区域造船模式下的工时定额标准体系建设对策
2019-05-16 05:16范名琦
造船技术 2019年2期
范名琦, 林 坚
(1.海装装备审价中心, 北京100071; 2.上海船舶工艺研究所, 上海200032)
0 引 言
工时定额标准能推动企业经营管理,提高企业经济效益,有利于使工时定额工作走上科学化、规范化的轨道。先进合理的工时定额标准使各企业的工时定额制订工作统一化、系列化、通用化,可以减少企业内部各部门、产品、工种、工序之间的矛盾,充分发挥工时定额的激励作用。推行工时定额标准可提高工时定额制订和管理的科学性。目前,船厂仍采用中国船舶工业总公司有关船体制造工时定额的相关标准[1-2](下文简称87部标),其已与当前现代造船模式下的船厂实际情况不相适应,当前尚未有适用于各造船企业的工时定额标准。
通过收集国内主要船厂主要型号船舶建造的工时数据并加以分析,摸清海军型号建造工时用量实际情况和行业水平,分析当前船厂工时定额现状,充分考虑区域造船模式下工时定额标准的特点,提出该模式下工时定额标准体系建设的对策和建议。
1 区域造船模式与传统造船模式的区别
由表1可明显看出区域造船模式基本制造原理的科学性与先进性,而运用该原理造船可实现舾装作业前移,缩短造船周期[3]。87部标的设计模式是在传统造船模式下,基于系统、功能、专业划分的;而区域造船模式下的工时定额的设计模式则以中间产品组织生产,按照区域、阶段、类型划分:两种造船模式下的工时定额模式有本质区别。

表1 两种造船模式制造原理的差异对比
2 工时定额标准的现状与适应性
2.1 工时定额的定义
工时定额是指生产单位产品或完成一定工作量所规定的时间消耗量[4],即在一定的工作方法、条件下,任何正常人以正常速度能完成某项作业的时间限额。在船舶建造中特指为完成船舶建造所需的某件工作所消耗或预计消耗的时间,单位为h,包含生产准备等辅助时间、正常作业有效时间、合理等待时间和无效作业时间。
2.2 船厂工时定额现状分析
为摸清现有海军型号建造工时定额的规律,对国内主要船厂同型和相近型号的建造工时、船体建造工时定额占整船建造工时定额比例、船体建造主要工序工时比例、船体建造工时定额与排水量的关系、全厂总工时等进行调研、分析与比较,结论如下:
(1) 各类型号建造工时定额与其排水量大小并无直接关系,工时定额主要受船型复杂程度、建造方式、建造工艺、工艺设备、管理水平等因素影响,大型型号建造工时与其排水量的比值远高于一般辅船,反映出船型复杂程度对建造工时的决定性影响。
(2) 型号船体工时定额约占整船工时定额的50%,总组、装配、焊接三道工序占船体工程工时定额的63%~75%。
(3) 定额工时与实动工时普遍相差较大,偏差率在-62.0%~30.6%之间,原因在于当前船厂普遍采用现代造船模式组织生产,但其所采用的工时定额标准却是30多年前传统造船模式下国家制定的87部标,与实际情况存在巨大差异。
(4) 在工厂大量使用外包工、临时工的情况下,简单采用生产工人人数乘以每人年制度工时数的方法计算制度总工时容易造成偏差;在工厂工时管理制度及其执行情况比较完善的情况下,实动工时比定额工时更加可靠。
2.3 传统工时定额标准适应性分析
我国船舶工业实现了由传统造船模式向现代造船模式的转换,骨干造船企业普遍实施以中间产品为导向的区域造船技术,实现了造船效率和质量的大幅提升。然而,传统造船模式下国家制定的87部标至今仍在沿用,已与当前普遍采用现代造船模式的船厂实际情况不相适应,主要表现在:设计模式、工程分解与组合形式不同,产品结构、工艺装备、造船流程、生产组织和管理方式、信息化手段和用工形式(本工、劳务工、协力工)等均发生了很大变化。
3 区域造船模式下的工时定额标准体系原理
3.1 区域造船模式下工时定额的特点
(1) 反映现代造船模式的特点。现代造船模式下的工时定额标准体系应符合两个一体化(设计生产管理一体化、壳舾涂一体化)的基本要求,体现以中间产品组织生产的基本特征,符合造船总装化、管理精细化、信息集成化、装备自动化的发展趋势[5]。
(2) 设计模式及划分方式改变。与原有的87部标基于系统、功能、工种考虑的设计模式相比,现代造船模式下工时定额的设计模式是以中间产品组织生产的,按照区域、阶段、类型划分,其出图形式、设计流程有本质改变。
(3) 应用先进工艺装备及流水线。现代造船模式下绝大多数工序包括号料等采用自动焊接、激光切割等先进技术和预处理流水线等标准流水线,作业条件、作业环节、作业手段发生巨大变化。现代造船模式下的工时定额是符合先进工艺装备及流水线发展趋势的新体系。
(4) 与传统工时定额测算方法结合应用。采用多种方法统计定额工时,在统计各类作业内容的定额工时时,可将多种方法结合使用,或以1种方法为主、多种方法为辅进行定额工时统计。消除单独采用如经验估工法制订工时带来的不平衡性和随意性,客观反映产品工时消耗规律,使工时定额水平先进合理。
(5) 工时定额管理特征。各船厂有完善的工时定额管理规章制度,一般依据一定的工时定额标准制订项目目标工时,并分解下达至各生产单位执行。在执行过程中,各生产单位都十分重视实动工时的采集和统计,用于考核劳动生产效率。各船厂外协外包任务量很大,但大多将外协外包也纳入工时定额管理。
3.2 区域造船模式下的工时定额标准体系原理
以中间产品为导向和制造逻辑链,按区域、阶段、类型的分线分道要求,对工作包(Work Package,WP)和派工单(Work Order, WO)进行精细化的分解,按生产单元、生产线/工序/工位制订工时定额标准。应体现设计生产管理一体化、壳舾涂一体化、工序前移的要求,为精细化派工管理提供技术和标准支撑,为基础数据采集、统计和分析提供坚实基础[6]。
在总装造船作业流程的总体构架下,以中间产品为核心进行分类,划分为零件、部件(小组立)、舾装件、组件(中组立)、分段(大组立)、总段(总组)、半船和整船等7个阶段。基于总装造船的作业体系应以船体为基础、以舾装为中心、以涂装为重点,将壳舾涂三大作业系统有机结合。第二级分类按照作业类型分为船体、舾装与涂装;第三、四级分类依次按作业内容、工时定额种类进行细分。工时定额标准体系如图1所示。

图1 工时定额标准体系
3.3 工时定额测算方法
如表2所示,造船作业范围涵盖船体建造、舾装、涂装三大作业类型数十种作业种类,单独采用一套工时定额测算方法,很难满足实际要求。如设备安装与调试受施工工艺、施工条件等具体情况影响较大,统计数据回归分析性较差,较难形成统一标准,宜采用结合统计分析的经验估算法进行工时定额管理。因此,在测算各类作业内容的工时定额时,建议采用以1种方法为主、多种方法为辅的工时定额制订方案。

表2 工时定额测算方法及适用范围
3.4 冷热加工工时定额测定案例
以冷热加工工时为例,测定现代造船模式下各型钢质船冷热加工作业的工时定额,包括小零件加工,如图2和表3所示;型材加工(肋骨冷弯),如图3和表4所示;槽型壁加工(压槽型板),如图4和表5所示;外板冷热加工,如图5和表6所示。此类作业为批量重复性工作,可采用统计分析法为主、经验估工法为辅的方式进行测定。工时统计的主要内容有基本时间、辅助时间、布置工作时间、休息与生理需要时间、准备与结束时间。

图2 小零件加工型式图

规格/kg工时定额/(h·件-1)<3000.5≥300~<4001.0≥400~<5001.5≥5002.0注:小零件加工包括面板弯曲和肘板折边等加工项目; 用小型2 m三芯辊及油压机加工

图3 型材加工(肋骨冷弯)型式图

规格/m 工时定额/(h·件-1)<41.0≥4~<61.5≥6~<82.0≥82.5注:用肋骨冷弯机压制

图4 槽型壁加工(压槽型板)型式图
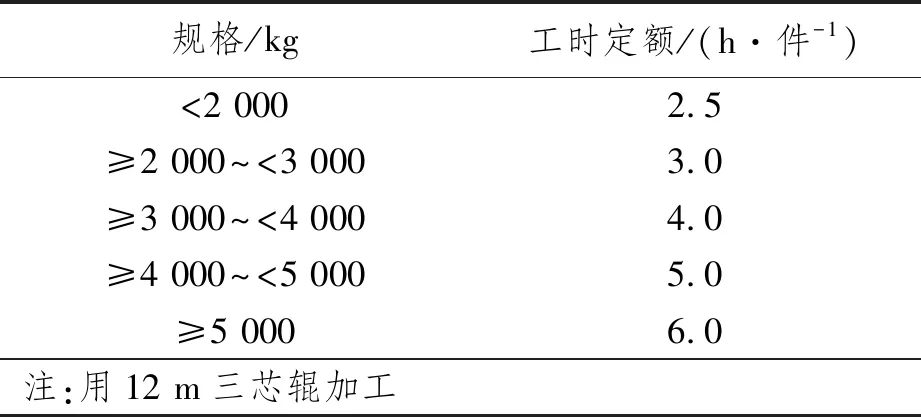
规格/kg 工时定额/(h·件-1)<2 0002.5≥2 000~<3 0003.0≥3 000~<4 0004.0≥4 000~<5 0005.0≥5 0006.0注:用12 m三芯辊加工

图5 外板冷热加工型式图

规格/kg 工时定额/(h·件-1)冷工火工<1 00036≥1 000~<2 000410≥2 000~<4 000514≥4 000~<6 000618≥6 000 824注:用12 m三芯辊配合油压机加工
4 结束语
当前船舶制造行业已基本实现区域化、模块化生产,在生产管理、组织形式、生产流程、生产工艺、生产效率等方面的情况已与此前制订工时定额标准时不尽相同。各企业在工时定额制订时往往需结合各自不同的情况对标准进行调整,在实际应用过程中的工时定额水平也有高有低。
因此,建立适应新模式下的工时定额体系,形成适应当今造船工艺、流程、生产设计模式的工时定额标准并推广应用,是推进工时管理与提高生产效率的重要工作。本文针对区域造船模式下的工时定额特点,提出了该模式下工时定额体系建设的对策。在此基础上,各船厂需结合自身的资源条件、产品结构特点、经营管理体制、造船生产与管理基础等多种因素,进一步研究建立工时定额数据库[7],实现工时定额管理由经验管理向先进科学的计算机管理的转变。
猜你喜欢
军民两用技术与产品(2021年6期)2021-10-14
鸭绿江(2021年17期)2021-10-13
船舶标准化工程师(2020年1期)2020-06-12
职工法律天地·上半月(2020年1期)2020-03-02
人大建设(2019年7期)2019-11-18
艺术评论(2018年11期)2019-01-15
广东造船(2016年2期)2016-05-04
航运交易公报(2016年8期)2016-03-21
公务员文萃(2015年11期)2015-11-20
中国水运(2014年3期)2014-04-14