
钢结构桥梁焊接施工技术
2019-01-15 02:18樊清禄
山西建筑 2019年2期
樊 清 禄
(山西省大同市市政建设发展公司,山西 大同 037000)
1 工程概况
大同市北环桥工程位于大同古城北区主干道沿线上。北环桥为城市景观桥,采用两跨连续空间异形拱梁组合体系,其中拱结构采用非常规结构的三角异形拱形式,桥梁结构新颖、独特,为国内首创。
主桥采用四跨连续拱梁协作体系,主桥跨径布置28 m+70 m+130 m+28 m。其中主跨采用两跨连续三角拱,副拱位于70 m边跨,主拱位于130 m主跨,边跨单侧钢箱梁采用6根平行钢丝吊杆,集中锚固于副拱拱顶。主跨单侧钢箱梁采用10根平行钢丝吊杆,集中锚固于主拱拱顶。本工程主体结构采用Q345qE及Q345E钢材,辅助设施钢材采用Q235C钢材,最大板厚为100 mm。工程总用钢量约8 300 t,其中主梁5 800 t,拱肋2 500 t。
2 焊接方法的选择
在进行焊接方法的选择工作时,首先考虑等强原则,另一方面考虑高空焊接时风速大、工作量大,要求焊接时有抗风性能同时也需要保证焊接方法的高效性。通常情况下,在进行主要焊缝的焊接工作时,可以选择的焊接方法包括焊条电弧焊、CO2气体保护自动焊以及埋弧焊等焊接方式;同时为提高焊接效率,保证焊缝外观成形,制作桥面板对接焊缝采用手工焊填充、埋弧焊焊接及盖面。一般的焊接工艺有仰焊、立焊、平焊。
2.1 焊接设备
1)采用的焊接设备;
a.ZXE1-400/500手工直流反接焊;
b.KRⅡ-500二氧化碳气体保护焊;
c.ZD5-1250埋弧焊。
2)现场用电设备及用电计算见表1。
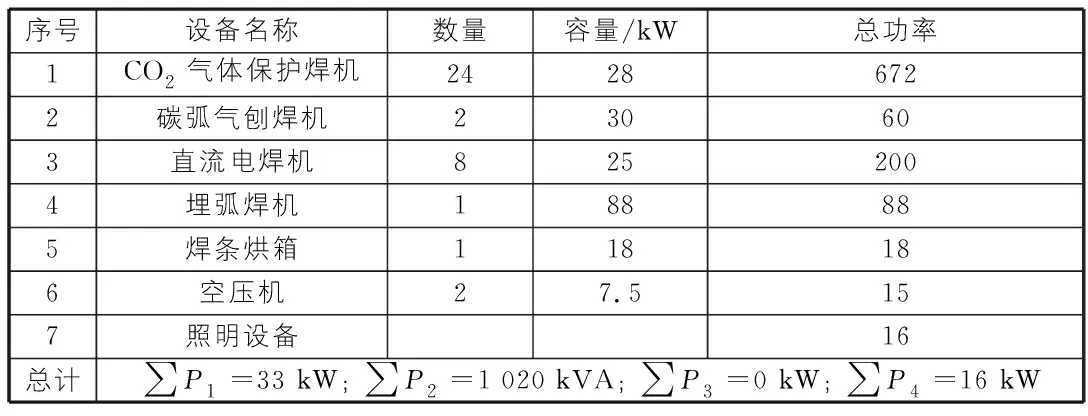
表1 用电计算表
用电计算:
Pjs=1.05(K1∑P1/cosφ+K2∑P2+K3∑P3+K4∑P4)=
1.05(0.5×33/0.75+0.6×1 020+0+1.0×16)=683 kVA。
其中,1.05为现场功率损失系数;Pjs为总的计算容量;Kx为需要系数,根据总装容量计算值选取(x=1取0.5,x=2取0.6,x=3取0.8,x=4取1.0);Px为电动机额定功率(x=1为电动机,x=2为电焊机,x=3为室内照明,x=4为室外照明);cosφ为功率因数,取0.75。
2.2 焊接材料
根据本工程结构特点,选取相应的焊接接头进行焊接工艺评定试验,评定项目应覆盖不同材料、不同焊接方法、不同焊接位置、不同钢板材质、不同焊接接头形式以及不同焊接板厚等。焊接材料采用与Q345qE强度、化学成分、力学性能相适应,并且还需要准备与母材相匹配的其他相关材料,包括焊丝、焊剂以及手工焊条等,同时还需要保证这些材料的性能可以达到相应的国标要求。
在进行焊接工作前,需要对这些焊接材料进行复验,确保获得进厂复验合格单方可使用。需要注意的是,企业需要做好这些入场材料的烘干处理,之后必须要做好入场登记,并且交由现场专用仓库进行规范的储存,在施工开展的过程中需要领用材料时,也同样必须要做好登记领用工作,并对所领用的焊条、焊剂进行检查,确保其已经按照规定烘干,并根据行业规范和施工要求放置在专用的保温筒内。在使用前对焊接材料检查是非常有必要的,只有确保焊接材料都按照施工要求进行妥善的处理,才能保证后续的焊接工作可以顺利的开展。焊条药皮脱落、焊丝生锈以及焊剂受潮结块等情况都是会对焊接质量产生重要影响的,施工工作人员必须要进行谨慎的对待。
2.3 预热温度
预热温度的确定与钢材材质、板厚、接头形式、环境温度、焊接材料的含氢量以及拘束度都有关系。当由于下雨等因素造成构件表面潮湿,需采用氧—乙炔火焰加热方法加热除湿,母材焊前的最小预热温度见表2。

表2 母材预热温度
1)主材焊接接头的预热温度应不小于表2规定的温度,其温度不得大于230 ℃。
2)当焊缝长度小于1.2 m,被焊部位板厚大于20 mm时可采用火焰加热器进行加温。用火焰加热器进行预热时,应预热充分,正面测温应在加热停止后进行,预热温度应高于上述温度10 ℃~15 ℃。
3)预热温度应采用测温枪进行测温。测温距离应不小于焊接点各方向75 mm。
4)当环境温度(或母材表面温度)低于5 ℃,板厚小于20 mm的母材焊前应预热至大于20 ℃。
2.4 焊接环境
根据现场实际操作要求,在焊接区域设置焊接防护棚,特殊情况下设置三防布包裹。防护棚要求能够防风防雨且能够覆盖整个施工区域,如果焊缝较长或焊接区域较大可设置移动式防护棚。
1)焊接环境温度低于0 ℃但不低于-10 ℃时应采用加热措施进行施焊。
2)焊接面处于潮湿状态,或暴露在雨、雪条件下,应进行烘干预热施焊。
3)采取二氧化碳气体保护焊作业风力大于2 m/s时。
4)焊缝区域的清洁、干燥,保证30 mm的范围内不可存在腐蚀性液体、固体污染物以及其他杂物。
3 装焊工艺要求
在钢结构桥梁焊接项目施工时,选择何种焊接方法和焊接规范,是由焊接工艺评定来确定的。通常情况下,钢结构桥梁焊接施工会优先选择的焊接方法包括CO2气体保护自动焊、埋弧焊以及半自动焊,在焊接工作进行的过程中也是优先选用单面焊双面成型工艺。焊接使用中需要选择坡口型式,充分的发挥其焊缝金属少、变形量小的优势。严格的按照施工设计的要求进行规范施工,注意焊接顺序和方向,采用有效的手段降低焊接变形情况出现的概率。如果施工中出现与焊接要求相悖的变化,需要暂停当前施工,并进行进一步的工艺评定工作,切不可盲目施工。
采用自动焊焊接工艺处理的接缝,必须要在接缝的两端妥善的安装上尺寸大于80 mm×80 mm的同质引弧板以及引出板,并确保其厚度能够满足焊接时的需求,不至于在焊接工作时被焊穿。需要注意的是,在使用埋弧自动焊进行钢结构桥梁的焊接工作时,需要保证在当天完成,施工的过程中还需要做好装配间隙的控制工作,原则上不可超过1 mm~1.5 mm。
3.1 定位焊
在对钢结构桥梁进行定位焊施工时,需要严格的遵循与焊缝同等的质量要求。表现在具体的工作中,需要确保开展定位焊施工前,由专人对施工图相关文件进行分析,确保焊件的各项数值符合施工要求,如果存在与设计图不符的内容,就不能进行后续的定位焊施工。
1)开展定位焊前,需要对焊缝进行检查,看其是否存在裂纹、气孔、夹渣等缺陷,确认无误后施焊。
2)定位焊焊缝严禁在焊接区以外的母材上引弧和熄弧。
3)定位焊长度应大于40 mm,定位焊间距应控制在300 mm~600 mm。
4)定位焊的厚度不应大于焊缝设计尺寸的1/2,一般为4 mm~6 mm。
3.2 焊缝清理及处理
通常情况下,焊缝的清理范围包括端面以及接缝两侧的宽度25 mm的表面。当钢结构桥梁选择单面连续焊时,就可以仅对焊接的那一面进行清理。封底焊一面的焊缝清理工作可以在封底焊开展前进行,但是接缝端面的清理工作一定要保证在主接缝焊接工作前进行。
1)采用砂轮以及钢丝刷等工具,对主要构件的接缝处进行清理,要求清理的范围内不能出现液体及固体杂物,并保证清理结束后可以呈现出金属光泽。
2)受气候因素以及其他因素的影响,焊缝可能会出现积水或是生锈的情况,工作人员也必须要进行及时的清理。
3)角焊缝的起落弧处应回焊10 mm以上,应连续施焊直至完成;不能一次性完成的焊缝应注意焊后的预热,应重新焊接。
3.3 焊缝质量要求
3.3.1焊缝外观质量
1)气孔:横向对接焊缝、纵向对接焊缝、主要角焊缝、棱角焊缝每米不多于3个,间距不小于20,焊缝端部10 mm内不允许有气孔。
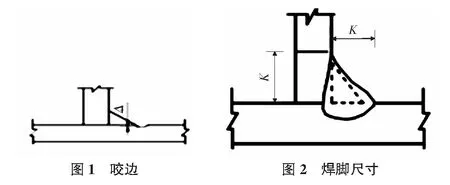
2)咬边:受压构件横向对接焊缝、熔透角焊缝,腹板侧受压区域竖加劲角焊缝,Δ≤0.3 mm;纵向对接焊缝、棱角焊缝等主要角焊缝Δ≤0.5 mm,见图1。
4)焊波:角焊缝h≤2(任意25 mm范围内),见图3。
5)余高:对接焊缝b≤12时h≤2.0;12
6)余高去除后的表面:横向对接焊缝(修磨纹垂直于焊道方向)Δ2≤|-0.3|mm,Δ1≤+0.5 mm,Δ表面粗糙度Ra50μm,如图5所示。

3.3.2焊缝无损检测要求
焊缝超声波探伤范围和检查等级按TB 10212—2009铁路钢桥制造规范的“焊缝超声波探伤范围和检验等级”的规定执行。应根据构件结构焊缝形式、工作环境以及应力状态等情况选用不同的质量等级。一级焊缝应进行100%的检验,二级焊缝应进行抽检,抽检比例应不小于20%,全焊透的三级焊缝可不进行无损检测。
钢箱梁及拱肋熔透焊缝为一级,拱脚及拱梁结合端焊缝为二级。
1)进行局部超声波探伤,焊缝如发现裂纹或较多缺陷时,应进行射线探伤,当缺陷超标时应加倍检测。
2)当对焊缝进行超声波探伤不能正确判断时应果断的继续采用射线探伤来进行焊缝的无损检测,待到这两种方法都使用后,确定满足焊接施工的质量要求方才能认定为合格。
3)距离—波幅曲线灵敏度及缺陷等级的评定分别按TB 10212—2009铁路钢桥制造规范的规定执行。如出现裂纹、未熔合、未焊透(对接焊缝)等危害性缺陷等时,为不合格。
4)返修焊缝应按原焊缝质量要求检验。
3.4 焊接缺陷修复
当采用埋弧自动焊以及半自动焊对焊缝进行返修工作时,需要首先将清除部位的焊缝进行处理,之后才能进行接下来的焊接操作。需要注意的是,在对板厚不小于25 mm的Q345qE钢板焊缝进行返修处理时,还需要进行事先的预热处理。返修操作完成后应该对焊缝进行打磨处理,并进行严格的质量检测,确保返修的焊缝能够达到焊接质量要求。通常情况下,返修焊的次数不应该低于二次。
1)缺陷修补方法基本采用原焊接方法,对于焊接内部缺陷修补主要确定预热温度,施焊参数等。
2)焊缝出现夹渣、气孔、未焊透等缺陷,用碳弧气刨清除缺陷,用手工焊返修,预热温度50 ℃~100 ℃,焊后磨顺。
3)因焊接而产生变形的构件,应采用机械方法(千斤顶)进行矫正。
4)清除缺陷的刨槽斜面角应大于10°的坡口,并修整表面、磨除气刨渗碳层。
5)补焊时接头应错开,长度应不小于100 mm,当焊缝长度超过500 mm时,应采用分段施焊。
6)焊缝修复时的预热温度应比相同条件下焊接的预热温度稍高。
7)横向对接焊缝必须去除余高,并顺应力方向磨平。
4 结语
增强管理人员的焊接质量管控意识,加强员工培训机制,提高人员素质、专业水平及知识掌握,不断吸取新型技术人才,随时的掌握施工人员的实际能力水平,对各个施工材料及环节进行验收,从而提高钢结构焊接施工技术水平。
猜你喜欢
机械研究与应用(2022年6期)2023-01-30
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
山东冶金(2022年1期)2022-04-19
建材发展导向(2021年6期)2021-06-09
航空制造技术(2020年11期)2020-07-01
制造技术与机床(2018年12期)2018-12-23
中国特种设备安全(2018年2期)2018-03-14
制造业自动化(2017年2期)2017-03-20
