
沥青路面双层摊铺平整度的影响因素及控制要点
2019-04-16 05:50刘宇中铁十七局集团第一工程有限公司山东青岛266500
中国房地产业 2019年1期
文/刘宇 中铁十七局集团第一工程有限公司 山东青岛 266500
双层摊铺是同时摊铺上、中两层沥青混合料,并一体实施碾压作业。该工艺最显著的特点是两层骨料相互挤嵌与融合,从而形成了一个较为统一的复合式双层路面结构层,不仅节约了大量的层间粘结材料,提高了层间的粘结性能,而且拥有了足够有效的压实时间,合理缩短了施工周期。然而,双层摊铺与传统摊铺相比,减少了一次控制平整度的机会,这也为平整度的控制带来了一定的难度。对此,在实际的施工过程中,必须确保路面各结构层的平整度符合相关标准要求。
1、沥青路面双层摊铺平整度的影响因素
1.1 基层平整度
路面平整度主要是各个结构层平整度累加后的综合反映,并且基层的平整度控制不好将会直接表现在上面层。而从平整度传递机理可知,路面平整度除了受到结构层自身平整度的影响外,还会受到下承层以及松铺层的平整度影响,并且随着不平整性的逐渐传递,会由土基传递至基层并会由于压实的差异而导致不平整性出现叠加。因此,必须加大对双层摊铺基层平整度的控制,并严格按照相关质量控制标准进行检查验收。
1.2 摊铺机性能
通常,双层摊铺设备的组成相比传统摊铺设备更加复杂,这也使得全套设备的基础总重以及工作质量都较大。并且,由于上层料斗的重心位置较高,致使在进行摊铺作业的过程中,工作质量以及摊铺设备的整体重心会随着料斗内混合料的变化而发生改变。这就会在一定程度上对摊铺机的行驶速度、摊铺厚度以及仰角的稳定性等产生影响。而摊铺机发生失稳必然会导致预压密实度发生改变,从而影响最终压实厚度,并直接导致路面的平整度降低。
1.3 碾压设备及工艺控制
压实作业作为路面铺筑的最后一道工序,其作业质量的好坏直接决定着沥青路面的平整度与使用寿命。而在进行双层摊铺作业时,由于两层混合料同时摊铺发生叠加,此时会产生一个较大厚度的混合料叠层,从而导致压实难度增加。因此,在上、中面层的摊铺施工时,为了达到压实效果,应严格控制摊铺速度与碾压速度,并根据路面摊铺宽度配备合适数量的压路机,同时严格按照相关工艺要求进行碾压施工,确保碾压的均匀性,从而获得良好的路面平整度。
1.4 拌和站生产能力
由于双层摊铺是上、中面层同时不间断进行供料摊铺,因此,整个摊铺过程极易受到拌和站的拌和能力、两种混合料配比、运输能力等多种因素的影响。如若双层摊铺作业因为供料不足而变慢速度或停止摊铺,必然需要由技术人员对摊铺设备的摊铺速率、熨平振捣装置的激振力以及振捣梁行程等参数进行适当的调整,这也会在一定程度上导致出现摊铺作业条件发生改变,从而对沥青路面的平整度产生影响。
2、沥青路面双层摊铺平整度的控制要点
传统摊铺作业通常为逐层摊铺、分层压实、层层找平,因此,比较容易对平整度进行控制。而双层摊铺由于其特殊的施工工艺,使得平整度传递不经中面层而直接由下面层向上面层传递,平整度传递过程少衰减一层,因此,平整度控制难度也相对较大。对比传统的分层摊铺工艺可以发现以下几点:首先,两者摊铺工艺不同,双层摊铺为上、中面层同时摊铺,因此,必须严格控制基层的平整度;其次,整套双层摊铺设备的自重更大,结构也更为复杂,并且摊铺机操控难度也较高;同时,为了确保双层摊铺作业的连续性,还要确保拌合站有足够的供料能力,能够提供稳定的混合料供给;此外,在进行碾压作业时,在结构层厚度没有改变时,如若碾压厚度变大应及时采取措施以确保压实度符合要求。
2.1 基层平整度的控制
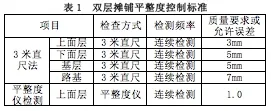
双层摊铺作业前,应严格按照相关标准要求对路面下面层的平整度、压实度高程等各项指标进行检验,控制下面层平整度均方差<1.2,并对不符合要求的路段部分做铣刨预处理。与传统逐层摊铺相比,双层摊铺传递到上面层的不平整性更大,平整度控制更为困难。因此,在采用双层摊铺进行施工时,更应加强对基层平整度的控制,且每层平整度的控制应严格按照上一级路面的施工标准进行,双层摊铺平整度控制如表1所示。
?
2.2 摊铺平整度的控制
2.2.1 摊铺设备的优化调整
首先,双层摊铺设备有两组独立的摊铺系统,并通过独立的找平油缸、牵引大臂以及找平控制器等来实现上、下熨平板的找平控制。在摊铺作业时,中面层通常采用走钢绞线来控制高程,上面层采用非接触式平衡梁找平法控制厚度。
其次,与传统摊铺设备相比,双层摊铺机的下面层料斗为四周封闭、上面敞开的“漏斗形”结构,有效改善了传统摊铺机进料口两翼骨料的堆积,避免发生骨料离析以及摊铺不均匀的现象,确保了混合料的密实性与均匀性。同时,漏斗形的料斗能够在一定程度上减轻骨料散落,确保摊铺机工作面的清洁平整,利于摊铺设备找平系统的工作,为提高摊铺路面的平整度奠定了基础。
另外,在摊铺作业前的几个小时内,应首先对熨平板进行加热处理,在熨平板温度达到100℃时方能进行摊铺作业。并且,在进行摊铺作业时上、下两层摊铺混合料的松铺系数应采用1.1和1.5,以有效控制路面铺筑的平整度与压实效果。
2.2.2 摊铺机械的协调管理
为了确保供料的连续性,避免转运车卸料时发生上料仓向下料仓漏料而造成混合料配比发生改变,这就需要负责混合料运输的车辆应根据容量合理装载,并根据铺筑面层做好明显的区分标识,然后保持10~15m的间距按列排在转运车前,从而使转运车受料及时、清晰,以确保连续供料,使摊铺机实现匀速、不间断的摊铺。另外,按照混合料级配的不同,合理控制摊铺速度。在进行AC混合料的摊铺作业时,应控制双层摊铺机的摊铺速度约为2m/min-1;在进行SMA混合料的铺筑时,应控制双层摊铺机的摊铺速度约为1.5~2m/min-1。
2.2.3 作业全程的严格控制
为了保持摊铺机械重心的稳定,减小机械设备的基础质量以及因混合料质量的变化而导致整体重心的改变。因此,双层摊铺设备通常可采用两台转运车,实现对上、下料仓的同时供料,以确保混合料供料的均匀性与连续性。同时,摊铺作业时,技术人员应能够熟练操作摊铺设备,确保摊铺设备缓慢、连续、均匀的进行摊铺,合理控制摊铺速度,并能根据实际的摊铺情况做出适当的调整。
2.3 压实平整度的控制
在进行碾压作业时,压路机要紧随双层摊铺机进行碾压作业。由于上中层一体进行摊铺,相比传统摊铺层混合料厚度较大,因此应首先采用4吨小型钢轮压路机稳压,防止下层混合料发生推移、拥包、不平整等问题。在初压阶段,应使用大于13吨的双钢轮振动压路机,使压实度达到要求。复压阶段时,应根据路面的实际情况,考虑是否使用30吨胶轮压路机。终压阶段是消除缺陷,提高路面平整度的最后阶段,在此阶段内,较高的混合料温度对消除路面的不平整性十分有利,因此要尽可能在较高的温度下完成终压。
2.4 供料站的控制
为保证面层铺筑时实现不间断供料,必须确保供料站的拌和能力与摊铺机械的生产能力相适应。并根据转运车的运输能力以及摊铺设备的摊铺速度计算得出供料站的混合料拌和生产量。通常,如若双层摊铺的上中面层结构组合为4cm+6cm或3cm+7cm时,使用3000型+4000型拌和站可达到最优效果;如若双层摊铺的上中面层结构组合为2cm+8cm时,使用3000型+5000型拌和站可达到最优效果。同时,要根据运输距离以及运输车辆估算混合料的生产时间与储备量。
结论:
在进行双层摊铺施工中,平整度的控制应从路基平整度的检验验收开始,严格按照相关标准要求,规范作业流程,优化双层摊铺机械的配置,合理协调拌和站生产以及车辆运输,精心组织摊铺及碾压施工,从而确保路面平整度达到更高的要求与标准。
猜你喜欢
轮胎工业(2022年10期)2022-12-30
同位素(2022年4期)2022-08-22
建材发展导向(2022年2期)2022-03-08
建材发展导向(2019年11期)2019-08-24
建材发展导向(2019年10期)2019-08-24
筑路机械与施工机械化(2019年5期)2019-06-05
制造业自动化(2017年2期)2017-03-20
筑路机械与施工机械化(2014年8期)2014-03-01
筑路机械与施工机械化(2014年5期)2014-03-01
筑路机械与施工机械化(2014年5期)2014-03-01
