ZYNQ-7000处理器的高速字符喷印系统设计
2019-01-17 03:11,
单片机与嵌入式系统应用 2018年12期
,
(广东正业科技股份有限公司,东莞 523808)
引 言
丝网印刷在印制电路板行业是一个传统工艺,在进行丝印前需要制作网版,一般需要经历如下步骤:丝网选择、网框选择、拉网、洗网、涂布、干燥、曝光、显影。丝网印刷虽在大批量生产上效率比较高,但也存在很多不足:对于精细化图案印刷层次效果较差;不同图案需要重新制作网版或更换网版,对于小批量或个性化印刷生产成本高,周期长;油墨消耗量大且存在污染;对线路板存在胀缩的情况适应能力差,网版本身无法根据线路板胀缩情况进行调整,会导致图案局部偏位,严重时油墨会印刷到焊盘上导致产品不良;智能化程度较低,不能实现个性化打印,如可变的序列号、二维码等。
本文设计了一种基于ZYNQ-7000的数字化喷墨打印系统,用于解决丝网印刷的不足。系统采用ZYNQ-7000为核心控制平台,相对于传统的以单片机、FPGA、DSP为核心的平台,提高了系统的集成度,大大节约了系统面积,降低了成本,增强了系统稳定性,外加ZYNQ-7000配备了双核ARM Cortex-A9处理器,其喷墨速度快,易于维护。
1 系统总体方案
设计采用Xilinx公司推出的ZYNQ-7000微处理器作为主控制器负责整个数控系统的任务管理与调度。PC首先将设计图纸转换为二进制位图数据,然后通过千兆以太网传送到ZYNQ-7000控制器,控制器将接收的数据进行解析和变换,其中喷印数据发送到喷头驱动模块进行喷墨控制,运动控制信息发送到MCX314进行运动控制。喷印数据与运动控制通过光栅尺信号进行同步,即将坐标与数据进行同步,喷印启动后开启UV灯,将喷出的油墨进行快速固化,最终将图像打印到印制电路板上。系统总体方案如图1所示。
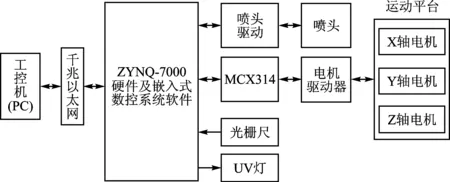
图1 系统总体方案
2 系统硬件平台设计
字符喷印系统应用于印制电路板加工现场,使用环境比较复杂,需要充分考虑系统的稳定性和可靠性。其中,可靠的硬件系统是软件系统运行的物理基础,关系着整个喷印控制系统性能的好坏,硬件结构如图2所示,ZYNQ-7020集成了1路千兆网口、DDR控制器、FPGA逻辑单元、NEON高性能媒体引擎,非常适合工业应用。
2.1 ZYNQ-7020控制模块
Xilinx Zynq-7020 集成两个主频高达1 GHz的ARM Cortex-A9内核和FPGA,即内部包含两大功能模块:处理系统(Processing System,PS) 和可编程逻辑(Progarmmable Logic,PL)。每个内核都配有NEON高性能媒体引擎进行浮点运算,可用于数学运算或者视频编码或解码。PS配有AMBA开放总线互联端口,可以通过 AXI 片内高速总线互联与PL 通信,带宽速度高达100 Gbps。PS带有DDR内存控制器硬核,支持最大1 GB地址空间,支持DDR3、DDR3L、DDR2 等多种内存,适合用作系统的高速存储。ZYNQ通过网络接口接收PC的数据后,将数据分类解析为配置参数、喷印数据、喷印坐标信息。
(1)配置参数
喷头初始化:PS通过AXI-GPIO总线将配置参数发送到喷头控制器,设定喷头各通道工作电压、工作温度。
运动控制器初始化:PS通过AXI总线控制MCX314,将X轴、Y轴、Z轴电机归零,设定电机运行速度、加速度、插补方式。
UV灯初始化:PS通过EMIO总线配置UV灯控制器,设定工作电压。
(2)喷印数据
ZYNQ的PS部分根据实际印制电路板Mark点坐标对图像数据进行处理,处理完成后的数据发送到喷头驱动模块,数据流程图如图3所示。
(3)喷印坐标信息
ZYNQ的PS部分根据位图坐标信息和Mark点坐标计算出图元的绝对坐标,将坐标信息发送到MCX314,完成定位。
2.2 MCX314运动控制模块
MCX314是一个基于DSP的4轴运动控制的集成电路。通过这个集成电路可以控制由步进电机驱动器或由脉冲型伺服电机驱动4轴的位置、速度和插补。MCX314所有功能都是由特定的寄存器控制的,例如命令寄存器、数据寄存器、状态寄存器和配置寄存器等。PS通过AXI总线控制与访问PL内部的运动控制器模块,PL与MCX314接口电路图如图4所示。
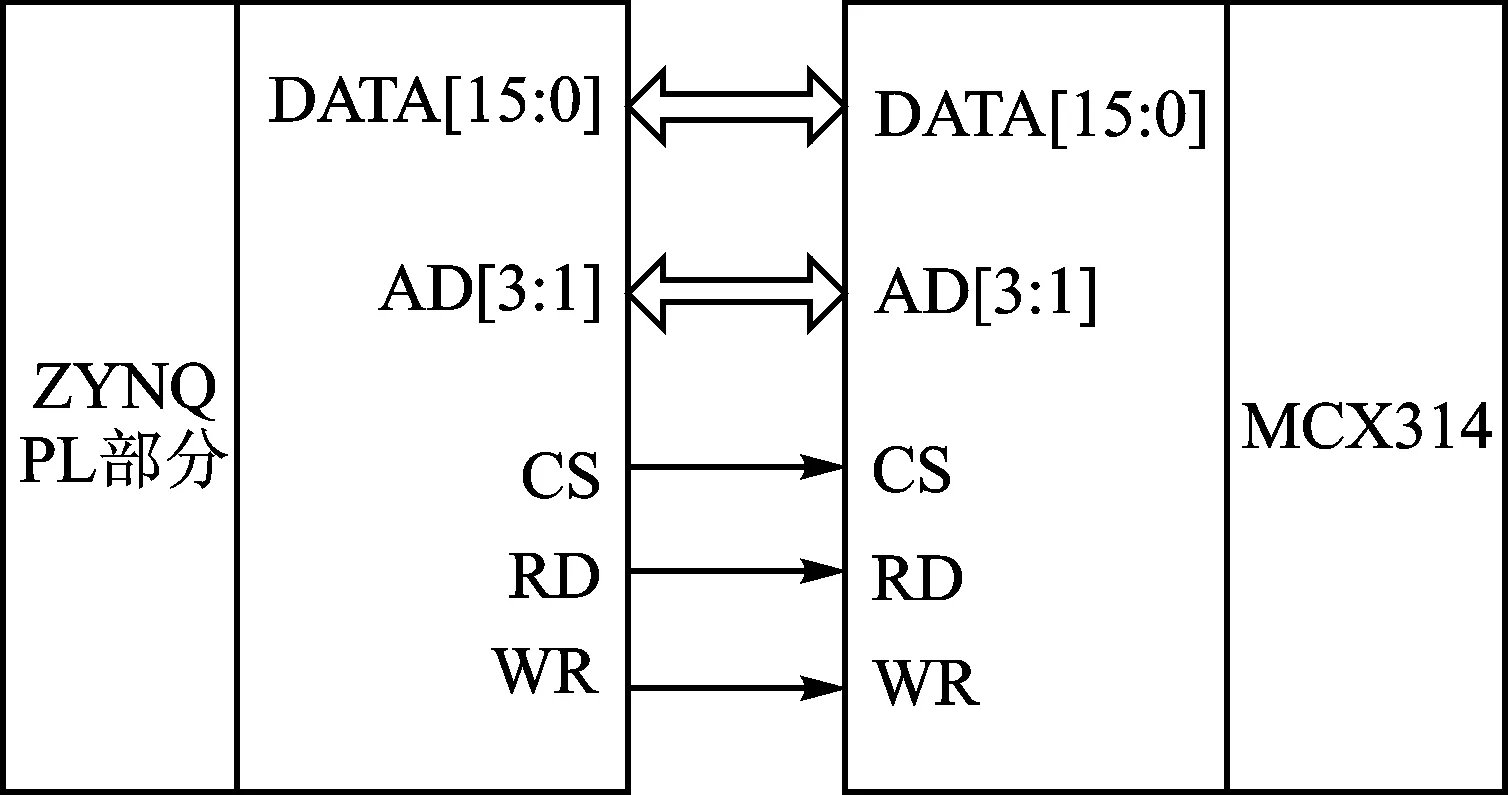
图4 PL与MCX314接口电路
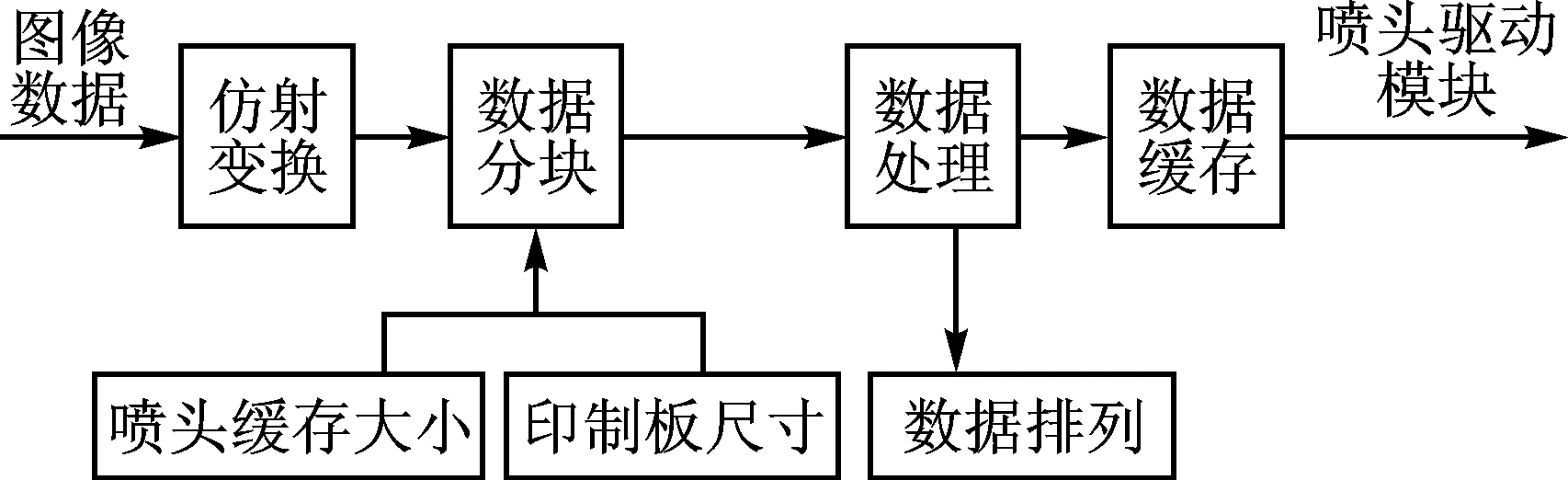
图3 数据流程图
在实际应用中用到了其中的3轴(X轴、Y轴、Z轴),X轴用于驱动喷头横向移动,Y轴用于驱动平台纵向移动,Z轴用于驱动喷头上下移动。因控制精度要求在0.02 mm以内,选用恒速控制,该功能允许在不同插补进行转换时保持运动速度不变,另外对X轴和Y轴进行直线插补,直线插补流程如图5所示。电机选用三菱HG-MR13B,对应的驱动器选三菱MR-J4系列。
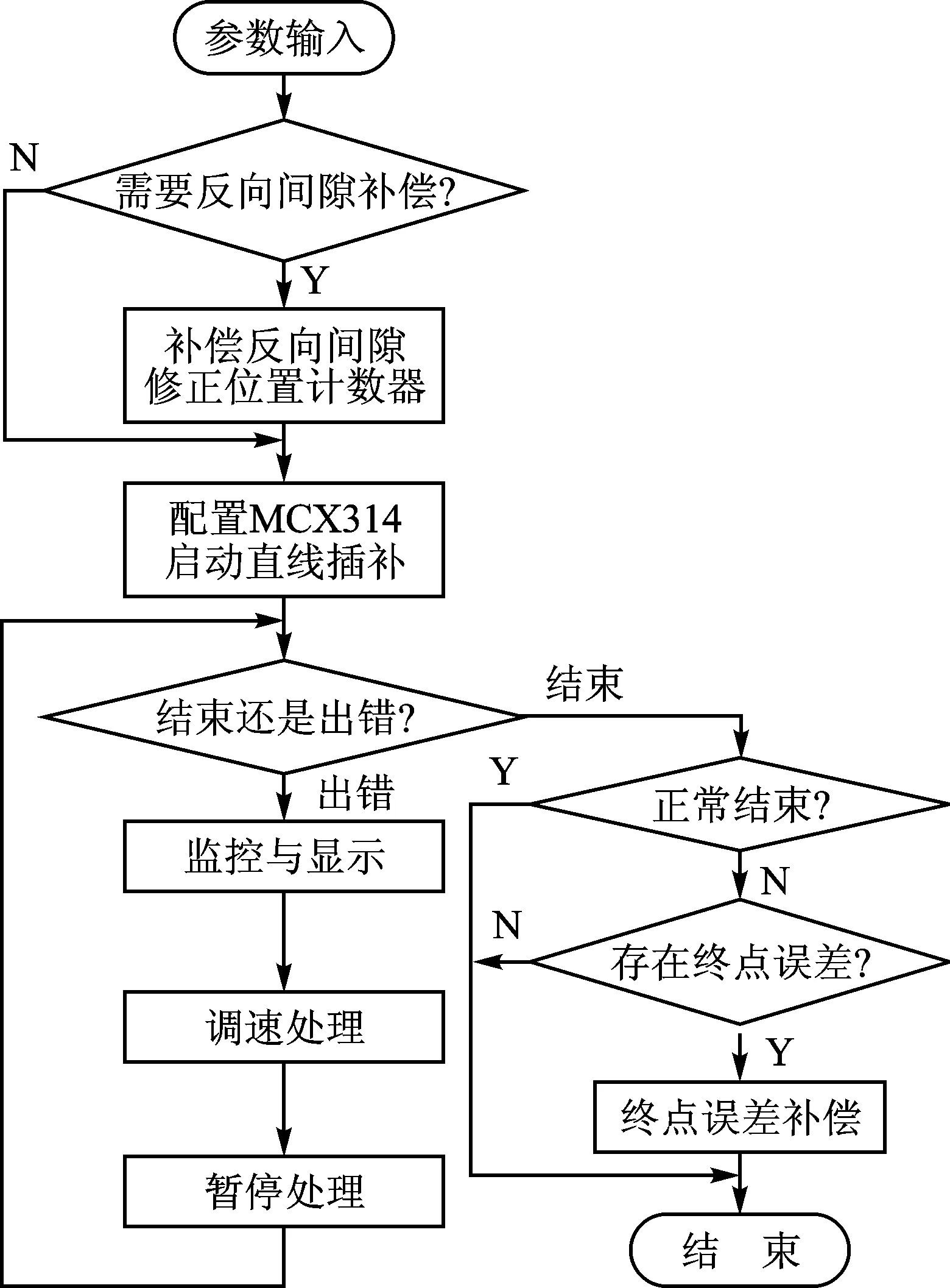
图5 直线插补流程
2.3 喷头驱动模块
喷头驱动模块由PL部分的喷头控制器和硬件电路两部分组成,本设计采用日本柯尼卡公司生产的压电式按需供墨KM1024喷头,单个喷头打印宽度为72 mm,分辨率为360 dpi,喷嘴数量为1024个,发射频率最大为12.8 kHz。本设计使用4个喷头,增加了一次打印幅面宽度,提升了打印效率,其喷头排列结构如图6所示。
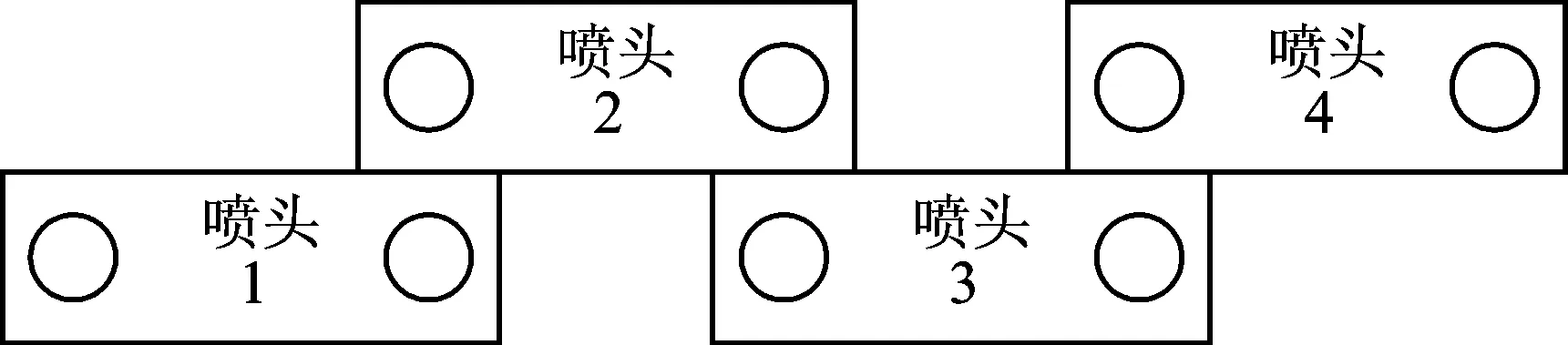
图6 喷头排列结构
(1)喷头控制器设计
喷头控制器由PL部分采用逻辑门实现,产生驱动喷头的时序和将喷印数据发送到喷头。喷头驱动时序如图7所示,数据传输时序如图8所示。
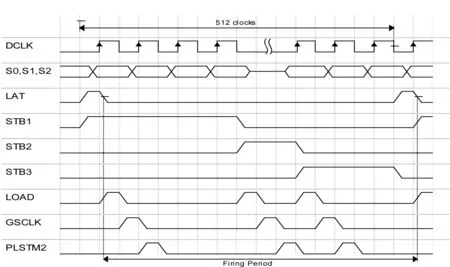
图7 喷头驱动时序
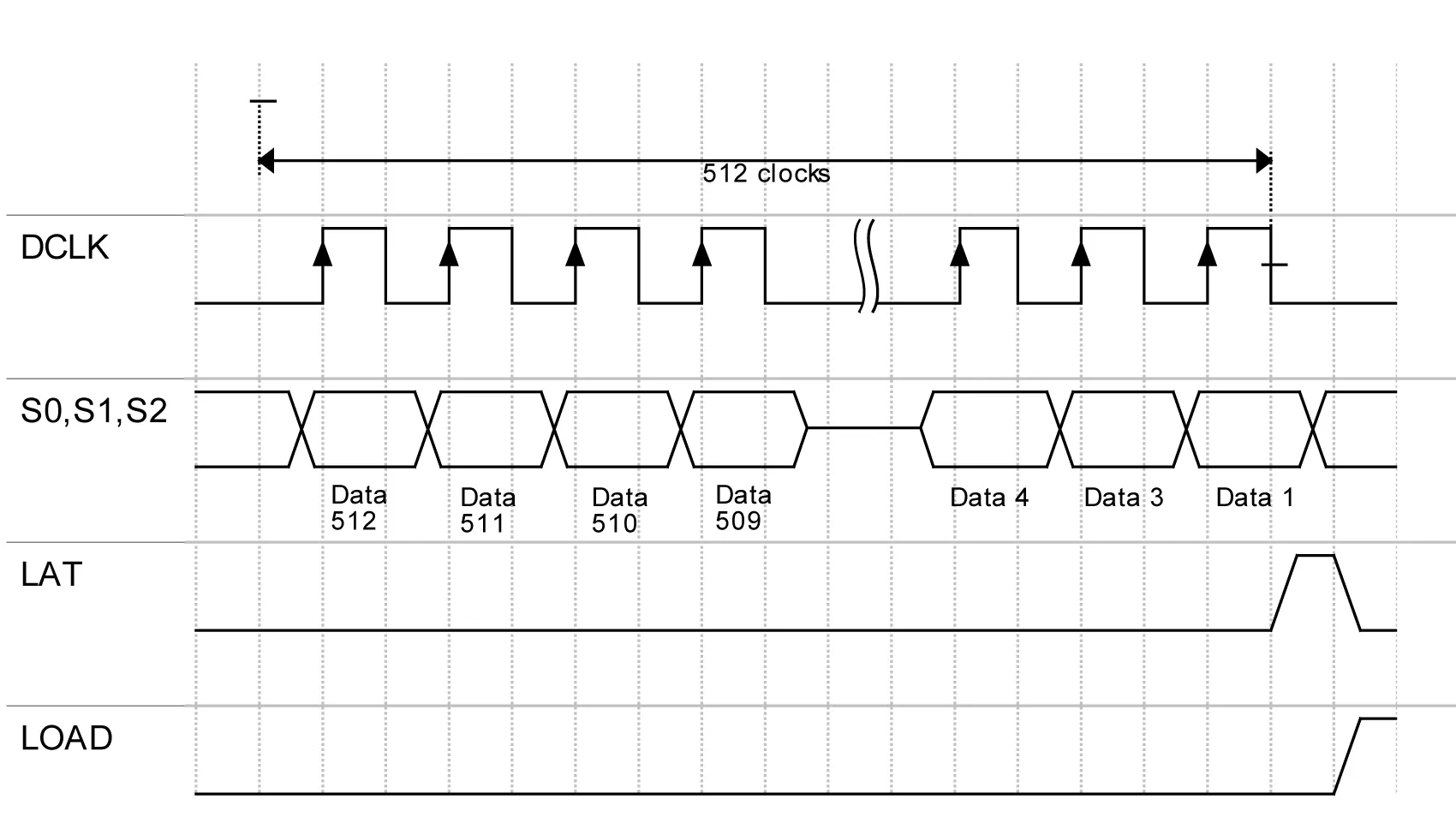
图8 数据传输时序
(2)喷头驱动电路设计
喷头驱动电路用于给喷头提供电源启动顺序,调节工作电压,采集喷头温度、电压,接口示意图如图9所示。
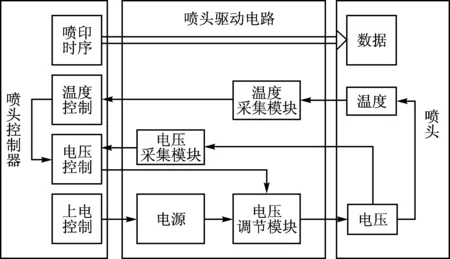
图9 喷头驱动电路接口示意图
柯尼卡KM1024喷头对上电时序有严格要求,其电压有5种类型,分别为控制模块电压Vdd、逻辑接口电压Logic、墨路工作电压VDDA、加热电压VH1、加热电压VH2,电压幅值要求如表1所列。对应上电时序如图10所示。
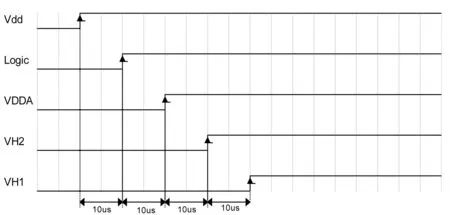
图10 上电时序

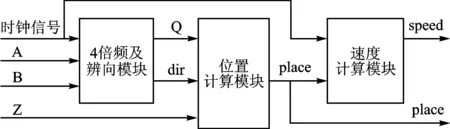
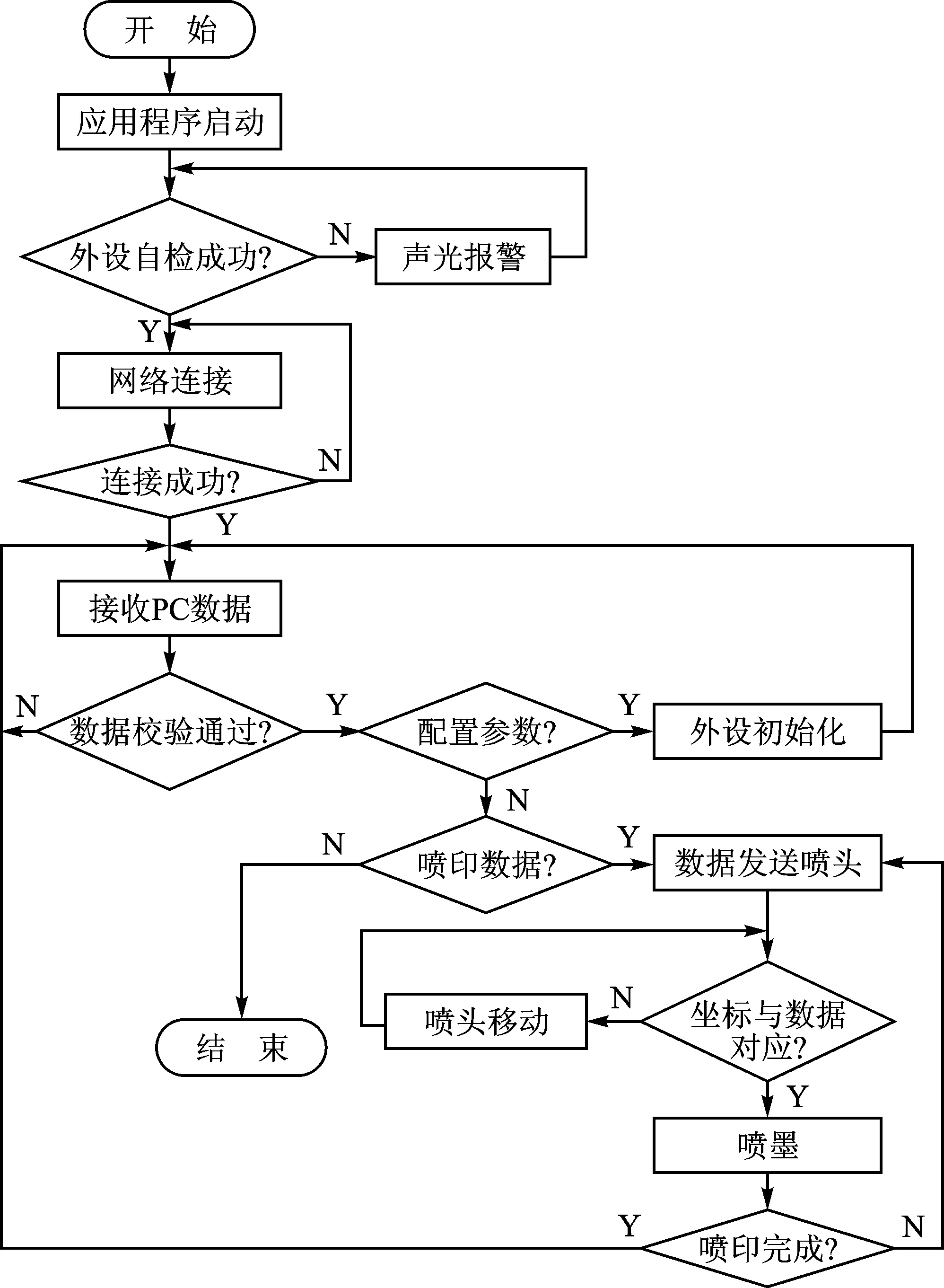
序 号电压类型要求/V1控制模块电压Vdd+3.32逻辑接口电压Logic+3.33墨路工作电压VDDA+244加热电压VH1 本设计X轴使用光栅尺进行闭环控制,提高了定位精度和运行速度的平稳以及图像打印的均匀性和精度。位置速度模块采用ZYNQ的PL部分实现,主要任务包括对光栅尺的脉冲信号进行采集、处理和分析,得到喷头的位置、速度和运动方向信号,然后将这些信号反馈给运动控制器和数据处理模块,使喷头运动与喷墨协同工作,组成一个高速、高精的喷墨控制系统。位置速度模块结构如图11所示。 图11 位置速度模块 4倍频及辨向模块采集光栅尺信号A和信号B,产生4倍频脉冲信号Q,根据A/B两路信号的相位差,计算喷头的移动方向dir。位置计算模块计算喷头的实时位移。速度计算模块计算喷头的运动速度。倍频辨向模块直接处理光栅尺信号,其性能直接影响到整个系统的精度。光栅尺发出A/B脉冲信号,相位差为π/ 2 ,为了提高精度,通常将A/B信号4倍频处理,本设计将4倍频信号命名为Q,每个完整A/B 脉冲信号对应1 μm,每个4倍频脉冲信号对应0.25 μm。 根据设计的硬件结构,在Vivado上搭建系统,ZYNQ的PS核通过AXI总线和I2C总线访问PL部分的IP核,进行数据传输和控制交互。 ZYNQ的PS部分运行Ubuntu Linux操作系统,整个DDR3作为Linux系统的内存。ZYNQ的PL部分采用Verilog编写,两者通过AXI总线进行数据交互。上电后,PS核加载Flash文件到DDR3并启动应用程序,自检外设是否正常,自检完成后启动网络连接,数据通过以太网发送到ZYNQ控制系统并进行数据校验。数据分为配置参数和喷印数据,配置参数用于外设初始化,在喷头运动到相应坐标处后,喷印数据发送给喷头进行喷墨,直至整个图像喷墨完成,软件运行流程如图12所示。 图12 软件运行流程 测试选用印制电路板gbr文件中的丝印层,通过PC机的人机交互软件将gbr文件转换为二进制数据,油墨选用日本太阳的UV固化油墨,设定打印速度为400 mm/min、喷头温度为50 ℃、喷头电压为13.5 V、喷头高度为1.5 mm。参数设定完成后将打印的图像数据发送给ZYNQ喷墨系统,由喷墨系统完成图像打印,丝印层文件如图13所示,喷印效果如图14所示,对比打印图像与原文件,两者在大小和内容上完全一致,且打印图像清晰。 图13 丝印文件 图14 喷印效果图2.4 位置速度模块
3 系统软件设计
4 测试及分析
结 语

猜你喜欢
工程与试验(2022年2期)2022-08-08
商品与质量(2020年53期)2020-11-27
幼儿智力世界(2020年2期)2020-10-26
测控技术(2018年6期)2018-11-25
测控技术(2018年8期)2018-11-25
精密制造与自动化(2018年1期)2018-04-12
现代工业经济和信息化(2016年4期)2016-05-17
当代化工研究(2016年7期)2016-03-20
电子设计工程(2015年8期)2015-02-27
印刷技术·数字印艺(2014年10期)2014-12-26