
双排布料步进式加热炉平移框架的研究与实践
2019-05-31 11:30李争喜
山西冶金 2019年2期
李争喜
(山西太钢工程技术有限公司, 山西 太原 030009)
步进式加热炉内钢坯在步进过程中的横向跑偏现象普遍存在。横向跑偏过大会造成炉内钢坯的掉落、炉墙损坏等事故,影响正常生产,所以控制钢坯的横向跑偏量显得尤为重要。相关工程技术人员从步进梁的制造精度和施工工法等方面做了大量改进,起到了很好的使用效果。但对步进梁设备本体尤其是平移框架的刚度对步进梁跑偏影响研究较少。由于平移框架的悬挑结构、支撑水梁立柱高度等因素决定了其对钢坯横向跑偏的影响不容忽视,特别是在双排布料式加热炉中。
山西太钢工程技术有限公司承揽国内某钢厂双排布料式板坯加热炉改造项目,现场测量步进梁制造及施工精度均满足国家及行业相关标准要求,但加热炉满载时横向跑偏量达到300 mm。而且双排滑道钢坯均需向外侧(炉墙方向)偏移,现场调整困难,严重影响正常生产。后经多次分析确定造成横向跑偏量过大的主要原因是步进梁平移框架支撑位置不合理和刚度较弱。本文就双排布料加热炉平移框架进行受力分析。

图1 步进梁平移框架装配图

图2 步进梁平移框架受力简图
1 平移框架引起横向跑偏原因分析
图1为步进梁平移框架装配图,图2为其平移框架受力简图,图2中载荷P为单个承载立柱处所受载荷,点X为平移框架外伸悬臂受力点。
步进梁在炉内一直在空载和满载两种工况下循环往复运动。当步进梁从待命原点提升至等高位接近钢坯前,此时平移框架X点转角为0,立柱顶端位移量为0。当步进梁托举钢坯后,步进梁承受满载钢坯的质量载荷不可避免发生弯曲(如图3)。X点截面转角为θ,立柱顶端位移量为Δ。此后平移完成下降至等高位放下钢坯前,由于载荷不变,X点截面转角和钢坯横向跑偏量均不再发生变化。所以一个步距循环结束后,Δ即为钢坯该步距横向跑偏量。

图3 步进梁承受满载钢坯的质量载荷弯曲图
2 理论计算全炉长横向跑偏量
根据材料力学中受静载荷梁的变位计算公式以及叠加原理,可得横向偏移量Δ:

式中:θ为平移框架在X点横截面转角,rad;H为支撑立柱上固定点距钢坯下表面距离,m;E为平移框架材料弹性模量,Pa;I为平移框架受力点截面惯性矩,m4;n为装料端至出料端钢坯步距总数;Δ为每个步距钢坯横向跑偏量,m;Δ总为钢坯全炉长横向跑偏量,m。
需要说明如下:
1)虽然X点的转角θ数据很小,但是支撑立柱长度很大(一般约4.5 m左右),且步进总步数很大,所以实际计算Δ总值不容忽视。
2)钢坯的横向跑偏量受与其接触的X点和Y点共同作用形成,以上计算仅以悬臂部分受力X点计算钢坯的横向跑偏量以求安全。
3)由于计算中θ数据很小,支撑立柱弯曲变形力也很小,所以由于支撑立柱弯曲变形产生的横向跑偏可以忽略不计,即默认支撑立柱为刚体。
4)式(3)中P取值按最不利情况下取值,即满炉最大规格钢坯载荷时单个支撑立柱的平均载荷值。实际生产中由于钢坯规格的多变,绝大多数情况下炉内钢坯载荷小于计算载荷值。
5)由于2)、4)原因计算横向跑偏量略大于实际跑偏值,偏于安全。但安全的横向跑偏值对相关工程技术人员仍具有很好的参考和借鉴意义。山西太钢工程技术有限公司承揽项目中,理论计算横向跑偏量378 mm,具体数据见表1。
3 平移框架引起的横向跑偏改进措施
3.1 平移框架支撑点位置应布置合理
由公式(1)可知,当a=b时,转角θ值最小,即平移框架支撑点位于单侧滑道中心位置时,对控制钢坯的横向跑偏量最有利。滚轮中心与滑道中心重合对双排布料步进式加热炉尤其重要。另外a、b的取值越小,对减小钢坯横向跑偏量有利。
3.2 增大平移框架横梁的截面惯性矩
由公式(1)可知,I值与转角θ值成反比,提高平移框架横梁刚度可以有效减小钢坯的横向跑偏量。在工艺尺寸允许的条件下,应尽可能增加距截面中性轴较远处的材料量,具体措施有选用大截面型材、增大型材梁的高度、翼缘上焊接钢板增加翼缘厚度、下表面增加立筋板等。
3.3 缩短支撑立柱高度
由公式(2)可知,H值与转角θ值成正比。在满足工艺尺寸情况下,减小支撑立柱长度可以减小钢坯的横向跑偏量。
4 现场实践
在上述山西太钢工程技术有限公司承揽项目中,经分析造成跑偏量过大的主要原因主要有两点。
1)支撑点位置布置不合理。a=1.15 m;b=0.65 m;钢坯中心与支撑点中心偏差250 mm。
2)平移框架横梁刚度较小,外伸悬臂段弯曲下挠明显,空载时测量下挠量达7 mm。
由于该项目为改造项目,支撑滚轮位置不易调整。结合现场实际,主要改造内容如下。
4.1 改造平移框架横梁
在满足工艺尺寸条件下原平移框架横梁上焊接H型钢,同时原横梁下部增加立筋板,截面尺寸见图4。此方案不仅缩短了支撑立柱高度,而且增加了横梁的刚性,理论截面惯性矩由47 000 cm4增大至302 100 cm4,增大近6倍。
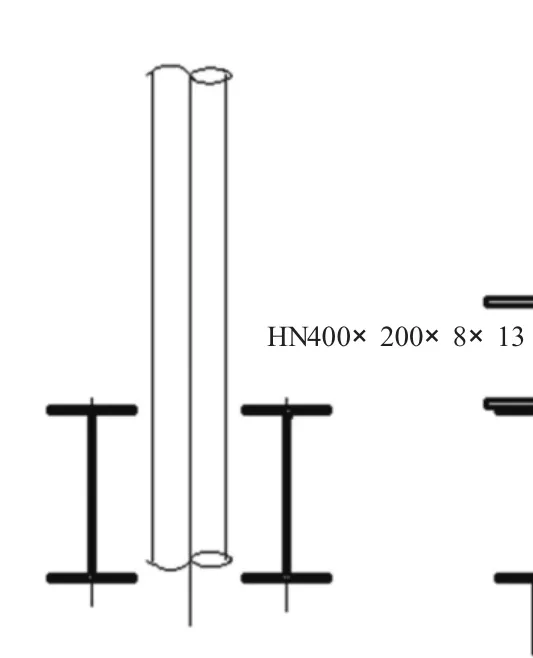
图4 改造前横梁截面示意图/mm

图5 改造后横梁截面示意图/mm
4.2 调整工艺尺寸
工艺尺寸调整,单侧滑道活动梁间距由1800mm调整至1 450 mm,立柱支撑点距横梁支撑点距离a和b均减小,由公式(1)可知,调整后可有效减小钢坯横向跑偏量。
项目改造完成后效果明显,钢坯横向跑偏量由原先300 mm减小到40 mm。详细改造对比数据见表1。

表1 项目改造完成后效果
5 结语
导致加热炉横向跑偏量大的原因很多,除步进梁制造和安装精度等因素外,设备本身尤其是承载钢坯的重要部件平移框架的合理设计也很重要。合理的载荷布置和刚度选择可减小钢坯横向跑偏,提高生产效率。
猜你喜欢
大学数学(2022年6期)2023-01-14
江苏钢铁(2022年9期)2022-07-02
重型机械(2020年2期)2020-07-24
中国特种设备安全(2019年1期)2019-03-13
中国公路(2017年15期)2017-10-16
百姓生活(2017年6期)2017-06-10
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
幸福家庭(2016年10期)2016-11-25
天津冶金(2014年4期)2014-02-28
中国钢铁业(2012年11期)2012-09-21
