数控加工工艺分析
2019-03-14 07:23蒋丽
时代农机 2019年1期
蒋 丽
(江苏省常州市建东职业技术学院,江苏 常州 213022)
随着我国机械行业的飞速发展、自动化技术越来越普及,许多企业都大量地引进了数控加工设备,提高产品的加工质量和生产效率。零件的加工质量、加工效率,不仅与数控机床的精度相关,还与数控加工中的工艺设计密切相关。因此,在使用数控机床进行机械零件的加工时,要充分考虑工艺设计对零件加工质量和生产效率的影响。
1 分析零件图
普通机床的工人劳动强度大,加工效率低,尤其对于批量加工的零部件,精度要求较高时,普通机床很难实现。
对零件图进行分析、研究,尤其对结构复杂的零件,选择其中需要进行数控加工的内容,解决难题、提高生产效率,充分发挥数控加工的优势。
2 工序的划分、拟定合理的加工路线
工序的划分和加工路线的拟定直接关系到数控机床的使用效率、加工精度和经济效益等问题,应尽可能集中,通常粗、精加工在一次装夹中完成,除考虑常规的工艺要求外,还应考虑下列因素:
(1)工步的安排要遵循由粗到精的原则。
(2)进行轮廓加工时尽量采用圆弧切入、圆弧切出的方式,尽量少采用直线进退刀的方式。
(3)保证精度:粗、精加工应分开进行。
(4)在加工过程中,应尽量减少换刀的次数,可以节省时间,同时应减少空行程,以最短的路线到达各加工部位,提高加工效率。
(5)划分工序:制定先面后孔、先简单再复杂的加工工序,包括车端面、车位轮廓、车螺纹、倒角、镗内孔等工序。
3 选择刀具、确定切削用量
刀具和切削用量的选择,决定了零件的加工质量和加工效率。数控机床主轴转速的调节范围远远高于普通的机床,所以对数控加工的刀具有更高的要求。
粗加工时选择刚性较好的刀具,以去除余量为主,也可选用精加工淘汰下来的刀具,节省开支;半精加工、精加工是选择耐用度高、精度较高的刀具,保证零件的加工精度。根据被加工零件的要求,可以设计一些专用的刀具。使用加工中心刀库,刀具安装时应考虑刀库的平衡,因为每把刀具的重量不同。切削用量的选择,应在机床的允许范围内选取,同时考虑刀具的耐用度,机床、夹具的刚性和材料的硬度等因素。一般在粗加工时,可选用较大的切削深度和进给速度,精加工时选取较高的转速、较小的切削深度和进给速度,保证粗糙度。
4 选择工艺装备
4.1 刀具的选择
数控加工费用高,为提高经济效益,数控刀具的类型、规格和精度等级应能够满足加工要求,一般应遵循以下几个原则:①尽量选用硬质合金刀具,合理选择刀具的几何参数,提高切削性能;刀具应具有能够承受高速切削和强力切削的性能。②刀具必须具有较高的精度。要保证数控加工中不会发生刀具意外损伤及潜在缺陷而影响到加工的顺利进行,要求刀具必须具有很好的可靠性及较强的适应性。无论在粗加工或精加工中,都应具有比普通机床加工所用刀具更高的耐用度,尽量减少更换或修磨刀具及对刀的次数,从而提高数控机床的加工效率和保证加工质量。③断屑及排屑性能好。数控加工中,断屑和排屑不像普通机床加工那样能及时由人工处理,切屑易缠绕在刀具和工件上,会损坏刀具和划伤工件已加工表面,甚至会发生伤人和设备事故,影响加工质量和机床的安全运行,所以要求刀具具有较好的断屑和排屑性能。
4.2 夹具的选择
当小批量零件加工时,尽可能地选用组合夹具、通用化和标准化的夹具。当加工零件批量大或者比较稳定时,可以设计成专用夹具,减少前期准备的时间,提高生产效率。
4.3 量具的选择
一般选用通用量具,如游标卡尺、千分尺等,量具的精度要和加工零件要求的尺寸精度相匹配。
5 图样尺寸的标注
设计人员在标注尺寸时候,常常会用局部分散的尺寸标注方法,这样一来便于编程,二来又有利于尺寸间的计算和相互协调。
编程原点作为编程坐标的起始点和终止点,它的正确选择直接影响到零件的加工精度和坐标点的计算,在选择编程原点时应注意以下几个原则:
(1)编程原点。
(2)编程原点的选择应有利于编程和坐标点的计算简便。
(3)编程原点所引起的加工误差应最小。
(4)编程原点应设置在容易找出的位置,而且也要便于测量。
6 选择正确的切削加工方式、使用高效刀具
不同的铣削方法,得到的零件的表面粗糙度也不同。一般精加工时应采用顺铣的切削方式,有利于提高零件的表面质量。
为充分发挥数控机床的性能,提高零件加工的表面质量,应选择高强度、高耐用度的刀具。平面铣削时,可选用多面硬质合金的铣刀或立铣刀;当加工余量较小且表面质量要求较高时,可选用立方氮化硼复合刀片的端铣刀或镶陶瓷刀片的端铣刀。
7 实 例
图1和图2所示,加工毛坯为150mm×120mm×25mm和150mm×120mm×20 mm的零件,试进行工艺分析。

图1
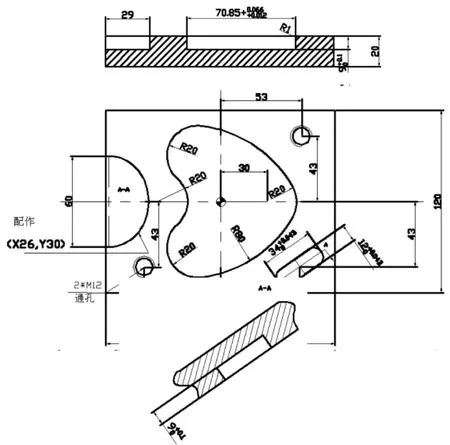
图2
加工该零件时,需要注意件2是相配的零件,加工前确定加工工件的内外轮廓时所允许的刀具最大直径,避免产生干涉。选用较小的铣刀加工时,由于刚性不足,切削用量的设置也应该相应降低。
7.1 件1
根据件1的形状特征分析,件1需要在加工中心上完成轮廓的加工。150mm×120mm的毛坯尺寸已经符合要求,不需要再进行加工。工件在安装过程中,要注意放在平口钳口中间位置。工件高出钳口,保证加工深度,大约高出10mm。工件必须用百分表进行平行度、垂直度的效验。毛坯材料确定为45#钢,可以选择硬质合金类的刀具。
(1)通过计算,选择Φ16 mm的铣刀加工外轮廓,选择刀具起刀点、拟定的加工路线和退刀点的选择要避免与工件的其它轮廓发生干涉。修改刀具的半径补偿值,单边留0.15mm的余量进行最后的精加工。在精加工时,尺寸最好做到中间公差,避免刀具或机床本身存在误差。
(2)内轮廓加工。 椭圆形内轮廓与薄壁之间的距离只有4 mm左右,为了保证尺寸,避免发生干涉,所以选择直径Φ3mm的立铣刀进行分层切削。Φ10的通孔作为工艺孔,选择Φ9.8的麻花钻先进行钻孔,以孔的中心为起刀和退刀点,铣内轮廓为了保证壁厚0.78mm可更改刀补加工。
(3)加工椭圆形轮廓。加工椭圆形轮廓之前需要将刀补修改好,否则可能会造成零件的报废。选用立铣刀进行加工。
(4)Φ10 mm和Φ26 mm孔加工。Φ10 mm的通孔已经用Φ9.8 mm的麻花钻进行粗加工,Φ26 mm的沉孔要求比较高,直径、深度和粗糙度都有要求,所以沉孔的加工分为两步:先粗铣后精镗。加工完后采用Φ10h7的铰刀对通孔进行铰孔,铰孔时要注意进给的速度和冷却液的浇注。
(5)2~Φ12mm通孔的加工。从视图可以看出此孔需要进行R3倒圆角加工,可以用Φ10 mm的平底刀编辑倒圆角宏程序进行加工,后再用Φ12h7的铰刀对孔进行铰削。
7.2 刀具参数表
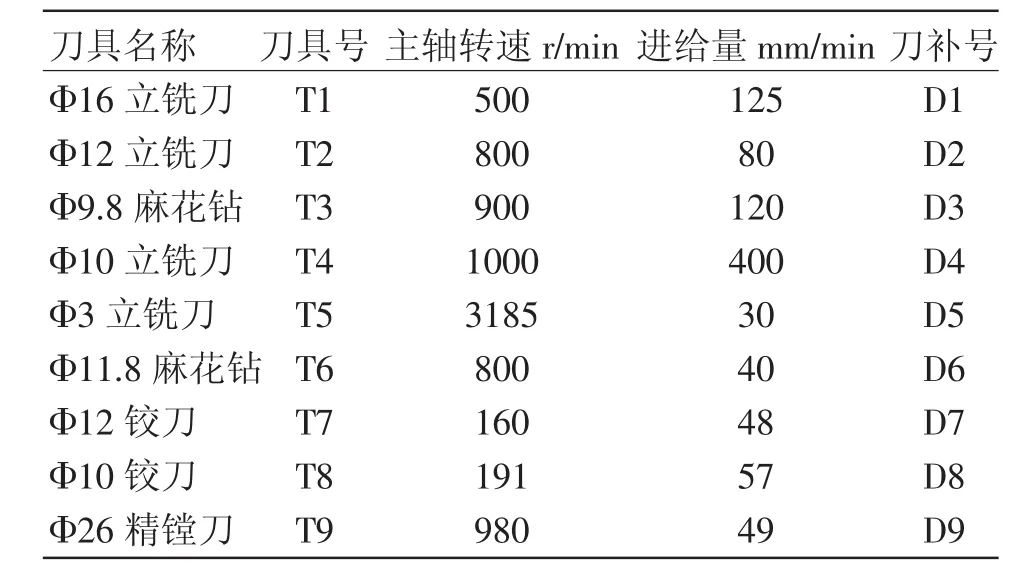
表1 选用刀具及其切削用量参数
7.3 件2的分析
件2的毛坯已经符合加工的要求,在安装之前,尽量把工件安装在平口钳口的中间位置。装夹时,钳口内垫上合适高度的高精度平行垫铁,等毛坯调整好后将毛坯夹紧再取出垫铁。
(1)加工三个内轮廓。加工中间的“心”型 凹槽时要注意,可以以工件的基准点为起刀点和退刀点,切入点选择时要慎重否则很容易造成过切。选择两个圆弧之间的切点为刀具的起刀点。选择Φ18的键槽铣刀进行粗加工,再使用同一把刀具对椭圆凹槽进行粗加工,选择G41刀补时切入点为(X-30,Y-75)。最后对键形凹槽粗加工时根据凹槽的最小圆弧选择Φ8的键槽铣刀加工,注意:刀具在深度方向进给时选择较小的进给量。
(2)轮廓的精加工。进行所有轮廓的精加工时可使用统一的刀具,根据键形凹槽的最小圆弧选择Φ8的立铣刀,在加工“心”形凹槽时还要对边角进行倒圆角,精加工时尺寸尽量作中差。
(3)2×M12螺纹孔。加工螺纹最重要的是麻花钻、倒角钻、丝锥的选择,根据查表M12的螺距为1.75 mm,计算得麻花钻的直径为10.25 mm,根据查表可选择10.2 mm的麻花钻钻孔,再使用Φ12的扩孔钻代替倒角钻对所钻的孔进行倒角,最后使用M12的丝锥攻丝。
7.4 刀具参数表

表2 选用刀具及其切削用量参数
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年8期)2018-10-09
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年3期)2017-06-23
中国市场(2016年45期)2016-05-17
科教导刊·电子版(2016年2期)2016-03-12