
一种自适应工件外形的自动焊接装置研制
2019-01-14 02:41朱清黄朝辉张利
科技创新导报 2019年24期
朱清 黄朝辉 张利

摘 要:目前科研XX控制棒组件中的控制棒套筒上外套管和上、下过渡接头的异形对接焊一般采用手工焊和自动焊两种焊接方式进行焊接。手工焊接效率低下,焊缝质量差,一致性差;自动焊效率低高,焊缝质量好,但是由于工件外形为异性,设备价格昂贵,一般企业难以承受。鉴于以上,一种便捷的、经济的能适用于不规则异形的自动焊接装置能解决以上问题。本文就以上问题研制了一种便捷自适应工件外形的自动焊接装置,能有效地解决焊接效率和质量,同时经济性和适用性大大提高。
关键词:科研XX控制棒组件 异形焊接 自适应 经济
中图分类号:TG409 文献标识码:A 文章编号:1674-098X(2019)08(c)-0101-03
Abstract:At present, irregular shape butt welding for outer sleeve and upper/lower transition union of control rod sleeve of a scientific research control rod assembly is usually performed by two methods, hand welding and automatic welding. Hand welding has low efficiency, and the weldig joint of it has poor quality and consistency. Automatic welding has high efficiency, and the weldig joint of it has good quality, but the equipment is expensive on assount of the irregular workpiece shape,the general company can not afford. In view of the above, a convenient, economical ,appliable to irregular workpiece shape automatic welding device can solve the problem. This paper describes the development for a convenient automatic welding device which adapts to the workpiece shape on the above questions. It can solve the problem of welding efficiency and quality effectively, at the same time improve economy and applicability greatly.
Key Words: A scientific research control rod assembly; Irregular shape welding; Self-adaption; Economy
科研XX控制棒組件是反应堆核电站的核心部分,通过控制棒驱动机构(CRDM)的提升、下插或保持从而控制控制棒在堆芯中的位置,用以控制反应堆的裂变速率,实现启动、停止反应堆及堆功率的调节,确保核电站安全运行[1]。
目前,在科研XX控制棒组件焊接工艺中,特别是控制棒套筒上外套管分别和上过渡接头和下过渡接头的对接焊过程,采用手工焊或者自动焊进行进行焊接。小批量制造时一般采用手工焊,手工焊接时焊接效率低下,焊缝质量差,一致性差。大批量制造时一般采用自动焊,焊缝质量高,效率高,但是设备价格昂贵,对零部件装配要求精度高,工件外形、尺寸变化时需要重新定制相应的工装模具,适应性差,一般企业能以承受。
因此,对控制棒套筒焊接的焊接工艺做进一步优化,提升控制棒套筒焊接的焊接质量与焊接效率,急需研制一种操作便捷、设备稳定可靠、经济性好、适用性高的焊接方式和装置。
1 焊接结构分析
公司承接了研究项目的科研XX控制棒模拟组件的制造,控制棒的外套管需要分别和上过渡接头、下过渡接头进行对接焊。控制棒的外套管为异形的六方管结构,如图1所示。六方管与上、下过渡接头的焊缝为六方焊缝,一般常规自动焊接设备不能有效的控制焊接过程。
2 设备方案
针对上述问题,经过对焊接结构和较为成熟的自动焊接设备的分析,自动焊接装置需要解决两个问题:
(1)焊接过程中根据六方管的焊接点位的不同调整焊接转速,保证焊接位置线速度一致;
(2)控制焊接过程中工件受热收缩的变形。
通过以上分析,公司设计一套焊接装置设备,设备包括用于固定焊枪的固定装置、支架、导轨、滑动平板、压缩装置、滚轮支撑组件等部件组成,见图2。
滑动平板可沿着导轨直线滑动,固定装置安装于滑动平板上。压缩装置包括安装座及弹性件,安装座固定于支架上,弹性件的两端中。其中一端与安装座固定连接,另一端与滑动平板固定连接,在弹性件弹性变形时发生所述直线滑动[2]。滚轮组件的一端固定于滑动平板上,滚轮组件的另一端上安装有滚轮。在固定装置夹持焊枪后,焊枪的焊接端与滚轮位于支架的同侧,且滚轮位于焊接端侧面的前方。
本设备的关键点是压缩装置与滚轮组件相互配合,压缩装置里的弹簧提供驱动弹簧力使焊枪一直贴合工件,滾轮组件支撑工件外形,保持焊枪与焊缝的距离恒定一致,简而言之,压缩装置与滚轮组件相互配合,一撑一顶保持焊枪与工件的位置。
本设备采用常规的焊机进行改造升级,通过增加相应的支撑等夹具使其具备焊接自动化的能力。
3 实施
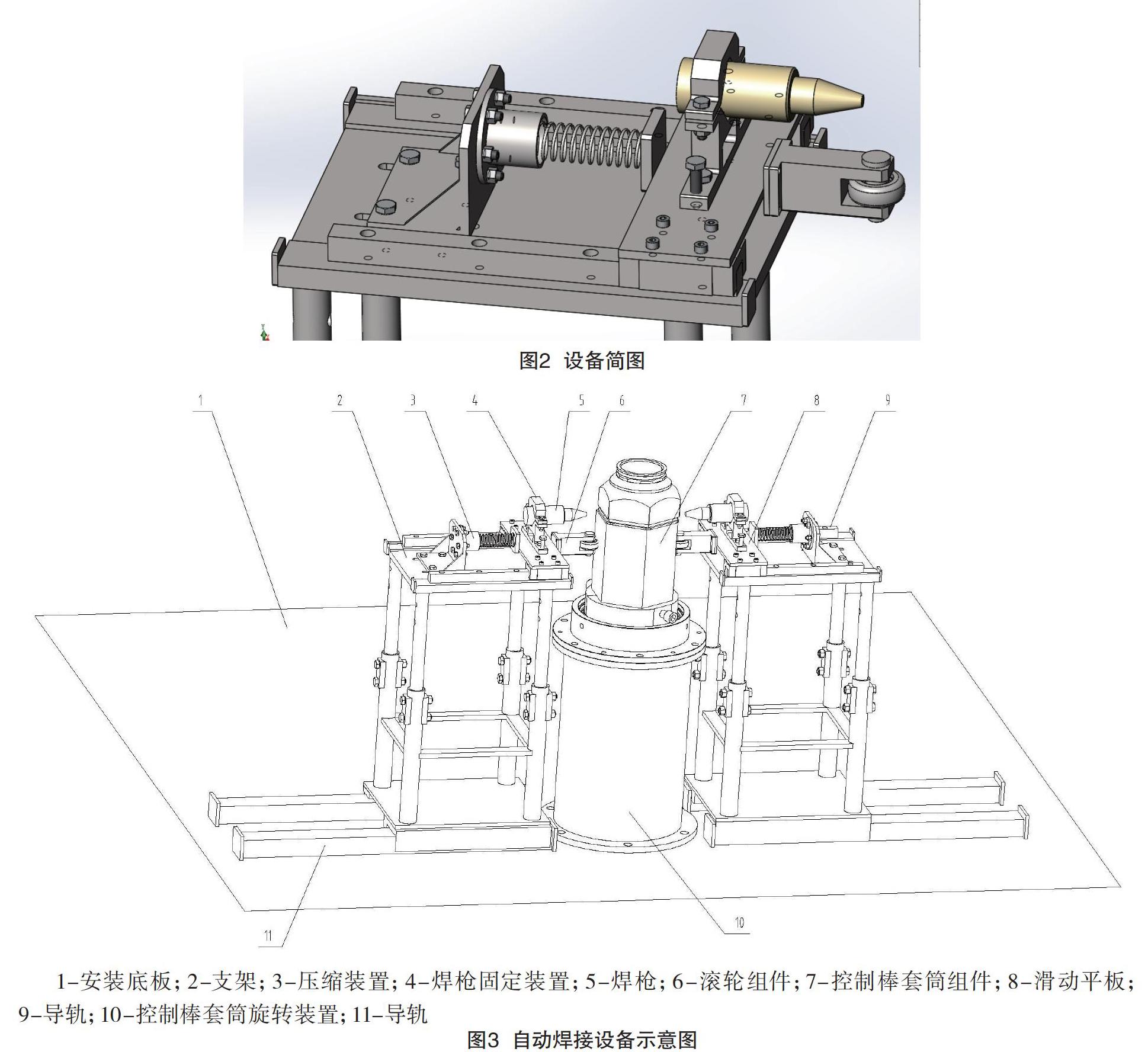
通过对科研XX控制棒组件的结构分析,焊接时采用对称焊接能有效控制焊接变形,提高产品的生产制造效率。要实现对称焊接,设备采用双焊枪结构,自动焊接工装对称180°排列[3-4]。设备的布置如图3所示。
控制棒套筒焊接装置,包括固定焊枪5的固定装置4、支架2,支架上设置有导轨9,安装在导轨9上的滑动平板8,平板8可沿着导轨9直线滑动,固定装置4安装于滑动平板8。
压缩装置3包括安装座及弹性件,安装座固定于支架2上,弹性件的两端中,其中一端与安装座固定连接,另一端与滑动平板8固定连接,在弹性件弹性变形时发生所述直线滑动。滚轮组件6的一端固定于滑动平板8上,滚轮组件6的另一端上安装有滚轮。在固定装置4夹持焊枪5后,焊枪5的焊接端与滚轮位于支架2的同侧,且滚轮位于焊接端侧面的前方。
控制棒套筒7的外套管设置在支架2的焊枪5焊接端或滚轮组件6上滚轮所在侧,且支架2与外套管的相对位置保证压缩装置3上的弹性件发生一定的弹性变形,同时,滚轮的轮面作用在外套管的外侧面上,在外套管绕自身轴线转动时,以上弹性变形保证外套管在整个转动过程中弹性件上均具有弹性变形,这样,由于滚轮组件6与固定装置4均固定在滑动平板8上,由于外套管为六棱柱状,故在支架2位置固定时,安装座在空间中的位置固定,外套管转动即驱动滑动平板8沿着导轨9做往复直线运动,弹性件亦具有弹性变形量往复变化的变形。以上过程中,固定在固定装置4上的焊枪5亦随着滑动平板8作往复运动,以上焊枪5的运动即可匹配外套管与上过渡接头、下过渡接头之间的焊缝形状,使得焊枪5的焊接端与控制棒套筒7上的环焊缝具有特定的距离以及特定的朝向,这样,在外套管转动过程中,即可通过焊枪5完成控制棒套筒7上环焊缝的稳定焊接。由于以上上过渡接头、下过渡接头上亦具有六棱柱段,当滚轮组件6上的滚轮作用在上过渡接头、下过渡接头上的六棱柱段上时,亦可通过上过渡接头、下过渡接头的外形,自动匹配焊枪5相对于环焊缝的相对位置。在焊接过程中,以上轮滚组件即为一个焊枪5相对于环焊缝的位置调整装置,故如滚轮组件6直接与外套管作用,优选设置为在作用过程中滚轮转动,如外套管的轴线状态为竖直设置时,设置为滚轮的轴线亦为竖直线。
针对焊枪5焊接端与滚轮组件6上滚轮两者在高度方向的相对位置,滚轮在焊接端的上端、下端或两者齐平,针对上端或齐平方式,若待连接的控制棒套筒7组件轴线位于竖直方向,此时先点焊即可方便的通过轮滚组件实现焊枪5的位置调节;设置为滚轮在焊接端的下端,如固定外套管的下端,先完成外套管与上过渡接头的焊接,而后调换方向,固定上过渡接头,完成下过渡接头的焊接。
本装置提供了一种在控制棒套筒7上待焊接部件:外套管、上过渡接头、下过渡接头在转动的过程中可实现相互之间环焊缝焊接的焊接装置,同时通过滚轮组件6和压缩装置3,可实现焊枪5焊接端与环焊缝之间相对位置的自动调整,这样,本焊接装置在结构简单的前提下,可保证焊接过程中焊缝均匀性和一致性,从而保证焊接质量;同时,本方案可实现自动匹配焊枪5相对于具体焊接位置的位置,相较于传统手工焊接,在保证焊缝质量的前提下,可有效提高焊接效率。
4 结语
通过对以上装置的研制,能最便捷、经济的制造出自适应于工件外形的自动焊接设备,设备的运行采用各机械装置实现,可靠性高。
本装置可用于较为规则的异形零件焊接,比如:圆形、方形、多边形、菱形等外形零件的焊接,具有广阔的应用前景。
本文为各设备研制制造厂提供了一种设备研制的思路和方法,可经济有效地实现自动化的生产。
参考文献
[1] 张建民.核反应堆控制[M].西安:西安交通大学出版社,2002.
[2] 成大先.中国有色工程设计研究总院 机械设计手册[M].北京:化学工业出版社,2008.
[3] 中国机械工程学会焊接学会.焊接手册[J].焊接方法及设备,2007(1):379-380.
[4] 中国机械工程学会焊接学会.焊接手册[J].焊接结构,2007(3):147-160.
猜你喜欢
今日农业(2022年14期)2022-09-15
华人时刊(2018年23期)2018-03-21
西部大开发(2017年7期)2017-06-26
中国教育信息化·基础教育(2016年11期)2016-12-27
汽车科技(2016年5期)2016-11-14
中国新通信(2016年16期)2016-10-18
大社会(2016年6期)2016-05-04
全国新书目(2009年24期)2009-07-17
