
光学玻璃亚表面损伤深度预测及实验研究
2019-02-21 09:32高睿姜晨严广和张勇斌
光学仪器 2019年5期
高睿 姜晨 严广和 张勇斌

摘要:为了进一步揭示超声振动辅助磨削加工机理,建立了超声振动辅助磨削亚表面损伤深度与断裂韧性的预测模型,设计几何形状随机的单颗磨粒超声振动压痕实验和超声振动辅助磨削实验,调查两种情况下K9光学玻璃压痕变形区域形貌特征,提出一种适用于超声振动和非超声振动两种加载条件的等效断裂韧性计算方法,并通过超声振动辅助磨削实验来验证预测模型的可靠性。实验结果表明,超声振动可以有效增加K9光学玻璃抵抗断裂的能力,降低亚表面损伤程度,且预测模型与实验结果具有良好的一致性。
关键词:光学玻璃;亚表面损伤;单颗磨粒
中图分类号:TH16 文献标志码:A
引言
近些年,光学玻璃因其稳定的物理化学性能、高硬度等独特的优势,广泛应用于工业、航空航天、军事等领域。但光学玻璃的断裂韧性低,在加工过程中易在表面及亚表面层产生微裂纹、崩碎等缺陷,这直接缩短了光学玻璃的使用寿命。研究光学玻璃的亚表面损伤并针对其深度建立有效的预测模型,对其高效和精密加工具有重要的意义。向勇基于压痕断裂力学对微晶玻璃研磨加工亚表面损伤深度进行了预测,理论值和预测值误差控制在5.56%以内。Li等通过Lambropoulos的中位裂纹长度模型进行了进一步演变,得出亚表面损伤深度与工件表面粗糙度,指出亚表面损伤深度与表面粗糙度之间应该呈非线性关系。Xiao等同样建立了关于亚表面损伤深度与工件表面粗糙度的理论模型。
目前关于光学玻璃亚表面损伤的研究多集中于普通磨削加工方面,而关于超声振动辅助磨削亚表面损伤的研究有待于进一步完善。本文以K9光学玻璃作为研究对象,首先建立了适用于超声振动辅助磨削条件下K9玻璃亚表面损伤深度与断裂韧性的预测模型,然后基于单颗磨粒压痕实验提出一种适用于超声振动和非超声振动两种加载条件的等效断裂韧性计算方法,随后展开超声振动压痕和超声振动辅助磨削实验,实验结果验证了模型的可靠性。
1亚表面损伤深度预测模型
根据Li等的研究得出,亚表面损伤深度(SSD)与表面粗糙度之间应该是非线性关系,可表示为
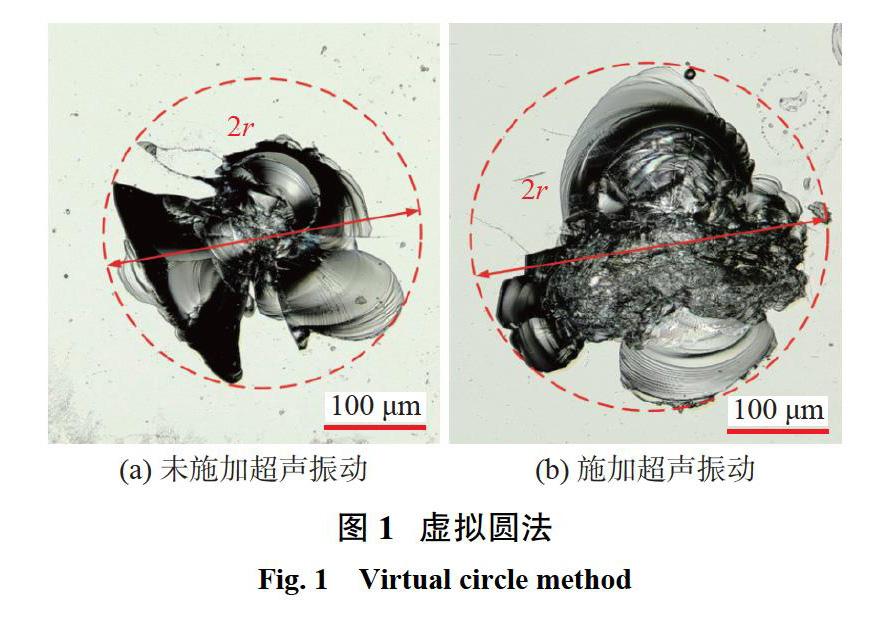
式(5)所示断裂韧性计算方法仅适用于具有对称性的标准维氏压痕变形区域,但光学玻璃在磨削加工过程中大多选用金刚石砂轮,而金刚石砂轮磨粒是几何形状随机的磨粒。在几何形状随机的单颗金刚石磨粒压痕实验中压痕变形区域形貌表现出极大的随机性和不对称性,尤其在施加超声振动条件时压痕变形区域形貌特征更多地表现出划擦和耕犁效果。为了通过几何形状随机的单颗金刚石磨粒压痕区域计算出光学玻璃断裂韧性,在压痕变形区域周围画一虚拟圆,此虚拟圆可以包含整个变形区域,且直径等于整个变形区域内部最长线段的长度。该圆的半径被定义为压痕变形区域的等效特征半径r,用来代替特征半径d反映压痕变形区域的几何性质,如图1所示。
计算出的断裂韧性称为等效断裂韧性KEIC,可表示为
3实验
3.1超声振动单颗磨粒压痕实验
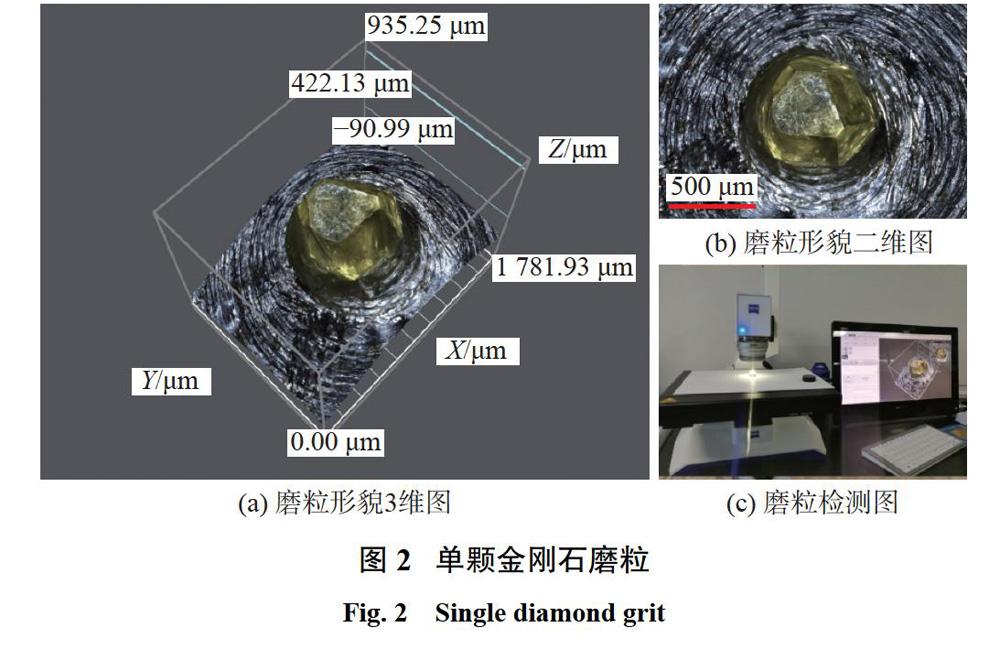
实验的操作平台为德国Schleifring公司制造的超精密数控平面磨床,磨床型号是K-T48P,压痕对象为K9光学玻璃(工件尺寸:15mmxl5mmx5mm),选择磨粒粒度为30/40目、尺寸为425~600um的几何形状随机的单颗金刚石磨粒。图2为Zeiss光学显微镜下的金刚石磨粒形貌。选用几何形状随机的单颗金刚石磨粒不但可以研究压痕变形区域存在的一般特性,还可以更好地模拟实际磨削加工中砂轮表面随机磨粒对材料的去除过程。
实验装置和装置示意图分别如图3(a)、3㈣所示,Kistler-9257B压电陶瓷式三向测力传感器通过磁力吸附在Schleifring超精密數控平面磨床的工作台上,用于采集压痕过程中每一时刻的力信号数据,并采用计算机上的DynoWare软件对力信号进行记录保存和数据处理;超声振动发生设备通过内六角螺钉固定在力传感器上,提供水平x轴方向的一维超声振动;K9光学玻璃用石蜡粘贴在超声振动发生设备前端的变幅杆上,保证其表面平整;几何形状随机的单颗金刚石磨粒用A/B胶粘贴在金刚石磨粒夹具的底端;实验时分成未施加超声振动条件下加载和施加超声振动条件下加载两个对比组,完成对刀后,通过y轴方向施加进给来达到预定进给深度,压头在下压过程中保持匀速并在达到指定进给深度后停止进给,保持10 s后卸载;其他重要实验参数如表1所示。
3.2超声振动辅助磨削实验
实验的操作平台同样为德国schleifring公司制造的超精密数控平面磨床。磨削实验所用工件与压痕实验所用工件保持一致,为K9光学玻璃。针对其高硬脆性,磨削实验选择金刚石砂轮,砂轮粒度为40um,砂轮直径为300mm,砂轮宽度为30mm。实验过程中所用磨削冷却液为水溶性研磨油CG-50P,其体积分数为4%,采用单喷嘴供液法。磨削实验装置如图4所示,K9光学玻璃的粘贴方法、Kistler-9257B压电陶瓷式三向测力传感器和一维超声振动装置的安装位置及作用与上述压痕实验一致,超声振动辅助磨削实验其他参数如表2所示。
实验后使用石蜡专用清洗剂清洗工件表面石蜡残余物,用去离子水在超声波清洗设备中冲洗整个工件表面,置于通风处晾干后,利用Zeiss光学显微镜测量工件表面微观数据用于分析。
4实验数据及分析
4.1等效断裂韧性
如表3和表4所示,根据等效断裂韧性计算公式【式(6)】分别计算出施加超声振动和未施加超声振动条件下的等效断裂韧性。已知通过式(5)计算出的标准维氏压痕实验所得K9光学玻璃标准断裂韧性数值和未施加超声振动条件下几何形状随机的单颗金刚石磨粒压痕实验所得等效断裂韧性数值分别为0.831MPa·m1/2和0.819 MPa·m-1/2,二者的数值非常接近,只有1.5%的差异,这说明所提出的等效断裂韧性计算方法具有一定的可行眭。而施加超声振动条件下,等效断裂韧性增加至1.352MPa·m-1/2,这说明K9光学玻璃在施加超声振动情况下抵抗裂纹扩展的能力增加,能够获得更好的加工表面和亚表面。
4.2亚表面损伤深度
在磨削过程中,由于砂轮上尖锐金刚石磨粒的作用,在K9光学玻璃加工表面下方会产生亚表面裂纹。对上述进行的一系列施加超声振动和未施加超声振动条件下磨削实验所用K9光学玻璃,通过磁流变斑点抛光法测量其亚表面损伤深度。使用磁流变抛光装置抛光得到一个长度为2 cm、深度为100 um的斑点。将抛光后的工件置于体积分数为1%HF溶液中5 min,然后用丙酮、乙醇和蒸馏水在超声波清洗器中清洗,使用TaylorHobson轮廓仪测量该点轮廓并得到亚表面损伤深度数值。在光学显微镜500倍放大倍率下观察工件抛光斑点的磨削表面和抛光表面。工件上6个观察点的亚表面损伤深度取平均值,获得每个工件在磨削中产生的实际亚表面损伤深度。测量出两种加载条件下K9光学玻璃超声振动辅助磨削实验的亚表面损伤深度数值,如图5所示。通过图中的数值变化折线可以看出,超声振动有效降低了磨削过程中工件的亚表面损伤深度,其结果与超声振动辅助磨削亚表面损伤深度预测模型具有良好的一致性。
5结论
基于几何形状随机的单颗磨粒压痕实验,提出一种适用于超声振动和非超声振动两种加载条件的等效断裂韧性计算方法,并建立适用于超声振动辅助的磨削亚表面损伤深度预测模型,预测模型结果与实验结果具有良好的一致性。
通过超声振动辅助磨削实验发现,施加超声振动可以有效增加K9光学玻璃抵抗断裂的能力,且有效降低了亚表面损伤程度。
