
正交试验法优化亚麻荠籽毛油制取工艺研究
2019-06-14 08:21于立芹张华南晓魏李飞飞张海希杜树旺
中国粮油学报 2019年5期
于立芹 朱 杰 范 毅 张华南 李 晓魏 悦 李飞飞 张海希 杜树旺
(河南省生物技术开发中心1,郑州 450002) (河南省科高植物天然产物开发工程技术有限公司2,郑州 450002) (安阳九安农业有限责任公司3,安阳 455000) (安阳市亚麻荠种植工程研究中心4,安阳 455000)
亚麻荠(Camelinasativa(L.)Crantz)属于十字花科,亚麻荠属,是一种农艺性状好、投入低、栽培简单、经济价值较高的环保型油料作物[1]。亚麻荠籽小,呈棕褐色,外壳较为坚硬不易脱除,千粒重约为1.25 g[2]。亚麻荠籽含油率约28%~40%,富含a-亚麻酸、亚油酸与油酸,还含有丰富的维生素E、多酚与甾醇等抗氧化物质,以及存在于少量植物中的促进受损神经组织修复与再生的特效物质-神经酸[3-5]。亚麻荠籽油营养保健价值突出,动物实验与临床研究均表明,食用亚麻荠籽油具有降血脂的作用[6-7]。目前,亚麻荠籽油已被美国、加拿大等国家批准作为新食品原料。随着我国大力发展小品种食用油,亚麻荠籽油以其独特的栽培特性与食用价值逐渐引起研究的重视。
目前植物油的提取方法主要有物理压榨法和化学溶剂浸出法[8]。高含油油料,宜采用预榨-浸出法制油工艺[9]。物理压榨法是将油脂从油料中挤压出来的取油方法,具有工艺简单、配套设备少、油品质量好等优点,但压榨油饼粕残油量较高。浸出法是油脂提取率最高的一种取油方法,对于合理利用油料资源有着重要的意义。本实验采用正交试验法,对亚麻荠籽的压榨-浸出工艺进行优化,得出各工艺过程的最佳提取参数,以期为亚麻荠籽油的开发利用提供借鉴。
1 材料与方法
1.1 试验材料
亚麻荠籽;石油醚、正己烷:分析纯。
1.2 主要仪器
DHG-9140A型电热恒温鼓风干燥箱;6YZ-230型液压榨油机;SB2100型旋转蒸发仪;STX2201型便携式电子天平;ME204/02型分析天平;DZKW-S-6型水浴锅;卧式HD2015W恒速电动搅拌器。
1.3 试验方法
1.3.1 压榨工艺研究流程
原料清理→低温干燥(50 ℃)/喷水润湿→压榨→收取饼粕→残油测定
以压榨压力、时间、亚麻荠籽含水量为单因素进行试验,研究不同因素对亚麻荠籽饼粕残油率的影响。在单因素研究的基础上,以饼粕残油率为测定指标,选择压榨压力、时间、含水量3因素设计正交试验,优化亚麻荠籽压榨制油的最佳工艺条件。
残油率测定:索氏抽提法,参照《GB/T 10359—2008 油料饼粕 含油量的测定 第1部分:己烷(或石油醚)提取法》进行。
含水量测定:参照《中国药典》2015年版0832水分测定法第二法(烘干法)进行测定。
1.3.2 浸出工艺研究流程
亚麻荠籽饼粕→低温浸出→混合油过滤→回收溶剂→毛油恒重
以正己烷为提取溶剂,以料液比、浸出时间、浸出温度为单因素进行试验,研究不同因素对亚麻荠籽饼粕中残油提取率的影响。在单因素研究的基础上,以饼粕残油提取率为测定指标,选择料液比、浸出时间、浸出温度3因素设计正交试验,优化亚麻荠籽饼粕浸出提取的最佳工艺条件。
1.3.3 毛油理化指标检测
酸价测定:参照GB 5009.229—2016 食品安全国家标准 食品中酸价的测定;过氧化值测定:参照GB 5009.227—2016 食品安全国家标准 食品中过氧化值的测定;磷脂测定:参照GB/T 5537—2008 粮油检测 磷脂含量的测定;加热试验:参照GB/T 5531—2008 粮油检验 植物油脂加热试验。
1.3.4 数据分析
分析所用样品均采用随机取样的方法,所有试验数据均为至少两次测定的平均值,并计算标准偏差。利用EXCLE进行作图。正交试验统计分析采用Minitab17数据处理软件。
2 结果与分析
2.1 压榨制油单因素试验
2.1.1 压榨压力对饼粕残油率的影响
投料量为1 kg,在物料平均含水量约7.3%,压榨时间40 min,室温压榨条件下,探讨压力对亚麻荠籽饼粕残油率的影响,压榨压力对饼粕残油率的影响如图1所示。
由图1可知,在压力30~60 MPa范围内,随着压榨压力增加,亚麻荠籽饼粕的残油率下降。当压力增大到50 MPa时,残油率降低幅度变缓,压力继续升高至60 MPa时,亚麻荠籽饼粕残油率最低。但从经济角度和安全方面考虑,压榨压力过大,会导致设备投资和操作费用大幅增加,同时高压设备的安全性隐患也会增大,影响设备使用寿命。综合考虑,选择压榨压力为50 MPa。

图1 各因素对饼粕残油率的影响
2.1.2 压榨时间对饼粕残油率的影响
投料量为1 kg,在物料平均含水量约7.3%,压榨压力50 MPa,室温压榨条件下,探讨压榨时间对亚麻荠籽饼粕残油率的影响,压榨时间对饼粕残油率的影响如图1所示。
由图1可知,压榨时间在40 min内,随着压榨时间延长,饼粕残油率减少,压榨时间50 min饼粕残油率与40 min残油率相近。为提高生产效率,压榨时间不宜过长,40 min左右较为理想。
2.1.3 亚麻荠籽含水量对饼粕残油率的影响
投料量为1 kg,在压榨时间40 min,压榨压力50 MPa,室温压榨条件下,考察亚麻荠籽含水量对亚麻荠籽饼粕残油率的影响,含水量对饼粕残油率的影响如图1所示。
由图1可知,亚麻荠籽含水量对饼粕残油率影响较大。当物料平均含水量达到7.3%之前,随着亚麻荠籽含水量增加,饼粕残油率下降。之后随着物料平均含水量增加,饼粕中残油率反而上升。结果表明,亚麻荠籽压榨前平均含水量控制在6.3%~7.3%比较合适。
2.2 压榨制油正交试验
2.2.1 试验设计及结果
在压榨制油单因素试验的基础上,根据Minitab17.0数据处理系统中的L9(34)正交试验设计方法,以压榨压力(A)、亚麻荠籽含水量(B)、压榨时间(C)作为3个考察因素,选取3个水平进行试验,对结果进行极差分析、方差分析,以确定最佳工艺条件。L9(34)正交试验设计及结果见表1。
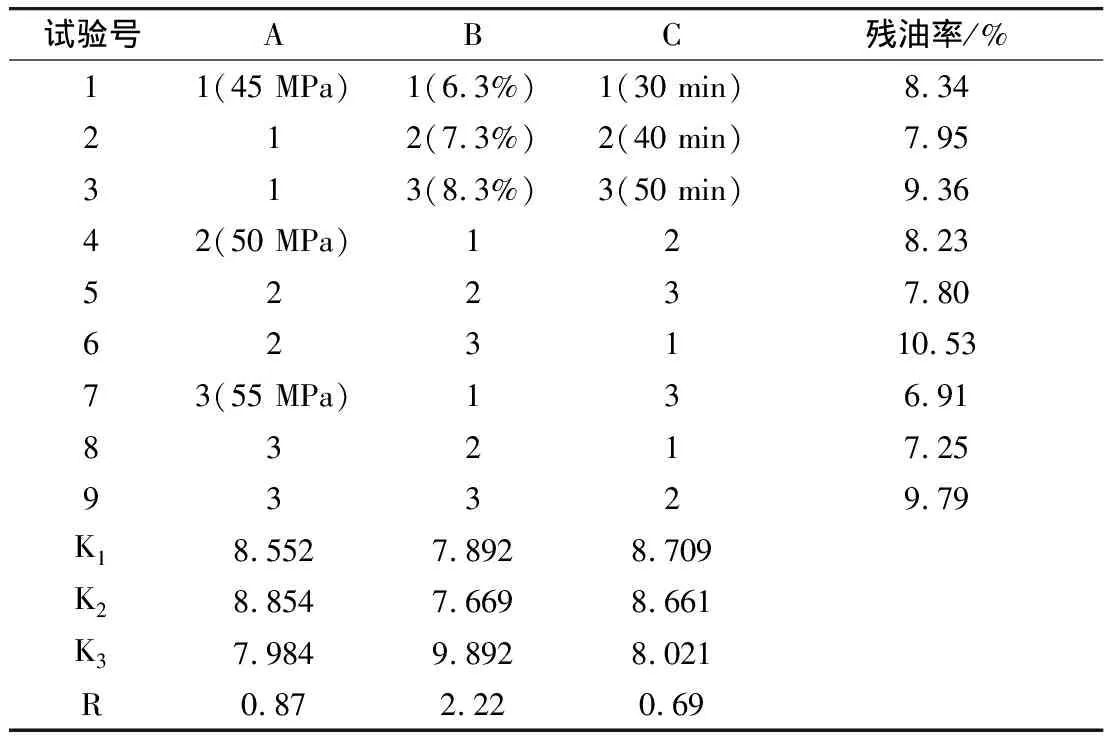
表1 L9(34)正交试验设计及结果
2.2.2 模型方差分析
对试验所得结果进行方差分析,正交试验方差分析结果见表2。影响压榨制油饼粕残油率的各因素主次关系为B>A>C,即含水量>压力>时间;经方差分析,含水量对残油率有显著影响,压力及时间对残油率无显著影响。由此可得最佳提取工艺为A3B2C3。综合大生产的可能性,并从降低成本角度考虑,可以考虑压榨工艺A1B2C1,即压榨压力45 MPa、含水量7.3%、压榨时间30 min。
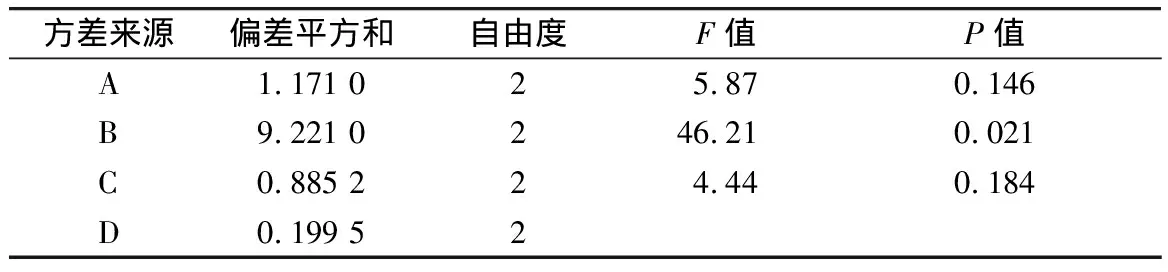
表2 正交试验方差分析结果
2.2.3 验证试验
选择3个工艺组合即A3B2C3、A1B2C1和A3B1C3,按照上述条件进行验证试验,每个条件试验3批,进行残油率测定,正交验证试验结果见表3。单因素方差结果表明,A3B2C3与A3B1C3工艺饼粕残油率显著低于A1B2C1(P=0.000;P=0.000),A3B2C3与A3B1C3工艺压榨饼粕残油率无统计学差异(P=0.595),因此压榨工艺选择压力为55 MPa,时间40~50 min,含水量为6.3%~7.3%。

表3 正交验证试验结果
注:与A1B2C1比较*P<0.05,**P<0.01。
2.3 浸出工艺单因素试验
2.3.1 料液比对饼粕残油提取率的影响
以正己烷为提取溶剂,取20 g饼粕,在浸出温度50 ℃、浸出时间2 h、搅拌转速80 r/min的条件下,采用1∶8、1∶10、1∶12、1∶14、1∶16的料液比分别对亚麻荠籽饼粕进行浸提,探讨不同料液比对饼粕残油提取率的影响,料液比对饼粕残油提取率的影响如图2所示。
由图2可知,随着正己烷用量增加,亚麻荠籽饼粕残油提取率增大,当料液比大于1∶14时,残油提取率增加趋势趋于平缓。从降低成本考虑,选择料液比为1∶14比较合适。

图2 料液比、浸出时间对饼粕残油提取率的影响
2.3.2 浸出时间对饼粕残油提取率的影响
以正己烷为提取溶剂,取20 g饼粕,在浸出温度50 ℃、料液比1∶14、搅拌转速80 r/min的条件下,分别对饼粕浸提0.5、1、1.5、2、2.5 h,探讨不同浸出时间对饼粕残油提取率的影响,浸出时间对饼粕残油提取率的影响如图2所示。
由图2可知,随着浸出时间延长,亚麻荠籽饼粕残油提取率增大,当浸出时间大于2.0 h时,残油提取率增加趋势趋于平缓。从节约时间考虑,选择浸出时间为2.0 h比较合适。
2.3.3 浸出温度对饼粕残油提取率的影响
以正己烷为提取溶剂,取20 g饼粕,在浸出时间2.0 h、料液比1∶14、搅拌转速80 r/min的条件下,分别以40、45、50、55、60 ℃温度下对饼粕浸提,探讨不同浸出温度对饼粕残油提取率的影响,浸出温度对饼粕残油提取率的影响如图3所示。
由图3可知,在低温条件下,浸出温度对亚麻荠籽饼粕残油提取率影响不大。从油脂稳定性以及提取工艺稳定性角度考虑,选择浸出温度为40 ℃比较合适。

图3 浸出温度对饼粕残油提取率的影响
2.4 浸出取油正交试验
2.4.1 试验设计及结果
在浸出取油单因素试验的基础上,根据Minitab17.0数据处理系统中的L9(34)正交试验设计方法,以料液比(A)、浸出时间(B)、浸出温度(C)作为3个考察因素,选取3个水平进行试验,对结果进行极差分析、方差分析,以确定最佳工艺条件。L9(34)正交试验设计及结果见表4。
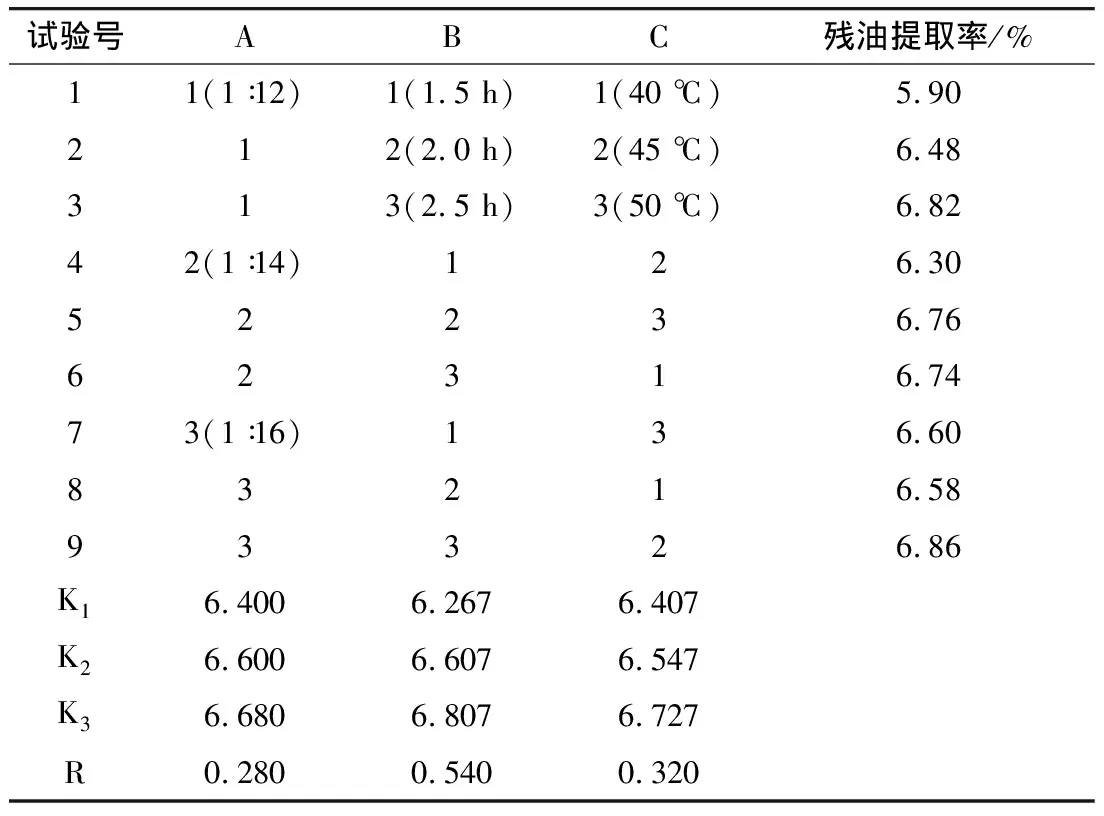
表4 L9(34)正交试验设计及结果
2.4.2 模型方差分析
对试验所得结果进行方差分析,正交试验方差分析结果见表5。从表5可以看出,影响亚麻荠籽饼粕残油提取率的各因素主次关系为B>C>A,即浸出时间>浸出温度>料液比;经方差分析,浸出时间对残油提取率有显著影响,浸出温度及料液比对残油提取率无显著影响。由此可得最佳提取工艺为A3B3C3。综合大生产的可能性,并从降低成本角度考虑,可以考虑压榨工艺为A1B3C1,即料液比1∶12、浸出时间2.5 h、浸出温度40 ℃。

表5 正交试验方差分析结果
2.4.3 验证试验
选择3个工艺组即合A3B3C3、A1B3C1和A3B3C2,按照上述条件进行验证试验,每个条件实验3批,进行残油提取率测定,浸出验证试验结果见表6。结果表明,每个试验条件下残油提取率均无统计学差异,因此从降低生产成本角度考虑,浸出工艺为料液比1∶12(m∶V),浸出时间2.5 h,浸出温度40~50 ℃。

表6 浸出验证试验结果
2.5 压榨与浸出毛油理化指标
压榨与浸出毛油理化指标检测结果见表7。
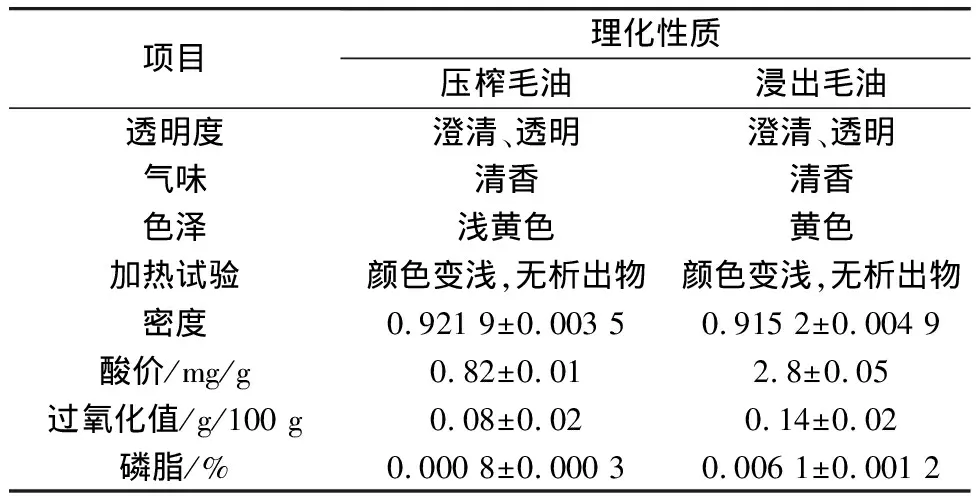
表7 压榨与浸出毛油理化指标检测结果
由表7可知,亚麻荠籽压榨毛油与饼粕浸出毛油基本理化指标符合国标要求。
3 结论
3.1 亚麻荠籽压榨制油的最佳工艺参数为:压榨压力55 MPa、压榨时间40~50 min、亚麻荠籽含水量6.3%~7.3%。在最佳工艺条件下,亚麻荠籽饼粕残油率约为6.8%。
3.2 亚麻荠籽饼粕浸出取油的最佳工艺参数为:料液比1∶12(m∶V)、浸出时间2.5 h,浸出温度40~50 ℃,在最佳工艺条件下,亚麻荠籽饼粕残油提取率约为6.7%。
3.3 亚麻荠籽压榨制油与浸出取油的毛油感官性质较好,呈清澈透明的淡黄色,基本理化指标符合国标要求,后期可简化精炼工艺,缩短生产周期,提高成品油产率。
猜你喜欢
中国畜禽种业(2022年4期)2022-11-22
中国粮油学报(2022年3期)2022-06-23
食品安全导刊(2021年34期)2021-11-28
环境卫生工程(2021年1期)2021-03-19
种子(2020年9期)2020-10-22
现代园艺(2020年7期)2020-04-22
湖南农业(2020年5期)2020-01-09
种子(2019年8期)2019-09-11
散文诗世界(2017年3期)2017-11-13
家庭百事通·健康一点通(2016年7期)2016-08-04
