
平地机回转齿圈齿轮磨损故障分析及维修方法
2019-06-16 02:02巴特尔
设备管理与维修 2019年14期
巴特尔
(神华北电胜利能源有限公司,内蒙古锡林浩特 026000)
0 引言
露天煤矿中使用的平地机是一种装有铲土刀板作业装置,进行露天煤矿坑下道路土壤的切削、刮送和整平,以及修刮边坡等作业的工程机械设备,配置松土器等其他辅助装置时可扩大其使用范围,具备多种场合作业的高适应性。因此,平地机是种作业效率高、作业质量高、用途广泛的辅助机械设备,是露天煤矿有序生产必不可少的设备。平地机的工作装置依靠齿轮传动进行工作,伴随着平地机服役年限的延长,在使用工况复杂多变和作业环境恶略等因素的综合作用下,必然导致平地机回转齿圈齿轮传动磨损失效情况发生,给平地机的安全平稳运行埋下故障隐患。
1 平地机回转齿圈轮齿磨损故障分析
平地机回转齿圈的制造与它的使用寿命、工作可靠性、工作的效率、润滑情况等紧密相关。回转齿圈与驱动齿轮间的啮合属于重载低速开放式啮合,它的工作环境多粉尘与颗粒物,回转圈齿啮合面的防护和润滑条件较差。在齿轮动力的传递与回转配速的过程中,齿轮啮合面之间同时作用着摩擦力与机械挤压力,此外齿面还受到冲击力和复合式应力的共同作用,因此要求齿圈材料具有良好的抗接触疲劳性、耐磨性和抗弯曲疲劳性,即要求齿圈材料不仅表面硬度和强度要高,并且要求其芯部韧性要好[1]。
1.1 平地机工作环境与齿圈制造材料要求
露天煤矿中,平地机主要用于完成露天煤矿采场内道路的日常维护、运输路线变更等大面积的土方作业工作。作业环境扬尘严重,砂石颗粒物超标,并且工作任务量较大,平地机常常满负荷甚至超负荷作业,因此要求平地机结构件兼备强度、稳定性与耐久性,而回转齿圈作为平地机传导动力与控制运动的关键工作构件,承受着作业中的主要载荷,因此对其部件综合质量要求非常高。
平地机回转齿圈的工作原理是由来自驱动箱的动力经过驱动齿与齿圈啮合传动机械能,从而使回转圈转动,且平地机工作承载载荷较重,回转圈一般做低速回转,即平地机工作中常为低速重载荷啮合。由于露天煤矿属于多粉尘颗粒物的环境,因此在平地机工作时常有颗粒物进入防护条件和润滑条件不理想的回转齿圈啮合面,造成齿面的磨损。此外在平地机回转圈受驱动回转时,回转齿圈啮合面上必然出现相对摩擦,同时在齿面还会受冲击力与复合应力共同作用,因此为了保障平地机回转齿圈的使用寿命,满足工作需求,齿圈制作材料一般具备良好的抗接触疲劳性、耐磨性和抗弯曲疲劳性,制造过程中通过热处理工艺使轮齿表面具备高强度,芯部保持韧性良好。
1.2 平地机回转齿圈轮齿失效原因
由于平地机驱动齿轮与回转圈间机械传动过程中伴随着齿轮低速重载啮合,并且齿轮啮合传动位置处于开放状态,因此作业环境当中的砂砾、粉尘等颗粒物进入啮合面,在动力传动过程中造成啮合面间的磨损加剧。此外,在驱动齿轮与回转齿圈开始啮合、啮合、结束啮合过程中在齿圈齿局部啮合面上伴生着的接触应力也随着啮合过程呈周期性变化,因此也可能造成齿圈齿轮的疲劳与损坏。据此,可至露天矿平地机回转齿圈常见失效形式有轮齿折断[2]、齿面磨损、齿面胶合和齿面塑性变形等4 种形式。
2 平地机齿圈齿失效的维修研究
平地机的回转齿圈是一个带有非标准内齿的齿圈,由托板悬挂在牵引架的下部,通过安装在牵引架上的回转液压马达驱动主动齿轮进而与回转齿圈内齿进行啮合回转,从而驱动回转齿圈和铲刀进行回转作业。回转齿圈与角位器通过螺栓固定,角位器通过两侧切削角调整油缸与铲刀分总成系统联接,并在两侧与铲刀板总成通过转动副约束[3],如图1 所示。本文所讨论的平地机回转齿圈失效的维修是针对于其回转齿圈设计为一体式构件,而非齿圈内齿部分与齿圈主体通过螺栓固定连接,磨损后可更换部件的设计形式。
平面角是指平地机铲刀左右回转与机身纵线所形成的夹角,平地机铲刀的角度及其适用的工作条件见表1。平地机在露天矿作业过程中容易出现失效的回转齿均在±45~50°的回转平面角范围内,以卡特彼勒14M 平地机为例,在该平面角范围一般情况下出现回转齿圈齿失效数量为12~17 个齿。根据平地机回转齿圈齿磨损失效情况的程度不同与生产对设备需求情况,以及对维修效能的综合分析,总结出以下3 种应用价值较高的维修方法。

图1 平地机工作装置

表1 平地机铲刀的角度及其适用的工作条件
2.1 堆焊维修方法(维修保养期间临时性维修)
当平地机回转齿圈投入使用一段时间段后,易出现齿面磨损、齿面胶合,当齿面磨损量达到1/4 齿厚后,平地机回转装置在运行过程中便会出现顿挫,回转不到位等问题,甚至导致设备故障停机。当需要平地机及时恢复状态,保障安全生产有序进行时,建议采用堆焊工艺,可以保障平地机状态短时间内恢复。
针对平地机回转齿圈齿失效的堆焊维修适宜采用焊条电弧堆焊。焊条电弧焊设备低廉,通用性强,适合现场堆焊;特别适合堆焊形状不规则的零件及可达性差的部位;电弧热量集中,变形小,生产率高,但其熔深大,稀释率高,堆焊层硬度和耐磨性下降,通常焊3~4 层,多层焊容易开裂。焊接方法如下。
(1)制备齿廓模板。要求平地机停机,使用硬纸板在齿圈齿未磨损部位拓印12~15 个齿廓,拓印齿数量尽可能多,以保证拓印质量,将拓好齿形轮廓裁剪下来,在3 mm 钢板上进行放样,切割制作齿廓模板。也可与设备厂家购进齿廓模板,以降低制作误差。
(2)维修前准备。准备直径为3.2 mmD112 堆焊焊条(应急情况下也可使用E5015 焊条),以及电焊帽、角磨机、气刨把、碳棒等工器具材料;对要维修部位的齿圈齿进行碳弧气刨作业,清除掉齿廓因胶合引起的卷边毛刺等,并进行清理打磨,确保被维修齿齿面、齿顶、断面均露出金属光泽,无油污泥沙等杂质。
(3)焊接维修。选择合适的焊接参数,维修人员操作电焊钳夹持焊条,沿着受损齿圈齿的齿廓方向,由下端面向上端面进行堆焊(操作技巧与横焊技术相同),可堆焊3~4 层,操作过程保持堆焊面平整,堆焊过程中使用齿廓模板进行比对,堆焊厚度应略多于原齿,保证后续修形有充足余量。
(4)焊后修形。使用齿廓模板与焊后部位进行对比,如图2所示,对多出的余量使用记号笔做标记。根据实际情况,使用碳弧气刨将余量较大的部位气刨清除,对于余量不满足气刨作业的部位则使用角向磨光机进行打磨修形。使用齿廓模板由齿圈下端面至上端面多次、反复进行比对,确保修形质量,还可以启动平地机空载运行回转齿圈,检查维修质量。
2.2 Q345 板材镶嵌维修
由于平地机回转齿圈齿在频繁启动、低速重载和过载的传动中,易出现齿面胶合与齿面塑性变形,当这类磨损失效形式导致回转齿圈齿的齿顶磨秃、齿厚磨损掉1/2~2/3 时,就需要设备立及时停机进行整修,其维修方法可以选择镶嵌的方式。

图2 齿廓板修整齿圈内齿比对
镶嵌维修指的是当回转齿圈内齿磨损、变形、胶合比较严重的情况下,选用与齿圈母材材料性能相近的金属材料,镶嵌焊接在磨损的回转齿圈内齿上的,通过修型后回复齿圈原功能的维修办法。当平地机回转齿圈内齿磨损至1/2~2/3 时,如果采用堆焊工艺就要面临以下问题:
(1)堆焊维修时间较长,维修工时响应延长。
(2)当平地机回转齿圈内齿磨损至1/2~2/3 时,堆焊需要7~10 层,远超出一般堆焊允许的焊接层数,堆焊焊条堆焊超过4层以上易出现开裂,切堆焊层过后脆性增加、韧性降低。
(3)堆焊作业量加大,对齿圈内齿及其周围区域热数量增加,易造成齿圈母材退火、材料内部金相发生变化,从而降低修复质量。
镶嵌钢材的选择:由于平地机回转齿圈采用的是40Cr 钢,该材料经过调质处理后具有良好的综合力学性能,良好的低温冲击韧性和低的缺口敏感性,经过表面淬火后具有较高的表面硬度与耐磨性。露天矿维修单位常用的Q345 钢的力学性能、抗疲劳性能及耐磨性均能与40Cr 钢比较相近,同时能够满足工艺性能良好、钢材经济成本低的要求,因此Q345 钢应为回转齿圈镶嵌维修首选钢材。维修方法如下。
(1)平地机回转齿圈齿清理与修形:使用碳弧气刨、角向磨光机清除掉齿廓因胶合、变形引起的卷边毛刺以及泥沙油污等,并将待修齿的轮廓修整至相同形态,并在上下齿圈齿端面开5 mm 深的半V 型坡口(30°~45°)。
(2)制备Q345 钢镶嵌部件:使用Q345 钢板(10~12)mm 制备被镶嵌齿的原有齿廓形状,通过折弯机进行比对进行折弯,折弯对镶嵌部件尺寸要求如图3 所示,数据来源于设备配件手册,镶嵌部件尺寸应略大于齿廓尺寸,以保证有足够的余量便于焊接与修形。
(3)Q345 钢镶嵌部件的安装点固:对已经弯折完毕的U 型镶嵌部件外侧进行打磨去除锈迹,以回转齿圈上齿面为基准进行焊接点固,点固安装要求镶嵌部件与回转齿圈齿面贴合严密,焊接后不留间隙(图4)。
图3 镶嵌部件样式
(4)镶嵌部件的焊接:镶嵌部件点固完毕后,可采用焊条电弧焊或二氧化碳气体保护焊将镶嵌部件与回转齿圈焊接在一起,要求将所有缝隙全部进行焊接。
图4 镶嵌部件安装示意
①焊条电弧焊。选用Φ3.2 mm 的E7018 焊条,焊接过程中应保证焊缝质量,避免出现夹渣、焊瘤、未熔合等缺陷;②二氧化碳气体保护焊。选用Φ1.2 mm 的E71T 焊丝进行焊接,由于二保焊热数量较大,所以为避免由于热输入过大引起镶嵌板材与齿圈母体发生组织退火,焊接时应对热输入量与层间温度有所控制。
(5)制备齿廓模板:使用硬纸板在齿圈齿未磨损部位拓印12~15 个齿廓,拓印齿数量尽可能多,以保证拓印质量,将拓好齿形轮廓裁剪下来,在3 mm 钢板上进行放样,切割制作齿廓模板。也可与设备厂家购进齿廓模板,以降低制作误差。
(6)焊后修形:待镶嵌部件焊接完毕,齿圈冷却至室温以后,使用齿廓模板与焊后部位进行对比,对多出的余量使用记号笔做标记;根据实际情况,使用碳弧气刨将余量较大的部位气刨清除,对于余量不满足气刨作业的部位则使用角向磨光机进行打磨修形;使用齿廓模板由齿圈下端面至上端面多次、反复进行比对,确保修形质量,还可以启动平地机空载运行回转齿圈,检查维修质量。
2.3 回转齿圈的平转焊接
本文所讨论的卡特彼勒14M 型平地机其回转齿圈与轮齿为一体式设计,不具备局部更换的条件。当平地机回转齿圈工作区已磨损到不能通过焊接镶嵌部件进行维修,或者通过镶嵌维修后再次磨损,甚至出现回转齿圈轮齿折断情况时,就需要维修人员根据平地机的状况进行整修。经过对平地机回转齿圈结构的分析,可以采用齿圈平移调转的方式将为磨损的齿圈齿调整至工作位置,具体方法如下。
(1)回转齿圈的拆卸:平地机停机停放车间后,拆卸相关升降油缸、牵引架引出油缸,拆卸平地机刮刀,最后将平地机回转齿圈与平地机牵引架进行拆解分离,如图5 所示。
(2)回转齿圈的放置与固定:使用桥式起重机(天吊),四点平稳吊起齿圈,并安放于平整的维修台位(钢板铺设的台位),回转齿圈耳板与维修台位接触,要求回转齿圈姿态保持水平,保持回转齿圈姿态稳定后,将回转齿圈刚性固定在维修台位上。建议使用14a 型槽钢与DN25 钢管配合使用,用手工焊条电弧焊将回转齿圈上的附属部件(2 个回转圈耳板、刮刀倾角油缸底座)与维修台位进行点固焊接,通过刚性连接使相关附件的相对位置保持不变。
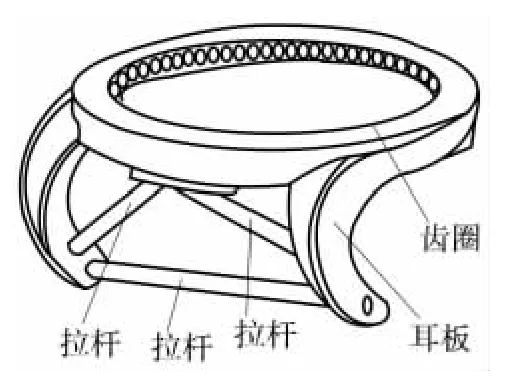
图5 回转圈单元示意
(3)回转圈与回转圈附件的分离:当平地机回转圈在维修台位刚性固定稳定后,使用碳弧气刨沿着回转圈与耳板、刮刀倾角油缸底座间的焊缝进行气刨去除。碳弧气刨作业将焊肉去除干净,并避免伤及齿圈及其附件的母材,形成平整坡口,将齿圈与其附件分离后将坡口进行打磨,去除碳化层,同时将齿圈后续焊接位置进行打磨,清除油漆及其他杂志。
(4)回转圈平移焊接:根据实际使用需要,使用天吊将回转齿圈进行吊起,人力辅助齿圈平转180°,将磨损位置的齿圈齿平转至工作区,平移完成后,缓降天吊,将齿圈与刚性固定好的齿圈附件重新组对,为避免焊接后齿圈附件因焊接应力导致变形、错位等情况的发生,点固时应点焊牢固,点固好后进行焊接。焊接时采用对称焊接,并控制焊接热输入量,由于回转齿圈母材为40Cr,所以焊接时应保证焊前预热达到500 ℃,焊接时控制层间温度在(250~300)℃。
(5)回转圈与平地机的组装:平地机回转圈平移焊接完毕后,当焊缝温度温度缓降至室温后,使用碳弧气刨解除回转圈与台位的刚性连接。重新将回转圈与平地机牵引架以进行组装,安装油缸、管路等其他附件。当平地机安装恢复后,试运行,并及时调试时平地机恢复状态。
3 结论
通过对平地机回转圈齿圈失效原因的研究分析,结合露天煤矿使用平地机的实际工况,以及对平地机的不同使用要求,总结出3 种有效的方法:齿圈齿堆焊维修、Q345 板材镶嵌维修、回转圈平移维修,并经过实践检验3 种维修方法有效应和可行性较强,为平地机回转齿圈的失效维修提供了可靠的技术保障,同时具有广泛推广应用于相关类型维修工作当中的借鉴价值。
猜你喜欢
北京信息科技大学学报(自然科学版)(2022年6期)2023-01-12
组合机床与自动化加工技术(2019年3期)2019-04-08
时代汽车(2018年12期)2018-06-18
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2014年5期)2014-04-27
筑路机械与施工机械化(2014年7期)2014-03-01
筑路机械与施工机械化(2014年5期)2014-03-01
筑路机械与施工机械化(2014年3期)2014-03-01
