
浅谈某污水处理厂的工艺调整及节能降耗措施
2019-01-20 02:41熊波
中国新技术新产品 2019年20期
熊波
摘 要:以宁夏回族自治区某新区新建的一座污水处理厂为例,根据园区规划,该新区2015年新建了一座50 000 m?/d(分2组)的市政污水处理厂。由于招商引资未达预期,入驻企业和人口偏少,实际污水收集量不足8 000 m?/d。该文重点论述在低水量、低负荷工况下该污水处理厂在调试期间采取的一些工艺调整特殊措施以及小型技术改造,以最经济的手段确保出水各项指标稳定达标。
关键词:污水处理厂;低水量低负荷工况;工艺调整;技术改造;节能降耗
中图分类号:X799 文献标志码:A
1 设计规模及进出水水质
1.1 设计规模
银川市某新区污水处理厂工程规划总规模为15万m3/d,近期(2013~2015年)设计规模5.0万m3/d,中期(2016~2020 年)设计规模5.0万m3/d,远期(2020~2030年)设计规模5.0万m3/d。该次方案设计为近期工程,建成规模5.0万m3/d。污水处理设施服务范围为:新区产业园北区、某特色小镇,服务总面积约45 km2。
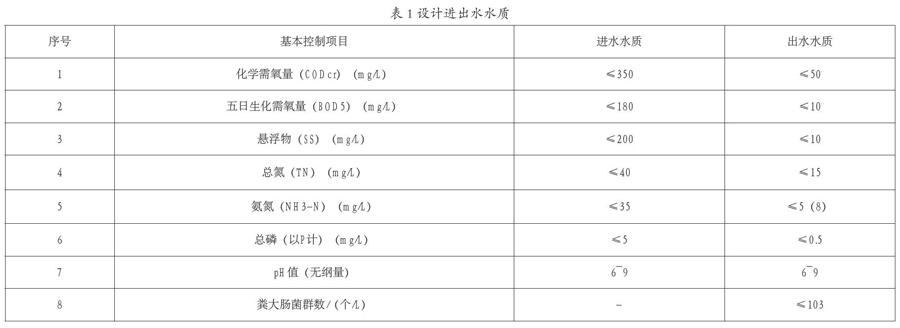
1.2 设计进出水水质
该工程设计进出水水质主要指标见表1。
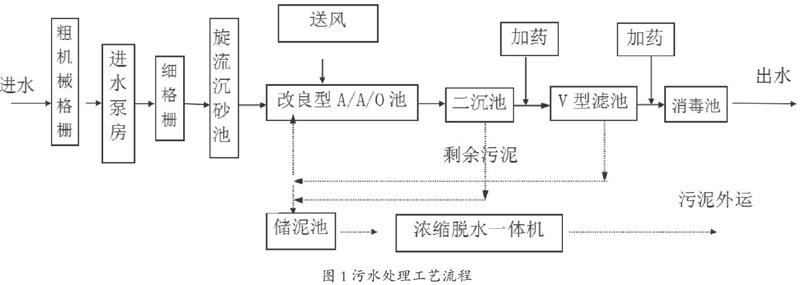
2 污水处理工艺流程
污水处理工艺流程如图1所示。
3 主要构筑物设计及设备
3.1 粗格栅井及提升泵房
土建按远期 15×104 m3/d设计,设备按一期 5×104 m3/d配置。
主要设备如下。
3.1.1 机械格栅除污机
近期 2 套(栅隙 b=20mm)。
3.1.2 提升泵
潜水排污泵2个大泵和2个小泵,其中大泵Q=1 450 m3/h,
H=23 m,N=160 kW;小泵Q=730 m3/h,H=23 m,N=90 kW,各有1 台变频控制。
3.2 细格栅井及旋流沉砂池
细格栅井与沉砂池合建,近期设置 1 座,处理规模为5×104 m3/d。细格栅渠和旋流沉砂池各设 2 组并联。
3.3 改良型AAO池
改良 A/A/O 池土建按照近期规模5×104 m3/d建设,设置2座。改良A/A/O池(单座):平面有效尺寸74.1 m×52.6 m,有效水深5 m,有效容积约19 489 m3,总水力停留时间18.5 h。其中预缺氧段水力停留时间0.5 h,厌氧段水力停留时间1.5 h,缺氧段水力停留时间5.2 h,好氧段水力停留时间 11.3 h。
改良 A/A/O 池(单座):预缺氧段设置1台伞形立式搅拌机,2500,N=5.5kW;厌氧段设置3台伞形立式搅拌机,2500,N=5.5kW;缺氧段设置12台伞形立式搅拌机,1500,N=3.0kW。好氧区设置3台潜水循环泵(2用1备),单台流量 2 100 m 3 /h,扬程1.1 m,功率18.5 kW。
生化池主要设计参数:MLSS=4.0 g/L,BOD5污泥负荷
0.089 kgBOD5/kgMLSS.d、反硝化负荷0.029 kgNO3-N/kgMLSS.d、
好氧池硝化负荷0.016 kgNH3-N/kgMLSS.d。剩余污泥产率1.00 kgMLSS/kgBOD5.d,近期每天约产泥5950kg/d,剩余污泥含水率99.2%,污泥体积744 m3/d。泥龄约 16 d,污泥最大回流比100%、混合液内回流比150%~250%。氣水比7∶1。
3.4 配水井及污泥回流井
近期设置1座,处理规模5×104 m3/d。
主要设备如下。1)污泥回流泵 4用2备,Q=530 m3/h,H=7 m,N=15 kW,2 台变频。2)剩余污泥泵 1用1备,Q=200 m3/h,H=5 m,N=3.7 kW。
3.5 二次沉淀池
近期设置2座,总处理规模5×104 m3/d,单座水量2.5×104 m3/d,采用周进周出沉淀池。池体尺寸:Φ38 m,池深5 m,表面负荷0.92 m3/m2·h。
3.6 V型滤池
滤池总平面尺寸38.85 m×30.35 m,其中滤池深4.2 m,滤池设备、次氯酸钠消毒设备间及配电间高度8.95 m。滤池共分为8格,单格面49.6 m2 ,正常滤速5.25 m/h,强制滤速6 m/h。
主要设备如下。1)立式离心泵3台,2用 1备,Q=790 m3/h,H=10.8 m,N=45 kW。2)罗茨鼓风机2台,1用1备,Q=47.5 m3/min,H=40 kPa,N=55 kW。
3.7 接触消毒池
有效容积为1 600 m3,停留时间为30 min。平面尺寸为30.7m×12.7m,水深为4.5 m。次氯酸钠投加量15 mg/L。
3.8 鼓风机房
主要设备:配置多级离心鼓风机3台,参数如下。
Q=140m3/min,0.7bar,250 kW,1 台变频。
3.9 脱水机房
一期设计污泥量7.6tDS/d,进泥含水率99.2%。高分子有机絮凝剂PAM投加量3 kg/t~5 kg/t干泥,脱水机运行时间16 h/d,脱水泥饼含水率小于80%,泥饼量38 t/d。
主要设备如下。1)污泥离心脱水机:3台,2用1备,Q=30~40m3/h,主机功率N=45 kW,辅机功率N=11 kW。2)污泥切割机:3台,2用1备,Q=40 m3/h,N=3.0kW。3)污泥进料螺杆泵:3台,2用1备,Q=40m3/h,H=30m,N=7.5kW。
4 初期运行情况
该污水处理厂位于新建城区,无排污大户,因此该厂进水量小,进水浓度低。调试初期平均进水量约8 700 m?/d,最低进水量约5 000 m?/d。进水BOD5平均值约48 mg/L,进水TP和TN平均值约10.16 mg/L、32.9 mg/L。通过理论计算得知,实际BOD5污泥负荷0.006kgBOD5/kgMLSS·d,远小于设计值0.089kgBOD5/kgMLSS·d。实际反硝化负荷0.004 kgNO3-N/ kgMLSS·d,小于设计值0.029 kgNO3-N/ kgMLSS·d。尽管采用单组AAO池运行、另一组AAO池备用的模式,但这样的进水条件和污泥负荷仍然产生8种问题。1)活性污泥培养不起来,污泥浓度很难突破2 000 mg/L。2)设备选型过大,能耗、药耗高。该厂设备如提升潜污泵、单机离心鼓风机、内回流泵、外回流泵、离心脱水机以及各加药泵等均按设计能力进行采购和安装,供过于求,控制难度高,电能、药剂消耗量大。3)生化池溶解氧DO和氧化还原电位ORP控制不住。调试初期生化池各工艺段溶解氧值都很高,ORP值始终在0 mV以上,难以形成厌缺氧条件。究其原因主要还是多级离心鼓风机的额定供气量过大(单台140 m?/min),通过变频控制后极限供气量仍有80 m?/min。通过理论计算生化池微生物实际需氧量只要20 m?/min~30 m?/min,空气供应量是需求量的3倍以上。4)活性污泥絮体被曝散,在二沉池沉降性差,出水浑浊。5)污水在市政管网和处理系统中停留时间长,热能损失大,造成生化池水温偏低,冬天最低水温只有7℃。6)反硝化适宜条件多项不达标(电位过高,内部碳源不足,回流量过大),总氮达标十分困难。7)进水总磷高且厌氧区溶解氧高无法释放磷,出水总磷达标难度大。8)污泥缓冲池浓度低,离心机污泥脱水困难。
5 工艺调整对策
面对实际进水水量、负荷远低于设计,设备选型过大等不利情况,为了能以最经济的方式保证出水达标,该项目采取了以下工艺调整手段或小技改。
5.1 调整关键设备能力
5.1.1 新增1 台小功率罗茨鼓风机
在原有3台多级离心鼓风机(功率为250 kW、供气量为140 m?/min)的基础上增加1台功率75 kW,供气能力40 m?/min的罗茨鼓风机以缓解生化池溶解氧降不下来的问题(为了保持污泥悬浮,曝气量不能控制过低)。通过技改并常态使用小功率罗茨鼓风机后,各工艺段DO下降明显,厌氧、缺氧区域所需溶解氧达到要求。同时使用大功率多级离心鼓风机时采用变频、分气模式运行,电机使用效率低,分气浪费大量空气,能耗很高,但使用小功率罗茨鼓风机后不需分气,风机一直在P-Q-H特性曲线高效率区间运行,节能效果十分明显。改造完成前3月份处理水量194 387 t,耗电量158 840 kW·h,电单耗0.817 kW·h/吨水;改造完成后6月份处理水量178 793 t,耗电量114 160 kW·h,电单耗下降到0.639 kW·h/吨水。
5.1.2外回流泵加装变频器,内回流泵间歇运行
实际进水量只有几千吨,但内、外回流泵均按5×104t/d处理规模进行设计和选型,未设置变频器,从而造成内、外回流量过大,回流污泥携带的溶解氧过高,生化池前端形成不了厌氧环境。考虑到除磷还设有“V”型滤池,为缓解这种状况,我们给外回流泵加装变频器,降低了外回流量;内回流采用间歇模式运行。
5.1.3 更换PAC、PAM、次氯酸钠加药泵
加药泵能力普遍偏大,不能精准控制加药且易造成药剂浪费,因此选择将所有加药泵改小至合适的能力。
5.1.4 使用小功率提升泵并加变频器
为了保证提升流量更加均衡,给2台小功率提升泵都安装变频器,将提升流量控制在400 m?/h~500 m?/h。
5.2 更改生化池运行模式
使用小功率鼓风机后,为了使污泥始终处于悬浮状态,曝气量仍较大。我们利用生化系统处理量小、停留时间长的特点,将A2O工艺的常规连续进水、连续曝气方式改为连续进水、间歇曝气方式,先试验曝气2 h沉淀2 h,曝气2 h沉淀1 h,最后确定为曝气1 h沉淀2 h运行模式最佳。
5.3 打大循环
启用2组二沉池,通过配水井将沉淀后污泥回流至另一组备用生化池中;开启厌/缺氧池搅拌器,从缺氧池末端放空阀排空放入厂内污水管网,提升后回到生化系统中。这样操作延长了污泥混合液停留时间并消耗掉所携带的溶解氧,脱除部分NO3-N。
5.4 利用污泥缓冲池降低生化池溶解氧
通过剩余污泥泵抽取污泥混合液至污泥缓冲池,停留一段时间后再排放至集水井重新回到系统,同样能消耗溶解氧。
5.5 补充外部碳源
在缺氧区投加固体葡萄糖,通过理论计算(简易计算方法就是所需脱氮量的5倍)和不断调整,逐步确定葡萄糖投加量为2.4 t/d。
6 调整后运行情况
6.1 运行情况
该项目用了约半年时间进行技术改造和工艺调整,调整后AAO池溶解氧得到控制,厌缺氧区ORP和溶解氧满足使用要求,污泥浓度可控制在3 000 mg/L~5 000 mg/L,生化系统处于一个比较稳定、健康的状态。出水各项指标能够稳定达标,包括之前达标困难的TN和TP指标。
6.2 运行成本
除了出水各项指标稳定达标外,技术改造和工艺调整完成后该项目生产直接成本的电和药剂成本也有显著下降。主要单耗指标如电电耗、PAC单耗、PAM单耗和次氯酸钠单耗调整前依次为0.817 kWh/吨水、161 mg/L、0.26 mg/L和36.9 mg/L,调整后下降为0.34 kW·h/吨水、22 mg/L、0.22 mg/L和9.3 mg/L。
7 结论
在当前的环保形势下,出水达标是任何一家污水处理厂不可逾越的红线;一旦遭遇环保罚款超过10 000元的行政处罚,污水处理厂必将缴纳环境保护税和享受不了增值税减免的政策优惠,巨大的经济损失对于运营企业来说就是灭顶之灾。作为一线的污水处理厂管理人员,我们应该熟知污水处理专业知识,在实践中不断理解理论知识,用理论来指导实际运行。最终我们要以出水稳定达标为首要目的,节能降耗为控制目标,时常诊断污水处理系统脉络,找出问题症结,及时合理地提出工艺调整措施或技术改造方案,以最经济的运行方式来保证出水稳定达标。
参考文献
[1]郑兴灿,李亚新.污水除磷脱氮技术[M].北京:中国建筑工业出版社,1998.
[2]佚名.德國ATV标准ATV-DVWK-A131E.单段活性污泥法污水处理厂设计[M].德国:GFA出版公司,2000.
猜你喜欢
中国盐业(2018年16期)2018-12-23
山东工业技术(2016年15期)2016-12-01
科学与财富(2016年28期)2016-10-14
汽车零部件(2014年5期)2014-12-15
自动化博览(2014年7期)2014-02-28
