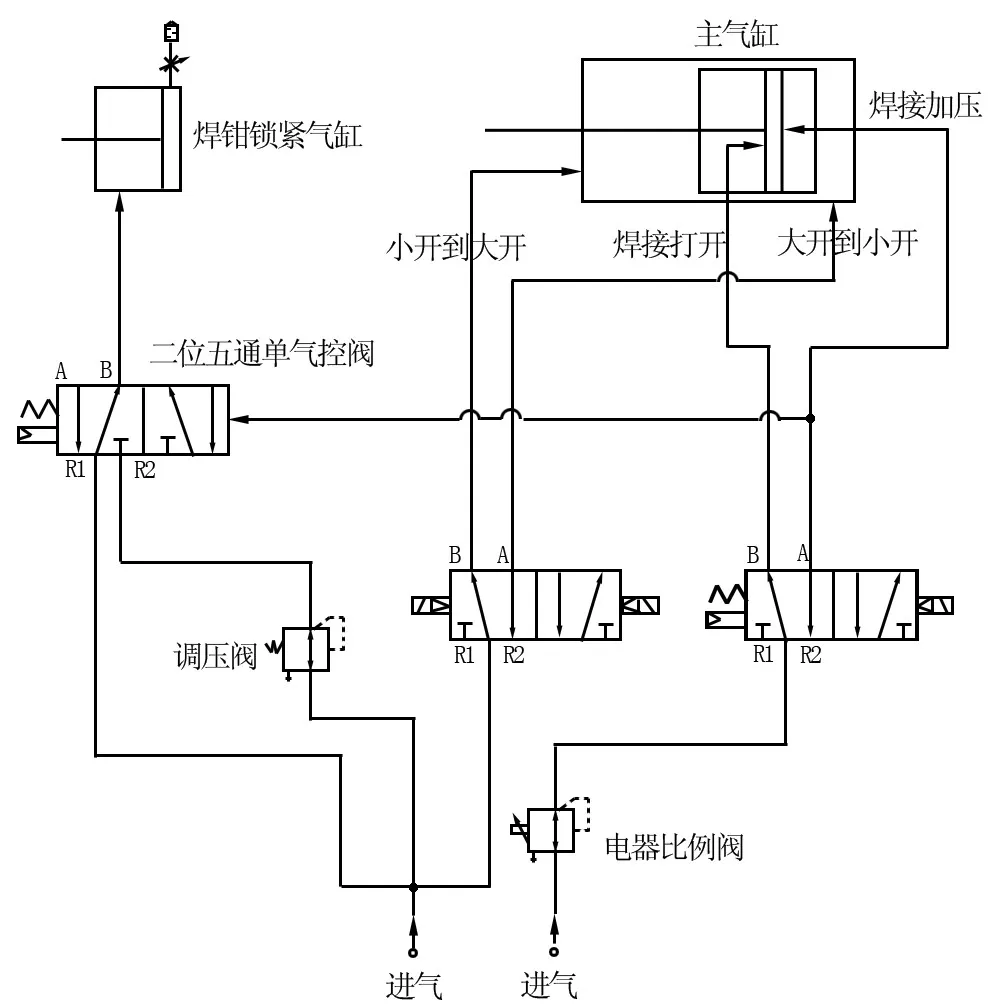
图4 优化锁紧气路后的气动原理
3 点焊机器人焊钳气缸排气过程优化
3.1 改造背景
点焊机器人气动焊钳投用多年后,经常出现焊钳气缸换向电磁阀故障,导致气缸无动作或动作滞后,电极修磨时该现象表现尤为明显。分析原因是电磁阀阀芯污染,卡死不灵活,而修磨时焊钳夹紧压力仅为0.2 MPa左右,加之阀本身存在最小开启压力,因此故障表现更明显。
3.2 改造内容
原焊钳打开及夹紧过程气路原理见图5,气缸的排气过程均经过换向电磁阀排气口排出。公司动力部门供给的压缩空气质量状况较好,因此气缸的进气过程对阀影响不大,但气缸长期使用后,内部密封老化产生的碎屑混合润滑产生的油泥,却极易通过排气过程附着在阀芯上,换向阀本身对杂质反应敏感,受污染后很容易出现动作不灵敏甚至完全卡死。优化方案选型适当通径的快速排气阀,安装于2条工作气路上(图6),活用快速排气阀的固有机能,使原进气过程不受影响,但排气过程经由快速排气阀排出,从而避免换向电磁阀受到污染。快速排气阀本身对杂质和异物并不敏感,加之排气特性优良,流通能力大,因此该早方案实施后,应用效果良好。
增加快速排气阀后,附带提高了气缸运行速度,可以提高焊接速度,但弊端是气缸冲击增大,影响缸体寿命,但后者可通过对快速排气阀排气口进行节流控制,适当降低气缸运行速度,消除改造弊端。
4 结语
早期投产的汽车焊装车间采用的电阻焊多以气动点焊钳为主,虽然气动点焊钳在焊接过程中对工件冲击较大,容易使工件产生变形及焊接飞溅,但因其价格低廉,简单易维护,仍和更具技术优势的伺服焊钳同期使用。掌握气动焊钳气路结构特点,结合现场使用工况,对气路进行适当优化,是延长焊钳生命周期的有效方式。

图5 原机器人气动焊钳排气过程
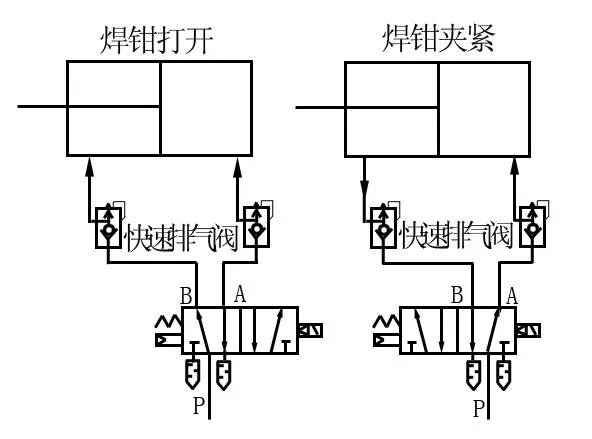
图6 优化后焊钳排气过程
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
中国外汇(2019年19期)2019-11-26
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
设备管理与维修(2019年3期)2019-02-17
制造技术与机床(2018年11期)2018-11-23
机电元件(2018年4期)2018-08-09
制造技术与机床(2017年9期)2017-11-27
科技创新导报(2016年9期)2016-05-14
化工自动化及仪表(2015年3期)2015-01-13
