
单面纬平针织物平幅轧蒸染色防卷边控制
2019-05-31 02:39马振萍毛志平
纺织学报 2019年5期
马振萍, 毛志平,3, 钟 毅,3, 徐 红,3
(1. 东华大学 生态纺织教育部重点实验室, 上海 201620; 2. 东华大学 化学化工与生物工程学院, 上海 201620; 3. 东华大学 纺织科技创新中心, 上海 201620)
传统的针织物印染加工采用绳状间歇工艺,与机织物的连续轧蒸染色工艺相比,该工艺印染重现性差,蒸汽、水和电的消耗高,加工过程中易产生折皱、擦痕和磨损疵点等质量问题[1-3]。为避免上述问题,针织物的平幅连续印染加工成为发展趋势,而针织物的卷边问题是实现针织物平幅连续印染加工需要解决的关键问题之一。
卷边性是针织物尤其是单面纬平针织物的天然属性,这是由于织物边缘线圈中弯曲线段所具有的内应力试图使线段伸直而造成的[4]。现在,解决针织物的卷边问题主要从改变织物组织结构与纱线性能、机械控制等方面进行。陈忠等[5]认为,可选用回扭捻势低的纱线,如喷气纱、涡流纱或转杯纱消除针织物卷边现象。陈国强等[6]利用无卷边性的罗纹组织织物和易卷边的纬平针组织织物相互制约的织造原理,将纬平针组织与罗纹组织圈套织成织物以控制纬编平针织物的卷边。文献[7-8]提出,在生产实践中单面纬平针织物可在开幅线左右两边一定范围内(1.5~2.5 cm,视生产情况而定)编织集圈网眼组织或者珠地网眼组织来控制卷边。徐顺成[9]使用E&L公司的板条式自动对中以及螺纹开幅、防卷边装置来解决针织物卷边问题。陈立秋[10]在织物进轧点、针铗区、淋洗大网筒前均设置主动片式螺纹分丝辊或伸缩式开幅辊及不锈钢螺纹分丝板来解开卷边。但是,改变纱线的加捻方式以及织物的组织结构提高了对设备的要求,应用对象单一且不灵活。开幅机械装置也并没有完全解决针织物平幅加工全流程中的卷边问题。
本文采用浆边的方法来控制针织物的卷边,筛选出具有恰当的硬挺度、延展性、耐洗涤性、耐高温性的防卷边剂,以满足针织物的平幅轧蒸染色要求,提出了衡量针织物卷边程度的表征方法,通过比较轧蒸染色过程中涂层胶的防卷边效果以及针织物的染色效果来确定涂层胶最优的施加方式以及涂层方法。
1 实验部分
1.1 实验材料
单面纬平棉针织物,面密度为175 g/m2(华纺股份有限公司);PTF增稠剂(亨斯曼化工有限公司);硬挺剂F-404(科峰纺织助剂有限公司);硬挺剂EcofunYTJ(艾凯纺织技术有限公司);水性聚氨酯树脂(上海思盛聚合物材料有限公司);丙烯酸酯-聚氨酯复合乳液(自制);活性红3BF(安诺其纺织化工股份有限公司);碳酸氢钠,氯化钠,3-间硝基苯磺酸钠(国药集团化学试剂有限公司);皂片(上海纺织工业技术监督所)。
1.2 主要仪器
H5KS型织物强力测试仪,英国 Hounsfield 公司;SF650型测色配色仪,美国 Datacolor 公司;JA2003型电子分析天平,上海天平仪器厂;M-TENTER型连续式织物热定型机,台湾瑞比公司;Rapid电动轧车,台湾Rapid精密机械有限公司; DHE型高温汽蒸箱,瑞士Mathis公司;DGG-907013型电热恒温鼓风干燥箱,上海森信实验仪器有限公司。
1.3 针织物防卷边整理工艺
将一定量的增稠剂加入去离子水中,搅拌调成均匀糊状,再将一定量的硬挺剂加入其中搅拌至充分混合均匀,制得防卷边整理剂,该防卷边整理剂中增稠剂、硬挺剂和去离子水的质量比为2∶25∶73。用特制的聚氟乙烯(PVC)隔板展开针织物的布边,使其保持平整,然后将防卷边剂置于隔板上,用玻璃刮板将其均匀地刮涂到针织物布边位置,最后将防卷边整理后的织物经烘干、焙烘即可。
1.4 针织物活性染料轧蒸染色工艺
染色处方:活性红3BF 10 g/L;JFC 1 g/L;防染盐S 2 g/L;Na2CO330 g/L;NaCl 70 g/L。
染色工艺流程:防卷边整理→浸轧染液(二浸二轧,轧液率为70%~75%)→烘干(80 ℃,3 min)→汽蒸(100 ℃,2 min)→水洗→皂煮→水洗→烘干。
1.5 性能测试
1.5.1 防卷边性
对于防卷边整理后的针织物,在后续的平幅轧蒸染色过程中,不同防卷边涂层胶的防卷边作用会出现不同程度的损失。本文实验采用卷边率来衡量针织物卷边程度的大小,卷边率越小,卷边程度越小,防卷边作用损失越少,防卷边性越好。
将卷边试样与已知面积的参照物在室内自然光源下拍摄成像,然后用图形处理软件Photoshop对图像进行如下处理:钢笔工具描边→填充颜色→建立选区→直方图读取像素信息。
面积换算:参照物面积已知,(参照物对应面积/所占像素值)×卷边布所占像素=卷边布对应面积。
按下式计算卷边率:
其中:C为卷边率,%;S0为处理前织物的面积,cm2;S为处理后卷边织物的面积,cm2。
1.5.2 染色效果
采用测色配色仪测定防卷边染色后织物表观色深,在距离浆边1、2、3、4、5、6 cm的区域分别取10个测试点,结果取平均值,以此表示浆边对染色性能的影响范围。
1.5.3 耐洗性
参照GB/T 8629—2001《纺织品试验用家庭洗涤和干燥程序》测定防卷边涂层整理后织物的耐洗性。皂粉剂质量浓度为2 g/L,在(60±3)℃下振荡水洗10 min,完成1次水洗,每个样品水洗5次。试样提前放在恒温恒湿实验室(温度21 ℃,湿度65%)平衡6 h以上,称量过程完全在恒温恒湿环境中进行。
1.5.4 拉伸性能
采用织物强力测试仪,参照ASTMD 5035—1995 《纺织品断裂强力及伸长率测试(条样法)》测试防卷边涂层整理后织物的单向拉伸性能。取涂层织物裁剪成宽度为25 mm,长度为75 mm的样条,设置拉伸速度为300 mm/min,预加张力为1 cN,每个试样提前放在恒温恒湿实验室(温度为21 ℃,湿度为65%)平衡6 h以上。
2 结果与讨论
2.1 硬挺剂的选择
在整个防卷边浆料体系中,硬挺剂作为重要的组成部分决定着防卷边涂层胶的硬挺度与织物的黏结强度,进而影响涂层胶的防卷边效果。根据平幅轧蒸染色的需要,初步筛选出4种高分子浆料作为硬挺剂对织物进行锯齿状防卷边整理。在染色过程中,不同防卷边剂整理的织物会出现不同程度的卷边现象,结果如表1所示。
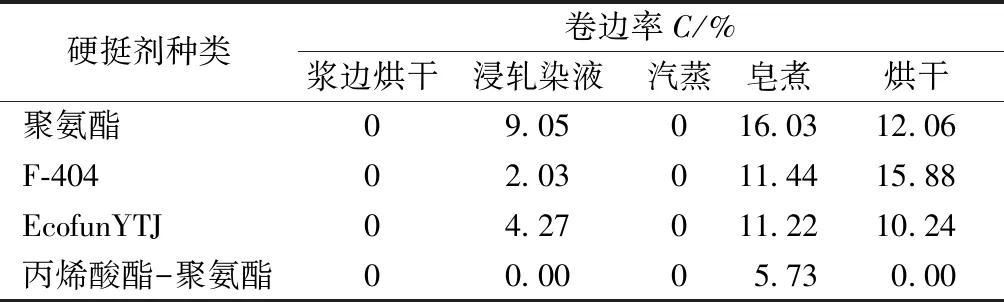
表1 不同防卷边涂层胶在染色各工况下的卷边情况Tab.1 Different anti-curling coating states under different dyeing conditions
从表1可看出,4种防卷边涂层胶在烘干后都能起到优异的防卷边效果,这是由于防卷边剂作为一种高分子物质,在纤维的表面或纤维与纤维之间、纤维内部形成薄膜或产生交联[11],烘干后使织物布边保持硬挺,从而抑制了布边的卷曲。在轧染过程中,织物浸在染液中的时间很短,一般只有几秒到几十秒[12],但是前3种防卷边涂层胶浸轧染液后都出现不同程度的卷边。这是由于聚氨酯中含有大量的水溶性基团,浆膜耐水性差。F-404的成分主要是聚醋酸乙烯酯,其分子中由于含羟基的保护胶体和含水溶性基团硫酸根的过硫酸盐引发剂的引入,因此也降低了浆膜的耐水性[13]。EcofunYTJ的主要成分是聚丙烯酸酯,其合成过程中引入了较多的水溶性单体,浆膜耐水性变差。而丙烯酸酯-聚氨酯浆膜具有足够的耐水性,一方面是由于丙烯酸酯的加入降低了聚氨酯中亲水基团的相对比例,另一方面,丙烯酸酯所含碳链为疏水链段,疏水基团增多,疏水性增强,耐水性增强[14],因此浸轧染液时不会卷边。皂煮时4种防卷边剂都发生了不同程度的卷边,这是由于这几种浆料本身分子结构的差异导致的耐水煮和耐水解性存在着差异。聚氨酯中氨基、氨基甲酸酯基以及脲基都会与水发生反应[15],耐水解性最差,所以防卷边性也最差。聚醋酸乙烯酯属于热塑性高分子物质,软化点在60~80 ℃,当温度超过软化点时,硬挺效果消失,防卷边效果也消失。同理,聚丙烯酸酯在皂煮环境中也失去防卷边作用,且皂煮烘干后依旧保持包卷状态,难以打开。而丙烯酸酯-聚氨酯虽在皂煮中暂时失去防卷边作用,但是浆膜烘干后恢复硬挺效果,布边包卷状态展开,布面保持平整,可进行后续的整理加工。
通过对比不同防卷剂整理后织物的耐洗性,进一步筛选出较为优异的防卷边涂层胶。耐洗性通过水洗前后织物的质量损失率来衡量,结果如表2所示。
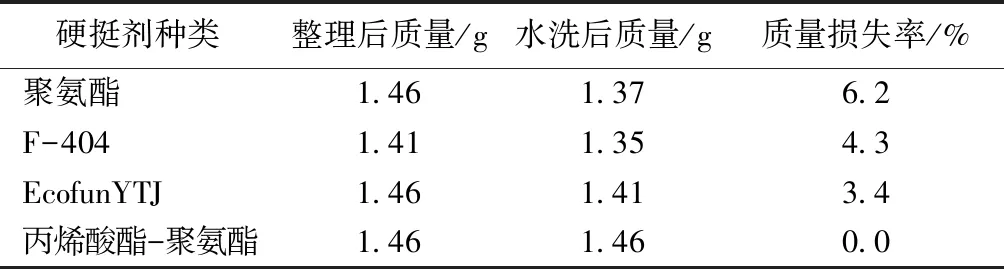
表2 不同浆边织物耐洗性对比实验Tab.2 Washability of different fabrics after finishing
从表2可看出,同样的水洗条件下,不同防卷边剂整理后织物的耐洗性排序为:丙烯酸酯-聚氨酯 > EcofunYTJ > F-404 > 聚氨酯,丙烯酸酯-聚氨酯处理织物在该水洗条件下质量没有损失,耐洗性能优异。
综上所述,丙烯酸酯-聚氨酯具有较好的耐水性、耐水洗性,基本可满足针织物平幅轧蒸染色的要求,后续实验选用丙烯酸酯-聚氨酯(PUA)。
2.2 涂层胶施加方式的确定
2.2.1 施加形状对针织物防卷边效果的影响
涂层胶的施加形状设计如图1所示。
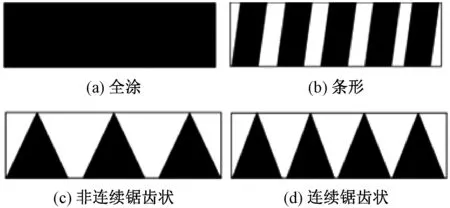
图1 涂层胶施加形状Fig.1 Coating adhesive applied shapes. (a) Fully coated; (b) Strip-like; (c) Non-continuous serrated; (d) Continuous serrated
考虑到平幅染色的传动过程中前后的张力,设计了图1(b)、(c)、(d)所示部分施加不连续形状的涂层胶来提高浆边在运行过程中的延伸性。测试织物的拉伸性能大部分都需要测试织物的断裂强力,而本文实验所针对的试样是涂有胶膜的单面纬平针织布,在工厂实际生产中,极少能将此织物拉到断裂,而且测试其断裂强力对本文实验帮助不大,结合工厂实际情况,本文实验主要分析试样拉伸至常用延伸率即30%时的应力-应变曲线,结果如图2所示。
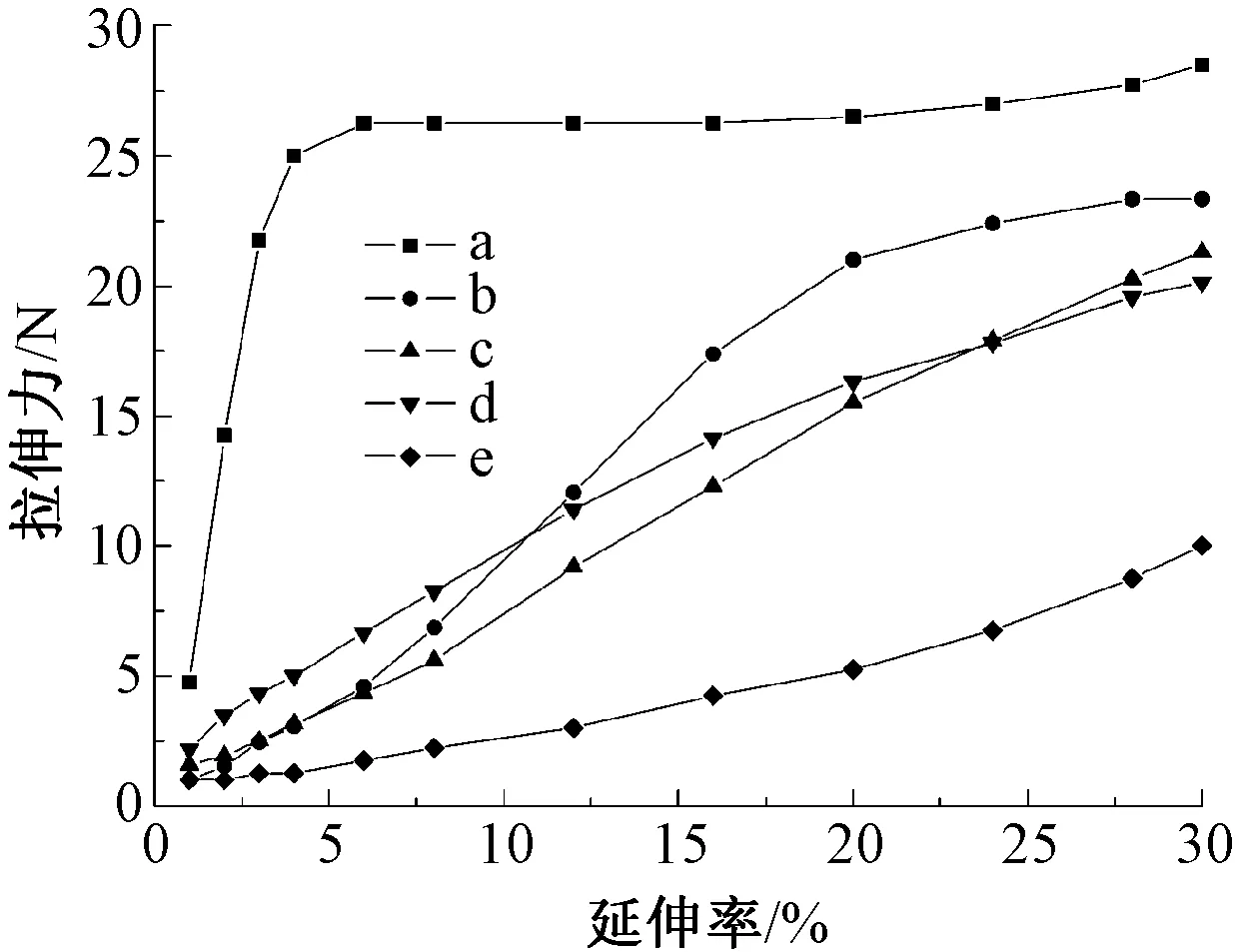
a—全涂;b—条形;c—非连续锯齿状;d—连续锯齿状;e—原布。图2 不同形状浆边的拉伸曲线Fig.2 Tensile curves for different coating shapes
由图2可看出,原布在较小的拉力下就可以发生较大的形变,但是,其他因表面涂有不同形状的浆膜从而不同程度地抑制了针织布的形变,全涂状浆边因浆膜面积最大,延伸性最差,拉伸时极易发生断裂而失去防卷边作用。对于条状与齿状浆边,当拉力低于17 N时,在同等大小的拉力下,非连续锯齿状浆边延伸率更大,在针织布平幅运行过程中,浆边可与布面保持比较好的运行同步性,不至于在浆边交界处产生褶皱而影响后续的染色加工。当拉伸力大于17 N时,连续锯齿状浆边具有更好的延伸性。
由于在平幅轧蒸染色过程中,涂层胶只有在皂煮时会失去部分防卷边作用,因此本文实验主要通过对比皂煮后不同形状涂层胶的卷边率来选出具有优异防卷边效果的施加形状。
通过实验测得全涂状涂层胶、条形涂层胶、非连续锯齿状涂层胶、连续锯齿状涂层胶皂煮后的卷边率分别是11.28%、11.23%、6.62%、4.56%。其中连续锯齿状涂层浆边皂煮后的卷边率最小,即具有最佳防卷边效果,这是由于连续状涂层胶的防卷边性要优于非连续状,且单位面积内的涂层胶面积越小,防卷边效果越好。综上所述,连续锯齿状涂层胶在无张力或低张力运行状态下具有较好的延伸性,且具有最佳的防卷边效果,因此,后续实验选用连续锯齿状涂层胶。
2.2.2 施加位置及厚度对织物防卷边效果的影响
由于上述实验中,防卷边涂层胶在皂煮时并没有完全抑制住布边的卷曲,为进一步优化实验结果,将防卷边涂层胶沿针织物纹路方向施加到其反面。针织物组织结构和涂层胶的施加部位如图3所示。

图3 针织物组织结构及刮涂部位Fig.3 Knitted fabric structure and coating position
通过改变涂层胶的施加部位,从而阻止针织布卷边。正反两面分别施胶的防卷边对比结果如表3所示。

表3 涂层胶施加位置及厚度对针织物防卷边效果的影响Tab.3 Influence of coating position & thickness on anti-curling effect
由表3可看出,反面施胶明显改善了涂层胶在皂煮时的卷边情况,涂层胶可完全发挥防卷边作用。这是由于单面纬平针织布的布边呈现由正面向反面包卷的状态,将涂层胶施加到织物正面,烘干焙烘交联成膜后在织物正面形成一种拉力,使得布边从正面向反面的运动受到牵制。而将防卷边剂沿纹路方向施加到织物反面,烘干焙烘交联成膜后在织物反面形成了一种阻力,使得布边从正面向反面的运动受到阻碍,在皂煮时,由于湿热力的综合作用,防卷边力虽然减弱,但是这种阻碍力>卷边力>牵制力,因此涂层胶施加到反面的卷边率远远低于施加到正面的卷边率。但是,涂层胶过厚,硬挺度过高,反而加重了布边卷边。因此,从经济以及防卷边效果角度考虑,涂层胶沿纹路方向施加到针织物反面,施加厚度达到0.2 mm即可。
2.2.3 施加宽度对针织物防卷边效果的影响
在实际平幅加工生产中,纵向布幅两边即浆边部位在烘干或焙烘过程中是采用针铗定型的,一般为1~3 cm宽,针铗部分在加工后要进行切边处理。因此只要浆边的宽度控制得当,使其在针铗部位切边的时候随之切掉,这样既控制了织物的卷边,又保证了织物的有效利用面积,不会造成布料的浪费。涂层胶的施加宽度对针织物防卷边效果的影响如表4所示。

表4 浆边宽度对防卷边效果的影响Tab.4 Influence of edge width on anti-curling effect
从表4可以看出,当浆边宽度达到2.0 cm时,针织物在平幅轧蒸染色的各工况下都不会卷边。在实际生产中,浆边宽度视针铗宽度而定,但不低于2.0 cm为佳,若针铗宽度大于2.0 cm,应适当增加浆边宽度。
2.3 防卷边整理对染色效果的影响
连续锯齿状刮涂,0.2 mm厚的涂层胶对染色效果的影响以及影响范围如图4所示。
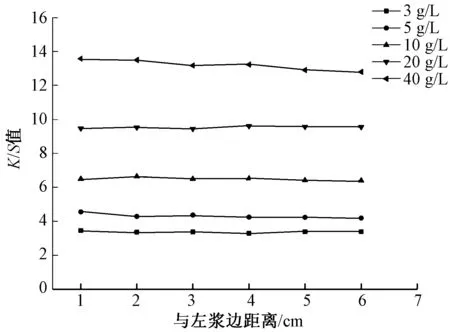
图4 连续锯齿状浆边在不同染料质量浓度下对染色效果的影响Fig.4 Influence of continuous serrated coating on dyeing effect at different dye concentrations
从图4可看出,同种染料质量浓度下,距离浆边位置不同,K/S值几乎没有变化,这说明无论是染浅色、中色还是深色,0.2 mm厚的连续锯齿状浆边在平幅轧蒸染色中不会对染色效果产生影响。这是由于涂层胶防卷边性能优异,保证针织布在进轧点时布面平整无皱,且胶层很薄,并没有影响前、后、左、中、右的轧液率均匀一致,且在汽蒸固色以及皂洗水洗去除浮色时,布面依旧平整无皱,并没有影响纤维内自由水的扩散从而影响染料的固着,因此染后织物匀染性好,色差小。
3 结 论
在针织物平幅轧蒸染色过程中,聚丙烯酸酯-聚氨酯基防卷边涂层胶具有适当的硬挺度、延伸韧性、耐洗涤性和黏合性。对于中、厚型单面纬平针织物,沿织物纹路方向反面刮涂,刮涂厚度达到0.2 mm,焙烘成型后的浆边宽度高于2 cm,这种施加方法得到的聚丙烯酸酯-聚氨酯基防卷边涂层胶可耐受平幅轧蒸染色中的浸轧染液、汽蒸固色和皂洗水洗等过程且对染色效果没有影响。
FZXB
猜你喜欢
纺织科技进展(2021年5期)2021-07-22
毛纺科技(2020年7期)2021-01-06
皮革制作与环保科技(2020年13期)2020-03-17
上海建材(2019年4期)2019-05-21
西安工程大学学报(2016年6期)2017-01-15
国际纺织导报(2016年12期)2016-02-24
西北工业大学学报(2015年4期)2016-01-19
中国塑料(2015年8期)2015-10-14
材料研究与应用(2015年4期)2015-08-23
橡胶工业(2015年2期)2015-07-29
