
并条胶辊磨砺方法的改进
2019-07-01 10:02薛志刚
纺织器材 2019年3期
薛志刚
(山东冠县冠星纺织有限责任公司,山东 冠县 252500)
0 引言
并条胶辊作为牵伸装置的关键器材,其性能直接影响并条机的正常运转和棉条质量[1-2]。笔者公司设计并条工艺的出条速度超过500 m/min,要求并条胶辊的回磨周期约为60 d。因此,胶辊室每月需新制作并条胶辊约200根,回磨并条胶辊约300根,才能满足公司200余台并条机正常生产所需。
1 并条胶辊磨砺存在的问题
改进前,笔者公司磨砺并条胶辊的具体方法和步骤为:① 将件号为A802A-1201的两个专用凹顶针分别安装在A802AG型磨胶辊机车头主轴和后尾座上,用百分表测量凹顶针内角圆整度并反复旋转凹顶针安装位置,校调标准为内角圆整度不大于0.03 mm;② 校调A802AG型磨胶辊机拖板往复动程,并保持后尾座张力杆有足够的张力;③ 安装好需要磨砺的胶辊,修正砂轮刻度盘后开始磨砺。
由于并条胶辊心轴与车头主轴上凹顶针的接触面太小,每次的磨削量不能大于0.05 mm,超过则并条胶辊与主轴不能同步旋转,导致磨砺打顿甚至停止转动,无法正常磨砺。面对这种情况,磨砺时需经常修正砂轮或手推后尾座张力杆,先粗磨1次,再精磨1次,费工费时、磨砺效率低、加工精度低,胶辊大小头超过0.05 mm,且表面粗糙度值较大。
2 设备改进
经反复分析,发现只有保证并条胶辊转速与磨胶辊机主轴转速同步,才能正常磨砺。根据这一思路,笔者在机修车间加工一内孔带有锥度的专用夹盘(见图1),将其固定在并条胶辊心轴的一端,同时在A802AG型磨胶辊机的车头主轴上,固定一个主动拨盘(见图2)。拨盘规格为φ50 mm×φ25 mm×20 mm,在其圆周和侧面各钻孔、攻M6丝孔2个,一个固定主轴,另一个连接夹盘。这样既方便安装,又能快速保持胶辊转速与主轴转速同步。改造前、后磨砺胶辊安装方法对比见图3。
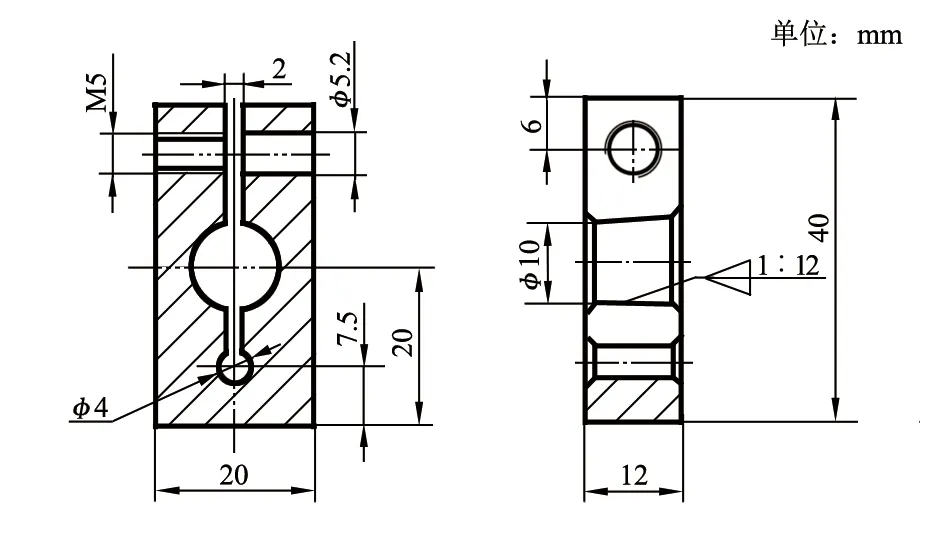
图1 专用夹盘结构及尺寸

图2 专用拨盘结构及尺寸
3 改进后并条胶辊的磨砺效果
改进后,并条胶辊磨砺的方法和操作步骤如下。
a) 将件号为A802A-0114A的两个专用尖顶针分别安装在A802AG型磨胶辊机车头主轴和后尾座上,用百分表测量尖顶针外角圆整度,校调标准为外角圆整度不大于0.03 mm。
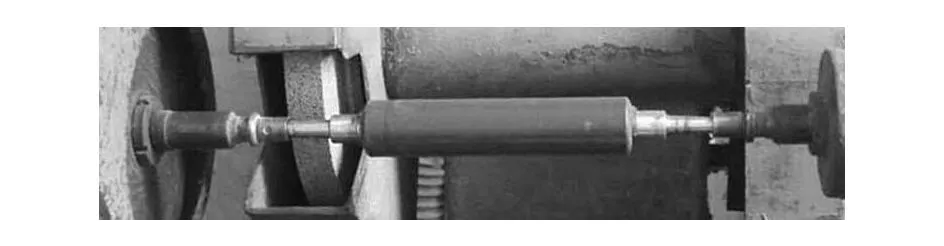
a) 改造前
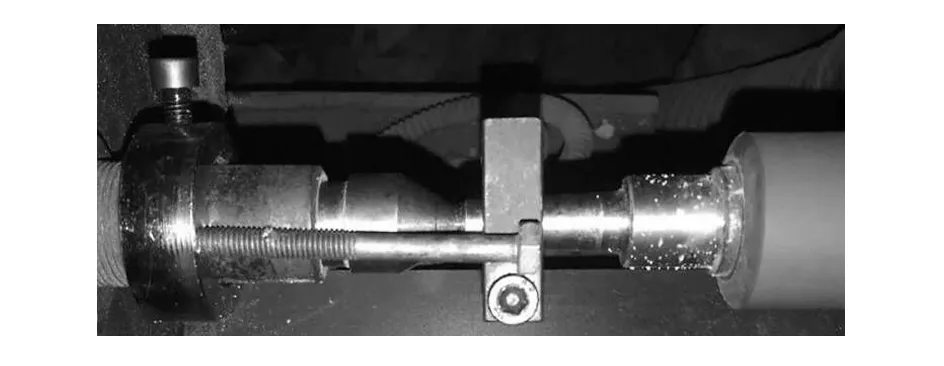
b) 改造后
b) 将拨盘固定在车头主轴上后,调节侧面M6螺钉的长度,以方便拨动夹盘为宜。
c) 校调拖板往复动程,并保持后尾座张力杆有足够的张力。
d) 将夹盘固定在需要磨砺的并条胶辊心轴的一端,开启车头主轴电机,修正砂轮刻度盘,即可开始磨砺。
使用改进后的装置,由A802AG型磨胶辊机磨砺2个往复后下机检测,胶辊大小头不大于0.02 mm,表面粗糙度较改进前有所改善,磨砺质量和磨砺效率均有提高;即使增大磨削量,胶辊转速仍与主轴转速同步,精磨1次即可满足需要,既提高工作效率又降低工人劳动强度,也保证了公司生产的顺利进行。
4 注意事项
4.1改进前,安装和拆卸胶辊拖板的停靠位置在砂轮的右侧;改进后,拖板的停靠位置则必须在砂轮的左侧。
4.2改进前,在车头主轴连续旋转的情况下,可以安装和拆卸胶辊;改进后,安装和拆卸胶辊时一定要关闭车头电机电源,避免安全事故的发生。
4.3因胶辊心轴上新增了专用夹盘,在磨砺胶辊前一定要校调好拖板的往复动程,不能碰撞夹板,确保换向机构灵敏、有效,防止安全事故的发生。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
湖北农机化(2020年17期)2020-11-02
读友·少年文学(清雅版)(2020年4期)2020-08-24
读友·少年文学(清雅版)(2020年3期)2020-07-24
读友·少年文学(清雅版)(2020年2期)2020-06-15
临床超声医学杂志(2017年3期)2017-04-08
吉林医学(2013年3期)2013-11-15
