大型三瓣式下环的加工制造
2019-01-30 05:56廖俊宁廖世超
中国重型装备 2019年1期
廖俊宁 蒙 波 刘 蕾 廖世超
(二重(德阳)重型装备有限公司,四川618013)
1 产品简介
二重承接了某特大型百万千瓦级电站机组核心铸件三瓣式下环若干套。下环直径约为∅10 m,净重约为90 t,为特大三瓣式下环,该结构设计较整体下环加工难度要大得多。如图1所示。

图1 某大型三瓣式下环Figure 1 A large three-petal lower ring
2 主要技术性能指标
(1)水力型线(过流面)公差为±0.20 mm,粗糙度为Ra1.6 μm。
(2)分瓣面允许局部间隙和焊接钝边错牙≤1 mm,过流面不允许错牙。出厂前尺寸检验时,需进行分瓣面把合,并使用销钉精确定位,以检查分瓣面及过流面尺寸。分瓣面在工地组合,并用销钉定位后把紧,不需矫正。
(3)保证三瓣式下环结合面α角度(见图2)的准确性。
3 技术重、难点分析
3.1 对于直径>∅8 m的大型下环,过流面型线公差±0.20 mm,粗糙度Ra1.6 μm是相当高的要求,较原加工过的同类规格上冠、下环的过流面型线公差、粗糙度提高了一个精度等级,过流面加工是重点,也是难点。
3.2 三瓣式大型下环为国内首次加工,精加后三瓣通过定位销的组装回对,并保证分瓣面的局部间隙和焊接钝边错牙≤1 mm,过流面不允许错牙是工艺重点和难点。
3.3 保证三瓣式下环α结合面。
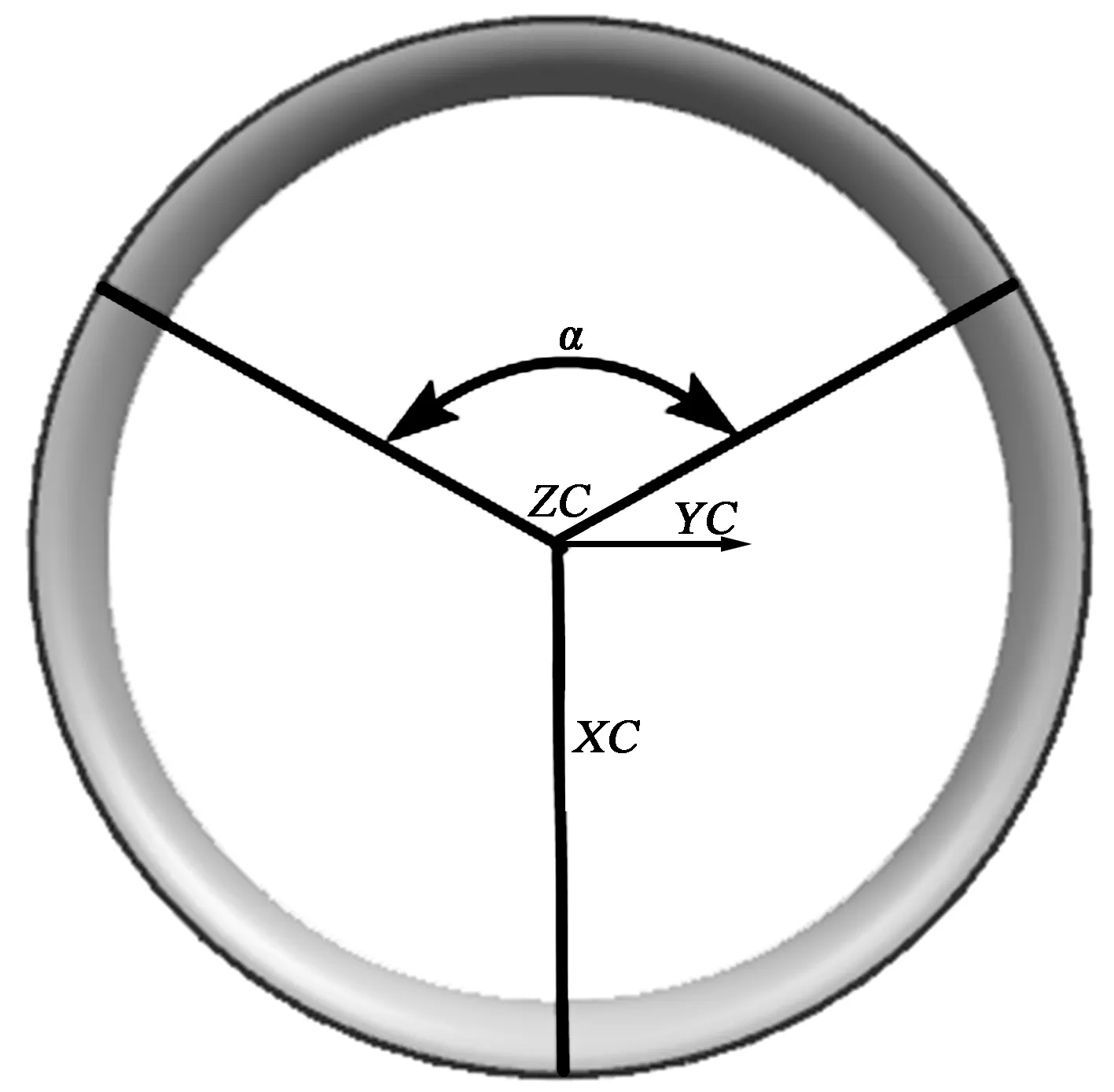
图2 三瓣式下环结合面α角Figure 2 α angle of joint surface of three-petal lower ring
4 加工工艺方案构思及技术难点
4.1 工艺方案构思
三瓣式大型下环,是公司第一次加工,下环是典型的大直径薄壁不锈钢零件,直径约为∅10 m,最薄处壁厚仅70.5 mm,过流面有±0.20 mm的尺寸公差要求,且为分瓣式结构,工艺方案主要考虑消除各加工阶段铸件内部应力、控制变形,特别是精加工阶段,工件内部的组织应力应完全消除,并减小和消除加工应力,因此,工艺方案分粗加工、半精加工、精加工,并穿插一次人工时效,三次自然时效。过流面精加工、下环支撑筋焊接变形控制校正、三瓣组装为工序质量控制点。
4.2 重点工序质量控制点(风控点)
技术难点是重点工序质量控制点(风控点),主要有以下几点:
(1)控制下环精加工过流面型线精度和表面粗糙度。
(2)保证三瓣组装回对,结合面间隙和错边。
(3)下环支撑筋焊接后,控制内外圆变形量。
(4)保证三瓣式乌东德下环α结合面。
5 加工工艺方案
5.1 下环过流面型线精加工
下环过流面是转轮最重要的水力流道表面,为3阶样条曲线,其型线的准确性直接关系到转轮的运转平稳性和发电效率。下环过流面占下环表面积的50%左右。下环过流面精加工掌握3个关键点。
5.1.1 切削参数
下环过流面精加工中切削参数的选择是加工成败的关键之一,线速度选择为v=100 m/min,精光刀ap=0.10 mm,进给量为0.20 mm/r。
5.1.2 刀具选择
下环过流面加工面积大,切削时间长,精光刀平均为30 h~40 h,对刀具的耐磨性、红硬性有较高要求,且刀具需锋利,并具有一定的韧性,为此,精光刀选择某型R8涂层圆刀片。
5.1.3 数控程序和机床基准的确定
下环过流面为3阶样条曲线,为保证数控程序的绝对准确,采用软件编程,U盘拷入,加工前模拟验证。
下环Z基准为大端端面,X基准通过加工工艺基准面设置,一般在卡盘中间适当直径位置,车出基准圆,千分尺准确测量直径,作为X基准,如图3所示。
联检上冠、下环过流面型线偏差在±0.10 mm内,粗糙度为Ra1.2 μm。

图3 下环精加工X基准设置Figure 3 X benchmark setting for lower ring finishing
5.2 三瓣式下环分瓣面间隙、错边的工艺保证
(1)在精加工过程中,需保证三瓣式下环不错位,因加工过程受力比较复杂,为此,采用不锈钢焊块刚性联接。
(2)在三瓣的焊接坡口均加工合格后,将下环上∅12.5 m立车组装回对,分瓣面间隙及错边检查合格后,将用定位销、螺栓成组把合好的联结法兰焊接在下环上,自检合格后联检。
经以上工艺措施处理,分瓣面间隙及焊接坡口钝边错位在0.50 mm范围内(技术协议要求≤1 mm),过流面没有错边。
5.3α结合面位置和角度的保证
乌东德下环为三瓣α拼接而成,必须保证每半的结合面位置和角度。
5.3.1 结合面位置的保证
在立车上精车后,实测大端外圆直径值,记录,报给技术组。根据大端外圆实测直径在数控镗上换算为弦长,通过弦长控制结合面位置。
5.3.2 结合面α角度的保证
大端朝下,数控镗一次装卡,用万向铣头完成两侧α结合面的加工。首先,用800 mm×800 mm大理石检验平尺,打表准确找出α角,然后通过刻度将万向铣头搬到α(粗略),再以大理石检验平尺为基准,打表,精调万向铣头到准确的α。
6 结论
三瓣式大型下环为全新设计结构,通过以上工艺措施,解决了结合面间隙、错边、过流面型线精度、表面粗糙度和变形等关键技术问题,产品加工后完全满足图纸设计要求,并一次性通过三方联检。
猜你喜欢
农业工程学报(2022年7期)2022-07-09
北京航空航天大学学报(2020年3期)2021-01-14
东北电力技术(2020年8期)2020-10-27
湖北农机化(2020年15期)2020-10-13
水利规划与设计(2020年1期)2020-05-25
教练机(2018年1期)2018-05-09
科学与财富(2017年27期)2017-10-17
科技资讯(2016年28期)2017-02-28
电子制作(2017年19期)2017-02-02
小溪流(画刊)(2016年11期)2017-01-05