
薄壁零件运用数控技术的加工
2019-06-27 00:07夏启军
科技创新与应用 2019年11期
关键词:不锈钢
夏启军

摘 要:文章是作者在数控车床的实习教学中,学校在对外加工产品中遇到的一批薄壁零件。经过对图纸的分析,发现此零件薄壁单边只有0.64mm,孔壁非常的薄,材料为:1Cr18Ni9Ti奥氏体不锈钢。而且两端都有要求极高的圆弧要加工,多圆弧的相切只能采用数控车床进行加工。为了解决装夹的受力变形和振动的影响,作者设计并采用了多种材料来做辅助装夹工具,通过3次试验,最后选用尼龙(PA6)作为工装夹具的材料。此辅助夹具制造方便,定位精准,以内端面和内孔为基准进行定位装夹。并且制定了一套完整的加工工艺,加工出了合格的零件。
关键词:薄壁零件;不锈钢;专用夹具;端面圆弧
中图分类号:TG659 文献标志码:A 文章编号:2095-2945(2019)11-0096-03
Abstract: This paper is about the thin-walled component in the external processing commodities when I was in the student teaching of CNC lathe. Through the analysis of the drawing, I found the single side of the component is just 0.64mm. The wall of the hole is very thin. The mater is austenitic stainless steel named 1Cr18Ni9Ti. Both ends required to be processed with high quality. Multi-arc only could be processed by CNC lathe. In order to deal with the problems of transformation of clamping stress and the influence of oscillatory, I designed and used many kinds of materials as assistance clamping tools. Through three times experiments, I chose the Nylon (PA6) as the material of tool clamping. This assistance clamping is very easy to make and it can locate correctly. According to the standard of inner end face and inner hole, it could begin to locate clamping. And I made up a whole series of processed technology to process the qualified components.
Keywords: thin-walled component; stainless steel; specified clamping; end face arc
前言
薄壁套类零件是应用在轴上支承零件及轴上零件的导向等作用,目前已廣泛地应用在各个工业领域,因为其具有重量轻、节约材料、结构紧凑等特点。随着一些产品体积小型化,精密化,薄壁型零件的应用也越来越广泛,已经成为了许多产品的关键性零件。但由于薄壁零件壁薄,刚性差,加工时容易变形,不易保证加工质量,给零件的机械加工造成困难。我们可利用数控车床高加工精度及高生产效率的特点进行加工;数控车床是按照操作人员编好的零件程序进行自动加工的,加工过程中可避免由于操作人员操作失误造成的人为误差。本人充分地考虑到加工工艺问题,对零件加工质量的影响,为此对刀具材料的选择和工件的装夹更加慎重,对程序的编制等方面进行试验,有效地克服薄壁零件加工过程中出现的变形,保证了该零件的加工精度。
1 零件图样分析
如图1所示,该图为薄壁套筒类零件,从零件图样要求及材料来看,车削此零件的难度比较大,首先是装夹的问题,要保证内孔与外圆的同轴度要求,而且筒壁很薄,单边只有0.64mm,两端还有要求较高的圆弧要加工,材料材质为奥氏体不锈钢1Cr18Ni9Ti,含铬量12%-25%,含镍量7%-20%。奥氏体不锈钢切削时的带状切屑连绵不断,断屑困难,极易产生加工硬化,硬化层给下一次切削带来了很大难度,对刀具材料的要求高。
薄壁零件要加工好。要解决几个关键问题,如:工件装夹、加工的工艺路线、刀具的几何参数、程序的合理编制等,影响这个薄壁零件加工精度的因素有很多,总结起来主要有以下几点:
(1)受材质影响,零件材料粘度大,硬度高,车刀易磨损,切削不利。
(2)装夹问题,装夹不容易,两端面有端面圆弧,内孔与外圆同轴度要求高。
(3)保证精度,因零件壁薄,受力易变形,精度难控制。
2 加工前准备工作
2.1 解决刀具材料问题
分析不锈钢在切削过程中会产生的各种问题:
(1)切削力大:不锈钢在切削过程中塑性变形大,尤其是奥氏体不锈钢(其伸长率超过45号钢的1.5倍以上),使切削力增加。同时,不锈钢的加工硬化严重,热强度高,进一步增大了切削抗力,切屑的卷曲折断也比较困难。因此加工不锈钢的切削力大,如车削1Cr18Ni9Ti的单位切削力为2450MPa,比45号钢高25%。
(2)切削温度高:切削时塑性变形及与刀具间的摩擦都很大,产生的切削热多;大量切削热都集中在切削区和刀屑接触的界面上,散热条件差。在相同的条件下,1Cr18Ni9Ti的切削温度比45号钢高200℃左右。
(3)刀具易磨损:切削不锈钢过程中的亲和作用,使刀屑间产生粘结、扩散,从而使刀具产生粘结磨损、扩散磨损,致使刀具前刀面产生月牙洼,切削刃还会形成微小的剥落和缺口;加上不锈钢中的碳化物(如TiC)微粒硬度很高,切削时直接与刀具接触、摩擦,擦伤刀具,还有加工硬化现象,均会使刀具磨损加剧。
(4)线膨胀系数大:不锈钢的线膨胀系数约为碳素钢的1.5倍,在切削温度作用下,工件容易产生热变形,尺寸精度较难控制。
正确选用刀具材料是保证高效率加工不锈钢的决定因素。根据上面分析不锈钢的切削特点,刀具材料应具备足够的强度、韧性、高硬度和高耐磨性且与不锈钢的粘附性要小。通过日常工作经验发现硬质涂层可转位刀片正适合本零件的加工,涂层硬质合金是在普通硬质合金刀表面,采用化学气相沉积(CVD)或物理气相沉积(PVD)的工艺方法,涂覆一薄层(约5-12um)高硬度难熔金属化合物(TiC,TiN,AL2O3等)。其表面顏色为金黄色的涂层,可使刀片既保持了普通硬质合金基体的强度和韧性,又使表面有更高的硬度和耐磨性,更小的磨擦系数的高的耐热性比未涂层刀片的刀具寿命提高1-3倍。此外,涂层刀片的通用性好,一种涂层刀片可代替几种未涂层刀片使用,大大简化了刀具管理和降低了刀具本成,获得了较好的经济效益。
小结:通过以上对零件材料的分析和刀具材料的选用,最后确定采用YG类的涂层刀具为粗精车刀具,以提高零件精度和生产效率。
2.2 解决零件的装夹问题
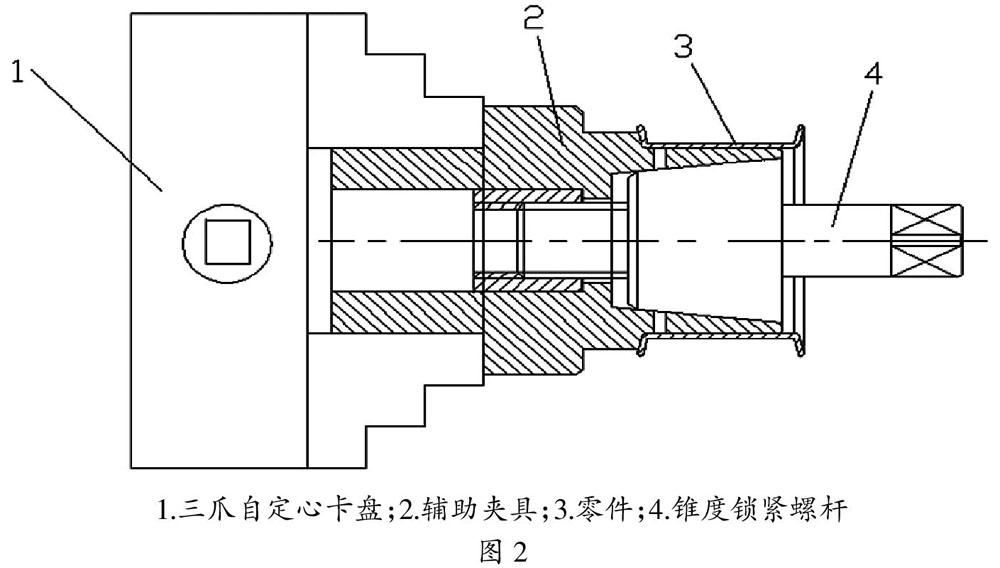
从零件图样分析,此零件需要两次装夹才能完工。第一次利用外圆基准定位装夹加工内孔,第二次就要以内孔基准加工外圆。本人根据要装夹工件的大小,设计了一套非常经济的工装夹具。如图2所示,第一次采用45号钢为材料做了套夹具,夹紧效果好,但工件车削完拆下来后,发现内孔壁有摩擦刮花的现象,不能满足其表面粗糙度的要求。所以不用采用。第二次采用电木(酚醛塑料)为夹具的材料,试车时发现,电木的扩张力不够,浇上足够的冷却液后,工件在夹具上有打滑的现象,严重影响零件的定位精度,所以电木作为辅助夹具的材料又被取消了。最后本人通过查找资料,发现塑代钢的材料——尼龙,聚酰胺纤维酚子聚合物(简称PA)。尼龙的特性:机械强度,韧性好,刚度,硬度,耐老化性能好,机械减振能力好,良好的滑动性,优异的耐磨性,机械加工性能好,尺寸稳定性好。尼龙的用途:广泛用于化工机械,防腐设备的制齿轮及零件坯料,耐磨零件,传动结构件,家用电器零件,汽车制造零件,丝杆防止机械零件,化工机械零件,化工设备等。而尼龙当中的PA6尼龙相比其它尼龙的机械强度,刚度,耐热和耐磨性能更好。
经过3次的车削效果实际检验,最后采用尼龙PA6为装夹工具的材料加工出了一套辅助装夹工具。此辅助装夹工具具有如下优点:
(1)夹具材料为尼龙PA6,扩张力好,硬度高,韧性好,不会刮伤零件,不影响零件内表面粗糙度。
(2)采用径向夹紧,以整个零件的内孔圆周为接触面,保证零件在加工过程中抗振动,不变形。
(3)在辅助装夹工具与零件的定位止端面,按照零件的端面圆弧加工出同样的圆弧与零件端面圆弧接触并定位。
(4)此辅助装夹工具结构简易,紧凑,操作容易,省力安全,制造方便。
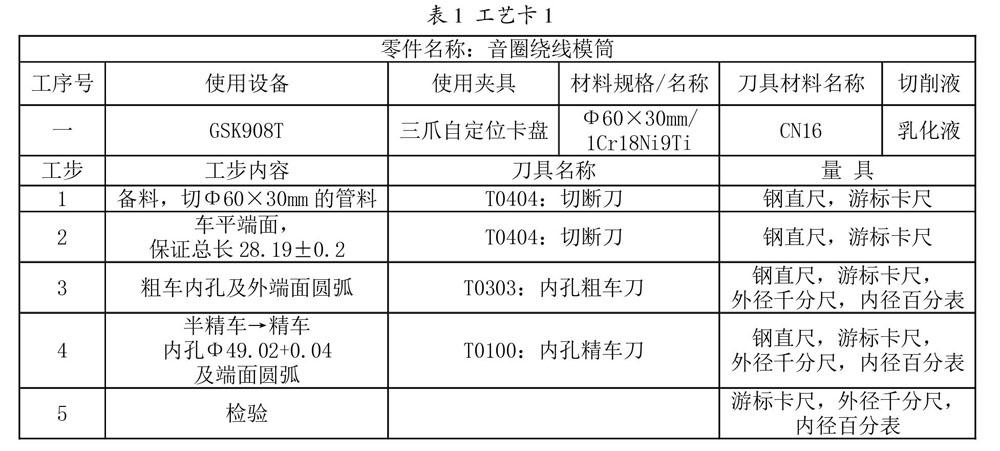
3 零件加工工艺规程
根据图样分析,首先对零件上的各圆弧相切数学处理,计算出各基点,工序主要分为:粗车→半精车→精车(如表1)。
4 结论
本论文对于此类圆弧型薄壁的加工,很好的把现代的先进新技术与新材料相融合。利用数控技术与新型涂层刀具的优点,为学校的对外加工零件产生效益,实现了生产实践与教学的双结合。
参考文献:
[1]肖诗.刀具材料及其合理选择[M].机械工业出版社,1990.
[2]徐长寿,朱学超.数控车床[M].化学工业出版社,2005.
[3]黄丽芬.数控车床编程与操作[M].中国劳动社会保障出版社,2007.
[4]胡农,刘继福,邱言龙.车工技师手册[M].机械工业出版社,2000.
[5]兰建设.机械制造工艺与夹具[M].机械工业出版社,2004.
猜你喜欢
科学导报(2019年11期)2019-09-23
学生导报·东方少年(2018年1期)2018-05-14
商情(2017年42期)2017-12-26
中老年健康(2017年5期)2017-06-02
百姓生活(2016年7期)2016-07-21
科技创新导报(2016年7期)2016-05-14
食品与生活(2015年9期)2015-09-12
家庭医药(2015年8期)2015-09-10
