中频电阻焊接技术在钢筋笼滚焊机上的应用
2019-03-15 01:37陆杰建华建材中国有限公司江苏镇江212000
建材发展导向 2019年4期
陆杰(建华建材(中国)有限公司 江苏 镇江 212000)
0 引言
钢筋笼滚焊机是在多根钢筋上呈螺旋状缠绕钢丝,并进行焊接的机器。传统的钢筋笼焊接方式,是使用工频电阻焊机来进行焊接。
1 中频焊接技术原理
中频电阻焊机是近年来较受推广的节能项目,工作原理如图1所示,电网输入的三相交流电经桥式整流和滤波后得到较平稳的直流电,经逆变器逆变产生中频交流电(1000Hz),再向阻焊变压器馈电,阻焊变压器二次输出的低压交流电经单相全波整流后产生脉动很小的直流电用于焊接。
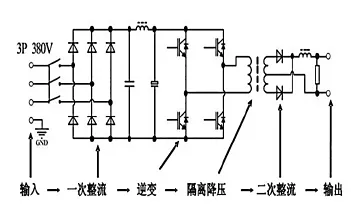
图1 中频电阻焊接技术原理图
2 中频电阻焊接和工频电阻焊接的对比
传统的钢筋笼滚焊机使用的是工频电阻焊机,通过交流控制系统及变压器进行焊接,能适合大多数的低碳钢类焊接需要,尤其在焊接较大的工件时更能显示独特的优势。但是工频电阻焊机的焊接电流在每周期(20ms)有2次过零,在此期间,焊接区不仅没有得到电流加热,而且散热过程还在继续进行,零电流的时间可能超过预定焊接时间的50%以上,热量损失严重。而中频电阻焊机工作频率为1000HZ。其最小调节周期只有1ms,输出的是纹波极小的直流电流,没有过零效应。焊接速度快,质量相对较高。
参照以上特点,中频电阻焊接技术是针对钢筋笼焊接节能的适用技术,具有节能、可靠等特点。结合生产实际情况,中频电阻焊接技术若应用于钢筋笼滚焊机上存在一定的节能空间。
3 应用背景
传统管桩行业,钢筋笼滚焊是生产过程中必不可少的工艺,主筋和螺旋筋之间采用普通工频电阻焊机进行焊接。从焊接类型来说,存在节能改造空间。根据现场测量到的电流特性(见图2),能够直观的看到,焊接过程中损耗较大。

图2 工频电阻焊机输出的电流波形图
4 钢筋笼滚焊机节能改造
改造前,某管桩厂K车间1#滚焊机的焊接方式为可控硅移相控制工频电阻焊机进行焊接,该焊接方式经常出现电流波动大、可控硅击穿、爆熔断器等故障现象,影响安全运行。改造后,钢筋笼滚焊机更换为中频电阻焊接。为了保证焊接质量,增加了1台3kW工业冷水机,用于冷却中频电源和焊机。在电气方面,增加了滚焊机自动控制系统。自动控制系统具有电流监控、时间监控、电极诊断、焊点计数和故障显示等功能,而且电流可以任意编程,可根据工艺需要实现各种波形的电流控制,如图3所示。设备运行比较稳定。

图3 中频电阻焊机间断焊接输出电流波形
4.1 节能效果对比
改造前对K车间1#钢筋笼滚焊机加装了电度表,统计改造前、后的用电情况,以此比较节能效果;2018年3月~2018年5月期间,抽取焊接同样规格的钢筋笼,耗能进行对比见表1。
由表1可知,改造后的钢筋笼滚焊机比未改造前,同样焊接100根16×Φ10.7mm*15M的钢筋笼,所耗电下降229kw.h-158kw.h=71kw.h;
节能:71kw.h÷229kw.h≈31%
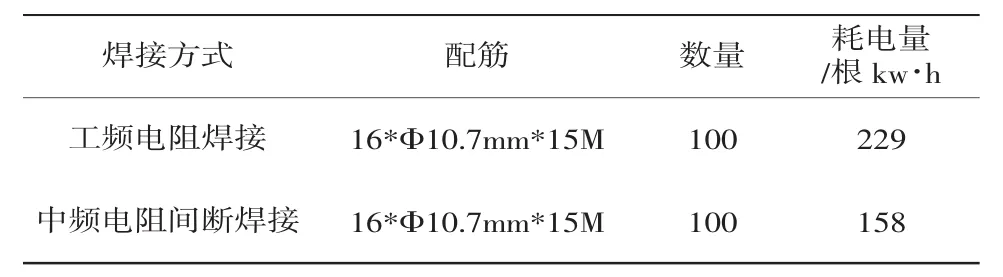
表1 1#滚焊机改造前后用电量对比表
5 结语
目前,中频逆变直流焊机有空冷和水冷两种冷却方式。对于功率较大的钢筋笼滚焊机(300KVA)需要采用水冷方式;因为随着滚焊机连续焊接,焊机的温度会升高,为了保证冷却效果,建议加装3KW以上的工业水冷机。
中频电阻焊接技术应用于钢筋笼滚焊机,达到了控制节能的目的,且设备运行较为可靠,能够满足系统正常运行的需要。从长期的运行角度考虑,中频电阻焊接技术能为管桩厂带来明显效益,在钢筋笼滚焊机的应用和改造将会取得更大的突破和发展。
猜你喜欢
小哥白尼(趣味科学)(2021年4期)2021-07-28
电子制作(2017年8期)2017-06-05
现代工业经济和信息化(2016年22期)2016-08-23
通信电源技术(2016年1期)2016-04-16
电测与仪表(2016年16期)2016-04-12
焊接(2016年1期)2016-02-27
新高考·高一物理(2015年6期)2015-09-28
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26