基于视觉技术的内衬纸及铝箔纸应用检测装置
2019-04-26 06:38王强
安徽电子信息职业技术学院学报 2019年2期
王 强
(中国电子科技集团公司第四十一研究所,安徽 蚌埠,233010)
一、引言
目前市场主流G.D X2包装机在5号轮位置没有内衬纸缺损检测装置,而且一旦产生内衬纸缺损的烟包在5号轮包装后无法进行检测。该包装机在商标纸包装过程中也没有设计有效的铝箔纸缺损检测装置,在实际生产过程中该包装机在3号轮和4号轮的封装过程中经常产生多种缺陷烟包,同时还会造成烟支丢失等多种缺陷,产生严重的产品质量问题。为了保证烟包的质量,保护消费者利益、维护企业形象,设计、安装了一套烟包内衬纸及铝箔纸检测装置,用于检测小盒烟包是否存在内衬纸缺损及铝箔纸缺损等缺陷,并在检测到缺陷烟包时向包装机组控制系统发送剔除信号,包装机组在8号轮位置处将缺陷烟包剔除。
二、检测系统的设计与实现
(一)硬件设计
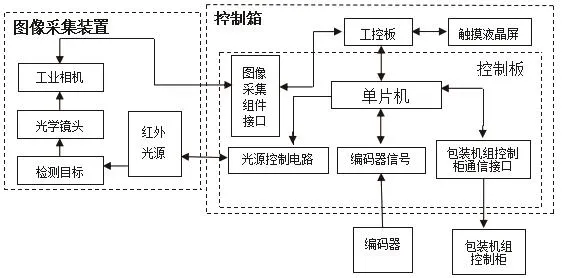
图1 检测装置的原理框图
该检测装置如图1所示,由图像采集装置、控制箱、增量式编码器、相应电缆组成。其中图像采集装置包含红外光源、CMOS工业相机、光学镜头等硬件设备。为了区别内衬纸(不含金属成分)和铝箔纸(含金属成分),根据金属对红外光有吸收特性,特采用红外光源照射小盒烟包,同时在图像采集装置中安装红外滤光片,减少可见光的干扰,保证检测的稳定。控制箱内包含工控板、控制板、触摸液晶屏、接口板等设备。工控板负责控制上位机软件以及操作系统的运行。控制板上位机软件的控制命令由单片机全面执行,同时包含读取增量式编码器相位、与包装机组控制系统通讯等。图像采集装置通讯接口用于连接CMOS工业相机。该应用检测装置采用COM Express模块,COM Express模块是基于PCI Express总线的高集成计算机模块,安装在特殊应用载板上,用户可以自主设定。
单片机实时计算编码器相位,到达曝光相位时,频闪的红外光源点亮,经过一段延时由CMOS工业相机对待检小盒烟包进行拍照,图像采集装置经过预处理将烟包内衬纸和铝箔纸表面图像送至控制箱。通过数字图像处理技术对产品图像数据再次处理判定小盒烟包是否存在铝箔纸破损、内衬纸缺失破损等问题,检测系统控制箱依据判定结果向包装机控制系统发送相应烟包剔除信号。包装机控制系统在8号轮把缺陷破损的小盒烟包剔除。在诊断信号输出相位,控制板判定系统是否存在故障,若存在故障,激活输出通道,发送诊断信号。
(二)软件设计
该检测装置系统软件包含控制板上位机软件以及单片机控制程序。控制板上位机软件负责检测系统的全局控制和图像处理。
全局控制:控制板上位机软件与图像采集装置、控制板接口通讯,接收处理图像采集装置采集到的图像信息数据,判断是否存在内衬纸及铝箔纸缺陷,同时是否发送命令剔除相应的缺陷烟包,在液晶屏上以人机界面显示相关的系统运行信息以及用户的参数设置。
图像处理:选用成熟的视觉函数库,库内包含了大量的图像处理基本函数。通过数字图像处理技术,检测系统软件对工业相机拍摄到的小盒烟包内表面图像先进行灰度化、阈值分割、形态学处理,再查找、绘制目标区域内目标轮廓,最后计算出有效轮廓面积。为了提高烟包表面图片处理速度,采用灰度化操作使烟包表面RGB色彩图片转换成单通道的灰度图片;阈值分割操作是从多值化的数字图像中提取目标区域,将目标区域内图像的像素点灰度值设为255,背景图像的像素点灰度值设为0;形态学处理是滤除图片中的细小空洞和平滑数字图像边缘像素,使图像连续、断点减少,提高查找目标轮廓的速度;最后通过绘制出轮廓线,计算目标区域里轮廓面积,从而得到目标区域内目标的有效像素个数。
单片机控制程序采用C语言编写,执行控制板上位机软件的命令,同时还包含以下操作:采集增量式编码器实时相位发送给控制板上位机软件,在相应的相位曝光拍照采集内衬纸及铝箔纸图像,向包装机组控制系统发送剔除信号等。
三、测试结果
在红外光源照射下,拍照小盒烟包图像呈现灰白色。
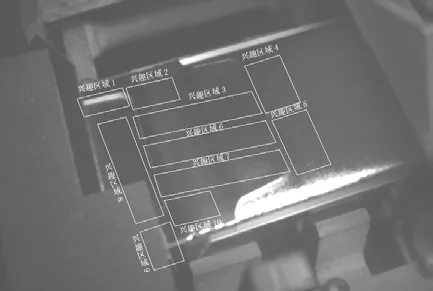
图2 烟包图像目标区域
图2中绘制了控制板上位机软件中烟包所需要提取特征的目标区域,实现以下几种缺陷情况的检测:
内衬纸缺失。内衬纸缺失的缺陷检测主要由图2中目标区域1和目标区域9来完成。在小盒烟包完好的情况下,目标区域1中内衬纸和铝箔纸交界处会有白色高亮度灰度特征出现,目标区域9中烟包与模盒交界处会表现出低亮度灰度特征;当内衬纸缺失时,目标区域1内高亮度灰度特征会消失,而目标区域9中,会出现高亮度灰度特征,如图3所示。通过目标区域1和目标区域9中的高亮度区域内的有效像素数判断当前烟包是否存在内衬纸缺失。
内衬纸露白。内衬纸露白的缺陷检测主要由图2中目标区域2、目标区域3、目标区域6、目标区域7和目标区域10来完成。当内衬纸露白时,目标区域2、目标区域3、目标区域6、目标区域7或目标区域10会出现高亮度灰度特征,如图4所示;而在烟包完好的情况下,该特征会消失,灰度特征表现为低亮度。通过目标区域2、目标区域3、目标区域6、目标区域7和目标区域10中的高亮度区域内的有效像素数判断当前烟包是否存在内衬纸露白。
铝箔纸褶皱、破损。铝箔纸褶皱、破损的缺陷检测主要由图2中目标区域4、目标区域5和目标区域8来完成。当铝箔纸褶皱、破损时,目标区域4、目标区域5或目标区域8会出现高亮度灰度特征,如图5、图6所示;而在烟包完好的情况下,该特征会消失,灰度特征表现为低亮度。需要说明的是,当内衬纸缺失时,目标区域2、目标区域3、目标区域6、目标区域7和目标区域10也可以用来检测铝箔纸褶皱、破损。通过目标区域4、目标区域5和目标区域8中的高亮度区域内的有效像素数判断当前烟包是否存在铝箔纸褶皱、破损。

图3 内衬纸缺失
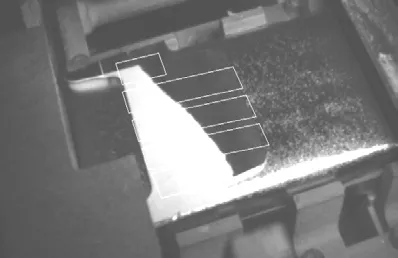
图4 内衬纸露白
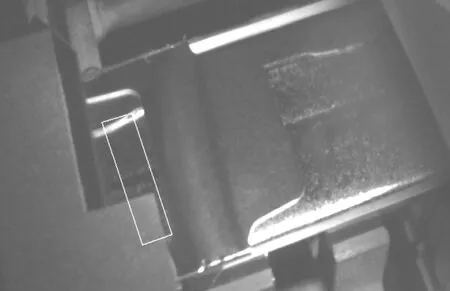
图5 铝箔纸褶皱
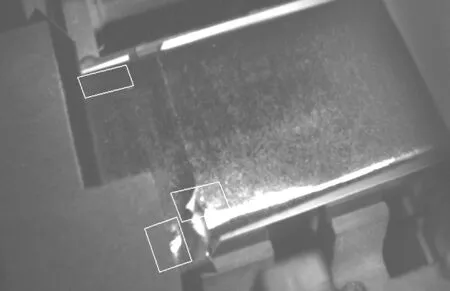
图6 铝箔纸破损
用户选取多个目标区域,当内衬纸或铝箔纸出现缺损时,各目标区域内的有效像素个数与正常烟包会产生明显差异,内衬纸或铝箔纸缺损程度越大,各目标区域内的有效像素个数与正常烟包差异越大。控制箱会根据处理分析得出的各目标区域内的有效像素个数来判断当前目标区域是否存在缺损,当目标区域内的有效像素数量不在用户设定的基准值范围内时,也认为该目标区域存在缺损,从而达到检测烟包内衬纸、铝箔纸缺损的目的。
四、结论
视觉技术广泛应用于各种生产活动,在许多人眼无法识别判定的场所,如高速检测判定、精确定位等不可见物体感知情况下,视觉技术显示出非凡的优越性,包装机上的生产线检测需要这种高速检测特征的产品。
该检测装置具有以下显著特点:彩色触摸屏,操作便捷;同时储存多种烟包品牌,同一目标物可设置多个检测点,单独设置每个检测点的类型、位置、参数;具有编码器、工业相机、输出开路等故障信号自诊断;对产量、缺陷情况详细统计,保存历史缺陷图片,故障统计;用户自主选择缺陷烟包的剔除使能功能;频闪红外光源,避免光干扰,光源稳定;功耗低,噪声小。目前有许多烟厂用户使用该应用检测装置,实践证明该检测系统能够准确检测到缺陷烟包,降低不合格产品流入市场的风险。
猜你喜欢
娃娃乐园·综合智能(2022年2期)2022-04-19
设备管理与维修(2020年23期)2021-01-04
印刷工业(2020年5期)2020-03-29
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
电子制作(2019年23期)2019-02-23
学生导报·中职周刊(2018年13期)2018-05-14
教育教学论坛(2017年34期)2017-08-30
火控雷达技术(2016年2期)2016-02-06
中国设备工程(2015年4期)2015-12-27