
超声波检测锻件中直探头的调试方法
2019-01-14 02:44陈晓燕陈仑邹金廷张悦
科技资讯 2019年31期
陈晓燕 陈仑 邹金廷 张悦
摘 要:随着社会主义市场经济的蓬勃发展,我国的工业化程度有了大幅度提高,各种机械设备装置大量应用的同时,也存在这着极大的安全隐患,尤其是锅炉爆炸、管道泄漏等安全事故频繁发生。超声检测就是发现这类安全隐患的直接而有效的手段。该文介绍的是超声波锻件检测基本方法以及PXUT-330直探头检测锻件操作步骤,帮助读者快速掌握超声检测锻件的基本原理、PXUT-330仪器使用方法、检测步骤及相关公式的应用。
关键词:机械设备 超声检测 锻件检测 直探头
中图分类号:TG115 文献标识码:A 文章编号:1672-3791(2019)11(a)-0055-02
超聲检测是工业上无损检测的方法之一。超声波进入物体遇到缺陷时,一部分声波会产生反射,接收器可对反射波进行分析,就能异常精确地测出缺陷来,并且能显示内部缺陷的位置和大小,测定材料厚度等,其锻件超声检测主要分为以下3类。
(1)轴类锻件采用直探头径向和轴向检测以及斜探头周向及轴向检测。
(2)饼类、碗类锻件采用直探头端面检测。
(3)筒形或环形采用直探头,双晶直探头以及斜探头检测。
该文主要探测母材厚度大于3N(N为近场区长度)的锻件,采用单晶直探头用工件大平底法检测。
1 基本步骤
使用仪器为友联PXUT-330全数字智能超声波探伤仪,2.5P20单晶直探头,CSK-IA试块。
1.1 调试步骤
(1)开机:按<电源>键,按<确定>键,进入探伤界面。
(2)初始化仪器:按最右边快捷键
(3)参数设置:按两下<通道>键调出设置菜单,按<1>键将探头类型选为“直探头”,并设置频率、晶片尺寸以及所采用的探伤标准,按<确定>键退出菜单。
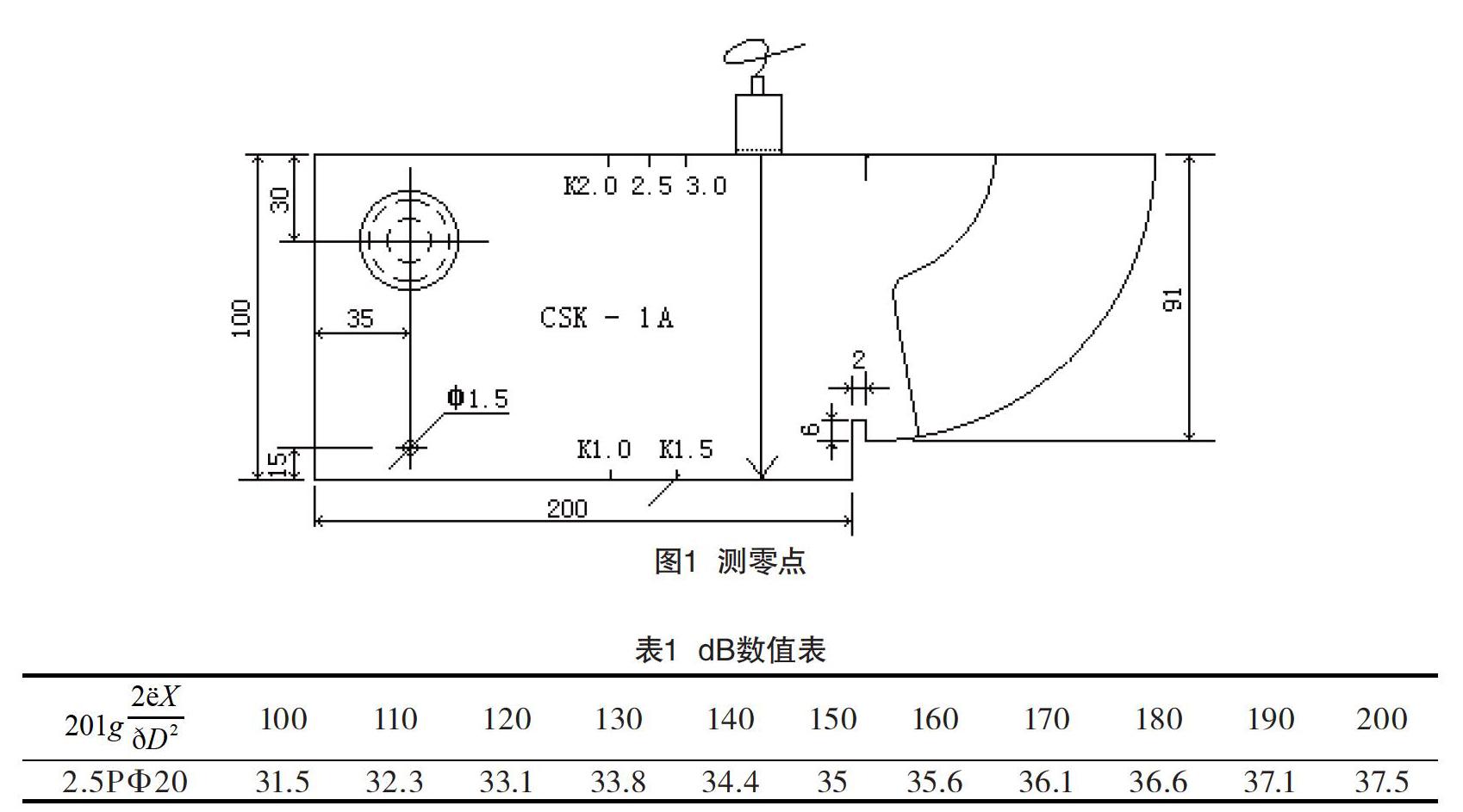
(4)测零点:按两下<零点>键进入调教菜单,按<确定>键开始测试,仪器默认预置工件声速5920m/s,一次回波声程100mm,二次回波声程0mm,按<确定>键进入测试,如图1所示,将探头置于CSK-IA试块100mm大平底上,待回波自动降至屏幕80%高时按<确定>,此时零点即测完毕。
(5)探伤灵敏度调节。
①找到工件无缺陷处底波的最高波,将波门移到波上方,按<自动增宜>键将波高调至80%。记下此时增益读数BG,工件厚度H。
②根据公式计算出工件大平底与φ2的dB差(参考表1),记为dB1,将仪器的增益属调至BG+dB1,此时探伤灵敏度就调好了,即BG+dB1(λ=声速/频率, X=工件厚度,D=平底孔直径φ2)。
1.2 检测工件
将探头置于工件上扫查,如发现缺陷回波,按<波门>键再按<+>或<->键将波门移至缺陷波上方,通过调节增益使得缺陷波的最高波置于屏幕的80%高,记录下此时的增益值,记为dB2,同时记录下屏幕上方显示区缺陷的深度读数XX.X记录为h。
1.3 缺陷当量的计算
方法一:△dB=BG+dB1-dB2-12-40lg(X/h)即缺陷大小相当于4+△dB,查标准评级。
方法二:根据公式BG+dB1-dB2=40lg,其中Ax为锻件厚度,Af为缺陷深度,Df为待测缺陷孔径,Dj为Ф2,算出缺陷的孔径,然后根据公式△dB=40lg(Df/4)算出缺陷大小相当于4+△dB,查标准评级。
2 结语
超声检测操作简单,成本低,速度快,设备轻便,对人体及环境无害,且对缺陷定位精准。其中锻件是制造各种机械设备及锅炉、压力容器的重要毛坯件。该文所介绍的超声波检锻件检测用途广泛,操作简单,能帮助同学快速掌握直探头检测基本操作。
参考文献
[1] 郑晖,林树青.超声检测[M].北京:中国劳动社会保障出版社,2008.
[2] NB/T 47013.3-2015,承压设备无损检测第三部分:超声检测[S].北京:新华出版社,2015.
猜你喜欢
科技创新导报(2021年31期)2021-05-10
数码世界(2019年6期)2019-09-09
大陆桥视野·下(2017年9期)2017-09-17
中国新技术新产品(2017年1期)2017-01-20
中国实用医药(2016年27期)2016-11-30
科技视界(2016年22期)2016-10-18
科学与财富(2016年28期)2016-10-14
城市建设理论研究(2012年22期)2012-09-06
城市建设理论研究(2011年23期)2011-12-20
