
试制白车身焊接中侧围总成的质量控制
2019-05-15 03:24魏健杜紫微吕锋任建新
汽车实用技术 2019年9期
魏健,杜紫微,吕锋,任建新
试制白车身焊接中侧围总成的质量控制
魏健,杜紫微,吕锋,任建新
(华晨汽车工程研究院 车身试制车间,辽宁 沈阳 110141)
试制工作是新车型研发的必要步骤,试制侧围焊接是试制工作的重要环节。文章论述了侧围总成的重要作用,分析了影响试制侧围总成质量的因素。结合现场经验,制定了控制试制侧围总成质量的方法,利用这些方法有效控制了试制侧围总成的质量。
试制;侧围;焊接;质量控制
前言
试制白车身焊接是新车型研发的重要部分,且白车身质量是影响新车型各项试验能否成功的重要因素。白车身一般是由侧围总成、下车身总成、顶盖总成、四门两盖等组成,白车身的质量很大程度上是由各个总成的质量所决定的[1]。焊点的质量对汽车的安全性有着重要影响[2],侧围总成的焊点数大约是1500个,占白车身总焊点数的30%左右,且在白车身检测报告中侧围总成上的测量元素占主车身测量元素的40%左右,因此侧围总成的质量控制对白车身质量有着重要的作用。
1 侧围总成的重要性
在白车身中一般含有左右两个侧围总成,这两个侧围大部分是对称的,不对称地方是一侧会存在油箱盒,侧围总成如图1所示[3]。
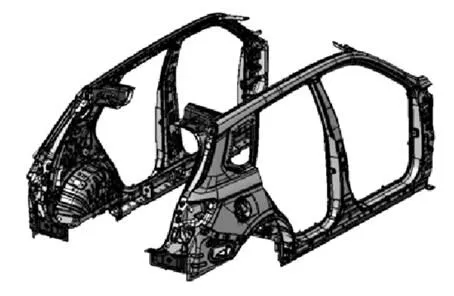
图1 侧围总成
侧围总成在白车身中的重要作用体现在以下方面,如图2所示。
(1)外观性。侧围总成中的侧围外板属于外观件,外板的外观质量会严重影响整车的外观评审。
(2)安装性。在侧围总成的上有很多重要的安装孔和面,这些孔和面的精度会影响零件的安装与配合。例如,内外饰件、门盖总成、翼子板等。
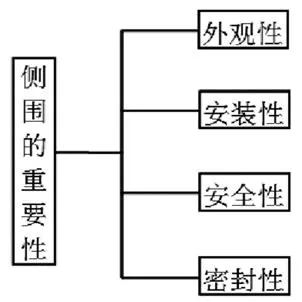
图2 侧围的重要性
(3)安全性。侧围总成存在安全带的安装点,这些安装点的强度与精度会影响汽车安全带的使用。一般情况下,侧围B柱加强板都会采用高强钢来满足汽车侧碰的要求。
(4)密封性。侧围总成在焊接时会使用大量焊接用胶,其中隔断与隔音材料能够填充空腔,吸音降噪,改善NVH性能[4]。
2 影响侧围总成质量的因素
侧围总成质量主要是由工程设计质量、焊接质量和尺寸精度质量所组成,焊接质量又分为焊接强度与外观质量。从组成上看,工程设计、焊接质量和尺寸精度是影响侧围总成质量的关键因素,结合生产过程影响侧围质量的因素可具体分为工程设计、焊点质量、零件质量、焊接设备、工装夹具、焊接方法、后期控制等,如图3所示。
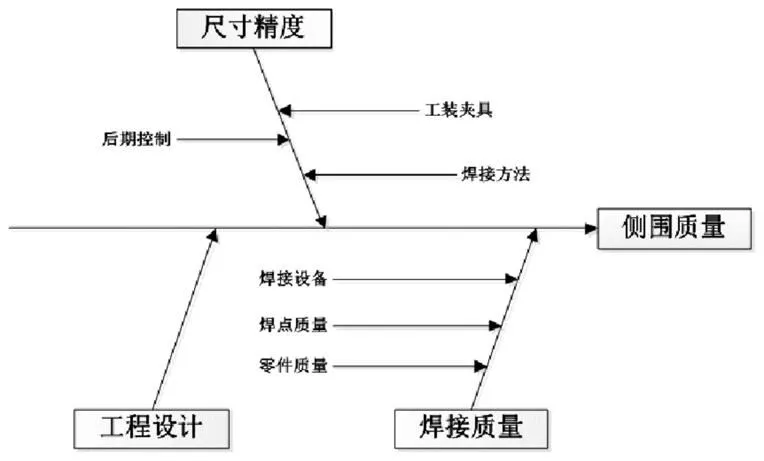
图3 侧围质量的影响因素
样车试制的根本目的是验证工程设计,并且试制阶段已经来不及更改工程设计,因此根据试制现场生产经验,针对除工程设计外的其他影响因素制定了控制侧围总成质量的具体方法。
3 焊接质量控制
3.1 工艺文件
工艺文件包括工艺指导文件与质量检查文件。工艺指导文件不仅能够指导正常的焊接工作,而且应加入提高焊接质量的措施,例如,提供正确的焊接上件顺序、合理的焊点焊接顺序等。质量检查文件应该内容全面,并且做到质量检查问题图形化。
3.2 焊接卡板
焊接卡板是一种可以标出焊点准确位置的辅助工具。在一些焊点密集且钣金件特征不明显的地方可以使用焊接卡板,准确的焊点位置可以更好的保证焊接质量。侧围总成40%的焊点都可以使用焊接卡板。如图4所示是侧围B柱内板部分的焊接卡板。
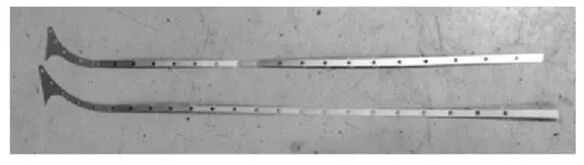
图4 焊接卡板
使用焊接卡板所画的焊点如图5所示,使用焊接卡板后焊点位置准确度有明显提高。
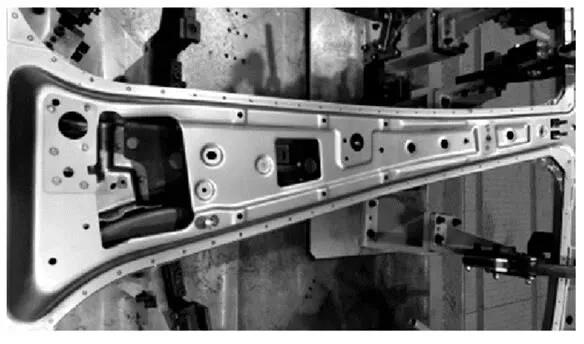
图5 焊点位置
3.3 焊接设备
焊接设备的状态也会影响焊接质量,焊接前对焊接设备进行检修,调整合适的焊接参数,焊接过程中,要注意设备的维护保养,焊钳电极头要及时修磨。
3.4 焊点质量
侧围的焊接质量很大程度是焊点质量决定的。能影响焊点质量因素包括焊接设备、焊接操作和钣金件等。在焊接设备和钣金件情况良好的情况下要采用正确的焊接操作方法,例如,焊钳枪头垂直钣金件等。制定完善的焊点检查规范也是保证焊点质量的有效途径。焊点检查可以采用撕破试验或者超声波焊点检测。
3.5 补焊平台
侧围总成较大且需避免外板刮碰,补焊时要采用特制的补焊平台,这样才能保证外板质量。侧围补焊平台制作时应选择门铰链安装面、门槛、角窗框等不易变形的非外观面作为支撑,支撑不易过多,避免影响焊接。侧围补焊平台如图6所示。
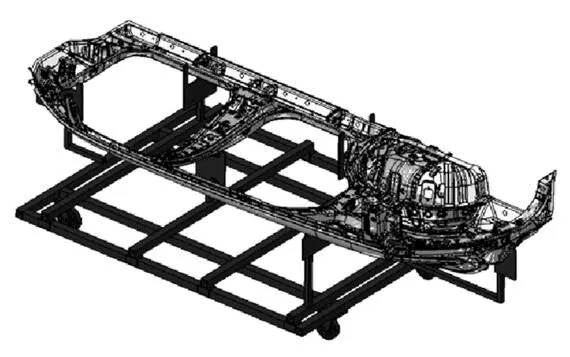
图6 补焊平台
3.6 夹具尼龙块
由于侧围外板具有尺寸大、型面复杂和容易变形的特点,在设计侧围夹具时应该设置一些辅助支撑,这些辅助支撑需采用尼龙材料,这样能够在焊接时防止侧围外板出现磕碰和划伤。
4 尺寸精度控制
4.1 一次下件原则
一般试制夹具都会将生产线上的多序焊接集合到一套夹具上,这样就可能需要补焊。试制侧围的焊接一般分三序到四序,而侧围总成多次离开夹具补焊容易发生零件变形,所以在焊接时要保证最后一序才能下件补焊。这就要求在设计夹具时充分考虑焊接的实际情况,做好焊钳模拟,实现最后一序下件。
4.2 RPS的上下序统一
侧围总成是由多个分总成构成,在设计夹具时应该保证侧围总成和分总成的RPS定位点位置保持一致,侧围总成可以适当减少RPS点的数量。这样可以减少不同定位点对焊接精度的影响。
4.3 典型夹具结构
由于在试制焊接中,每个项目都要重新进行夹具的设计,总结一些以往定位方式较好夹具结构作为典型夹具结构,以便在以后夹具设计上使用,这样不仅可以缩短设计夹具的时间,也可以更好保证侧围尺寸精度。试制侧围夹具中油箱盒的定位较困难,经过多个项目的改善,固定了一种典型的油箱盒定位方式,即大型面支撑与压紧的方式,如图7所示。
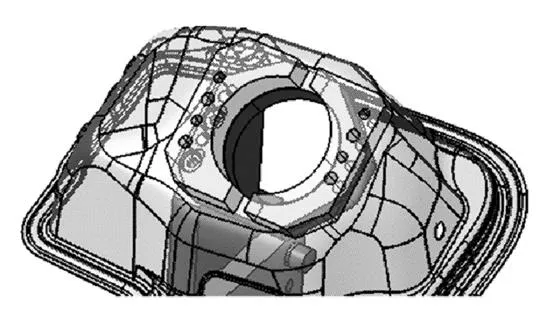
图7 油箱盒定位
4.4 安装孔的定位
试制零件有时精度较差,定位孔与安装孔的相对位置可能不准确,用正常的线生产定位孔进行定位可能导致总成的尺寸精度不高。利用零件的安装孔进行定位,这样就能够保证安装孔的尺寸精度,且零件的许多安装孔都是螺母孔,利用螺纹销定位螺纹孔还能够简化夹具结构。
4.5 过定位原则
在侧围总成中有一些零件和总成的尺寸较大且容易变形,这些零件和总成在夹具上定位时可以适当的增加定位销来防止零件和总成的变形。例如,B柱内板总成都是由薄板件构成,且尺寸较大,焊后容易变形,在夹具定位时就会采用三个定位销来定位,如图8所示。
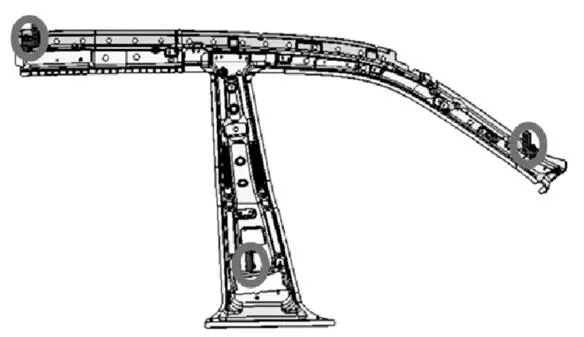
图8 B柱内板的定位
4.6 生产中夹具的调整
在试制焊接前,夹具都会按理论位置调试,但是由于零件的误差和焊接变形等原因会造成焊接的累积误差,这些误差过大就会造成白车身精度降低。在试制焊接时分析白车身检查报告,找出侧围上不合格且有规律的测量元素,调整夹具上影响测量元素的定位单元,可以达到提高白车身精度的目的[5]。在进行夹具调整时一定要做好调整记录,以便后期查找。
5 结论
侧围总成作为白车身的重要组成部分,其质量的控制对于生产合格白车身是十分必要的。本文分析了影响试制侧围总成质量的三个关键因素(工程设计、焊接质量、尺寸精度),依据焊接质量和尺寸精度两个影响因素制定以上方法有效地控制了试制侧围总成的质量,保证了新车型研发的顺利进行。试制侧围总成质量的控制是一个复杂的过程,在以后的项目中还需进一步的研究。
[1] 马鸿龙,任建新,杜紫微,等.白车身试制阶段车身质量的控制[J].汽车实用技术,2018(3):132-133.
[2] 魏健,赵洲洋,任建新,等.超声波检测在试制白车身焊接中的应用[J].汽车实用技术,2018(20):223-225.
[3] 戴淮初.白车身侧围焊接虚拟制造技术的研究[D].合肥工业大学,2014.
[4] 袁井丽,宋现爽,汤湧.装焊车间用胶类型及分布位置概述[J].汽车实用技术,2018(15):232-234.
[5] 董雪,郭根,吴卓琦,等.基于在线检测数据的白车身误差控制研究[J].组合机床与自动化加工技术,2018(4):149-152.
Quality control of side assembly in prototype BIW welding
Wei Jian, Du Ziwei, Lv Feng, Ren Jianxin
(Brilliance Auto R&D Center (BARC) Body Prototype Shop, Liaoning Shenyang 110141)
The prototype is a necessary step in the development of new models,prototype side welding is an important link in prototype. In this paper,the important role of side assembly is discussed,the factors affecting the quality of the prototype side assembly are analyzed.According to field experience, the methods of controlling prototype side assembly quality are worked out,using these methods, the quality of prototype side assembly is effectively controlled.
prototype;side assembly;welding;Quality control
U466
A
1671-7988(2019)09-185-03
U466
A
1671-7988(2019)09-185-03
魏健,硕士研究生,工程师,就职于华晨汽车工程研究院车身试制车间,主要从事试制焊接工艺、白车身质量控制、试制夹具设计等工作。
10.16638/j.cnki.1671-7988.2019.09.060
猜你喜欢
汽车实用技术(2022年9期)2022-05-20
China’s foreign Trade(2021年6期)2021-12-26
汽车实用技术(2021年8期)2021-05-17
汽车工程(2021年3期)2021-04-14
汽车维护与修理(2020年9期)2020-11-04
汽车工程师(2020年9期)2020-10-13
河南科技(2020年36期)2020-06-10
卷宗(2016年11期)2017-03-24
卷宗(2016年1期)2016-03-21
中华奇石(2015年7期)2015-07-09
