关于蒸压釜埋藏裂纹的分析和处理探讨
2019-05-10 02:12丁超
中国设备工程 2019年7期
丁超
(广东省特种设备检测研究院佛山检测院,广东 佛山 528000)
1 关于蒸压釜出现埋藏裂纹的原因分析
(1)蒸压釜设备的设计参数分析。本次检测的蒸压釜设备是某厂在2001年购入并投入生产使用的,经过具体的调查了解到这款蒸压釜是当年由江门机械厂制造研发的,该款蒸压釜的设计尺寸是178m3,整个蒸压釜内筒的直径是2900mm,筒壁厚度为20mm,封头厚度为25mm,主体部分钢材材质为16MnR。该蒸压釜的设计使用温度是205℃,设计压力是1.6MPa,而在实际的生产过程中,该设备的实操压力为1.5MPa。
(2)外部观察检测。在对整个蒸压釜设备进行具体精细的技术检测之前,维修检测人员要先对蒸压釜设备进行一个外部的宏观检测。主要是检测蒸压釜设备的外部尺寸、结构组成以及外观进行一个大致的观察和判断。在本次的宏观检查中,发现几处肉眼可见的缺陷,在蒸压釜的内表面发现一些轻微的磨损情况,不均匀地分散在管壁内部,根据具体的磨损情况并结合现场的施工作业环境分析,可以得知管壁内部的磨损主要是在进行正常运送作业时,滚轮车的金属边缘与蒸压釜筒体内壁的摩擦碰撞,导致在蒸压釜内壁留下一些大小不一、分布不均的磨损。经检测,磨损的最大深度是3毫米,蒸压釜的设计磨损限度是4毫米,在可以进行安全生产的限度范围内。
(3)精确技术探测。由于该设备投入使用的年数较长,仅从外观上并不能直接判断该设备是否符合安全生产的条件,因此需要采取更为科学精密的方式对整个蒸压釜进行具体的检测。此次采用的仪器是由德国生产的USM35X超声波探伤仪,USM35X超声波探伤仪可以准确测出蒸压釜内部是否有缺陷,能保证蒸压釜设备在生命周期内进行安全的生产。由于蒸压釜出现埋藏裂纹的主要位置一般都位于焊缝处,因此这次的超声波探测主要集中于各个管筒的焊缝接头处。为了保证检测结果的准确性,在检测之前要去除焊缝表面的油渍、铁锈等杂质,而且要保证探头接触表面保持光滑平整,必要时需要进行打磨。
检测人员根据具体的安全级别评定表(表1)对蒸压釜焊缝进行检测,为了增加检测探头的扫描精确程度,采用Z字形的锯齿状扫描方式,扫描区域包括焊缝两边5mm范围内的筒壁,探测人员也可以根据焊缝的具体情况增加焊缝两侧的探测面积。经过探测人员仔细的探测检查发现一处严重的缺陷,位于蒸压釜环形焊缝和纵向焊缝的丁字形接口处,该缺陷的深度为9mm,长约为40mm,当量超标。根据相关部门的安全管理条例的规定,对此处缺陷进行安全定级,结果为Ⅳ级,严重危害整个蒸压釜的安全性能。
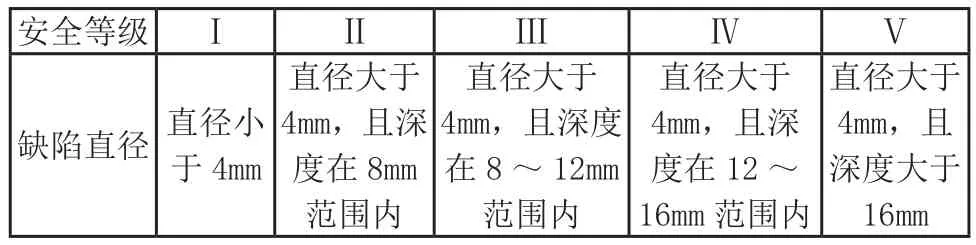
表1 安全级别评定表
由于USM35X超声波探伤仪只能测定出缺陷所在的具体位置,缺陷的直径大小以及深度的多少,并不能确定是什么性质的缺陷,因此还需要通过X射机的检测来确定超过安全范围内缺陷的性质和属性。X射机中有一根具有阴阳两极的真空管,阴极由钨丝组成,阳极有一个金属靶,通过在阴阳两极加高压的方式,使阴极的钨丝不断加热直到可以产生自由电子的情况,这时钨丝产生的自由电子由于受到电场的作用而定向地撞击到阴极的金属靶上,通过不断的撞击产生X射线。由于X射线有很强的穿透力,能够结合影像技术等手段将探测结果直接反馈给检测者,实现对蒸压釜筒壁焊缝缺陷性质的精准判断。
此次对这处缺陷的检测使用的X射线机是进口的型号为200EGS2的X射线机,由于之前的检测中已经判断出了蒸压釜焊缝中缺陷的具体位置以及缺陷的大小和严重程度,现在只需对几处评价等级高的缺陷进行精准检测即可。在对上述安全等级为Ⅳ级的缺陷进行具体的检测操作时,要先在蒸压釜缺陷位置,正对着X射线机铺设1张大小能够覆盖缺陷的底片,底片的厚度控制在3mm左右。在完成整个检测流程之后,会在底片上留下缺陷的清晰影像,根据底片呈现的缺陷形状结合检测者的检测工作经验,可以较为准确地判断缺陷的性质。此次检测,在底片上留下的缺陷影像如图1所示,由图可知,此处的缺陷是一条40mm长的埋藏裂纹。

图1 缺陷具体影像图
2 具体的解决方法和补救措施
(1)焊缝金相分析。先对缺陷所处的焊缝的材料进行金相分析。因为焊缝处所用的焊接材料由于焊接工艺或则周围环境的影响,会与蒸压釜筒壁母材的材质有一些差距。由于蒸压釜设备结构庞大,因此在进行焊缝金相分析时,只能在焊缝表面通过金相分析仪的作用来进行检测判断。先对焊缝表面进行打磨抛光处理,排除铁锈等杂质对检测结果的干扰。其次,在打磨好的焊缝表面用酒精清洗,并用低浓度的硝酸进行腐蚀。最后,用高倍显微镜观察焊缝处的金相情况。本次金相分析情况正常,因此可以判断,蒸压釜焊缝处的埋藏裂纹跟焊缝处材质并不相关。
(2)对裂纹进行具体的分析。裂纹的出现是由于应力的高度集中或者材料本身含有杂质等缺陷,使得金属焊缝内部原子排列受到破坏,形成脱离原来金属母材的新界面,并且沿着应力方向延伸和发展,逐渐形成肉眼不可见,埋藏与焊缝内部的裂纹。埋藏裂纹是各类焊接工艺中最为常见的一种缺陷,而且也是生产工艺流程中危险程度最大的缺陷,在出现埋藏裂纹的部位,会在裂纹与母材交接处形成尖形缺口,形成局部地区应力集中,而且在出现裂纹的区域,母材能承受应力的有效面积减少,使得整个蒸压釜设备安全性能不断降低。
在此次检测中,为了更加直观地观察和分析埋藏裂纹的具体情况,需要对埋藏裂纹进行进一步的加工处理。首先,由于埋藏裂纹位于焊缝内部,从外部看并不能直观地观察,因此需要对焊缝中裂纹所在处进行打磨,直到出现裂纹为止。其次,用五倍放大镜观察裂纹,对裂纹开口进行分析处理,可以观察到裂纹周围干净无杂质。最后,用一百倍的高倍数字放大镜对裂纹做一个最后的分析,可以观察到裂纹开口呈不规则分布状态。通过查阅该厂之前对蒸压釜设备进行安装的相关记录,发现筒柱在进行焊接组装后,对焊缝进行探伤检测,并没有发现裂纹缺陷。除此之外,检测人员对该厂近两次的定期检测维护报告进行调查,发现并没有出现影响设备安全性能的缺陷,因此也可以判定此处的埋藏裂纹并不是在生产制造过程中产生的。根据实际检测人员的实际检测检验以及结合裂纹的具体形状分析得知,此次埋藏裂纹产生的主要原因是短时间内出现压力过大,使得蒸压釜筒壁内部出现局部的应力集中,虽然前几次的检修都没有检测出缺陷,但是由于蒸压釜设备使用时间较长,出现了一定程度的应力疲劳,于是在安全检测有效期内出现了埋藏裂纹等一些缺陷。
(3)采取修复补救措施。由于蒸压釜属于特种设备,因此如果蒸压釜结构出现缺陷需要上报相关部门,经部门批准之后再采取修复补救措施,待修复工作完成后,由相关部门检验合格之后,才能再次投入生产使用。本次检测出的埋藏裂纹属于重大维修项目,根据特种设备养护维修相关条例,对该处缺陷进行相对应的修复工作。按照特种设备维修规定对缺陷处焊缝进行重新补焊操作,补焊时的材质必须要与母材一致。待补焊作业完成之后,再对焊缝进行二次检测,检测合格之后,整个修复补修过程才算完成。
3 结语
蒸压釜埋藏裂纹是常见的高危害缺陷,一旦发现处理地不及时,裂纹就会演变成裂缝,最终会在高压作用下导致整个蒸压釜设备产生开裂、爆炸等危害。为了防止出现这种情况,需要在生产过程中加强对设备的检验、检测工作,并且定期对设备进行养护维修,发现缺陷时要及时上报相关部门,再制定合理的补修措施。每次检修都需要建立完整严格的检测记录,方便后续出现缺陷时,能及时进行查阅。
猜你喜欢
机电安全(2022年5期)2022-12-13
舰船科学技术(2022年20期)2022-11-28
建材发展导向(2022年12期)2022-08-19
石油和化工设备(2022年5期)2022-07-11
建材发展导向(2022年6期)2022-04-18
成都信息工程大学学报(2021年4期)2021-11-22
建材发展导向(2021年16期)2021-10-12
科学(2020年1期)2020-01-06
World Journal of Diabetes(2019年7期)2019-07-23
扬子江(2019年1期)2019-03-08