
层流电子枪真空压差隔离导管的结构设计分析
2019-07-15 07:02朱国坤张向东张建飞莫力林
装备制造技术 2019年5期
朱国坤,张向东,张建飞,莫力林
(桂林狮达技术股份有限公司,广西 桂林541004)
0 前言
随着我国制造业水平的逐步提高,真空电子束加工工艺的使用领域越来越广泛[1-2]。采用真空电子束加工的材料种类繁多,不仅包括传统的如钨、钼、钽、铌等高温合金及铁基合金材料,甚至包括陶瓷,聚合环氧树脂、玻璃等非导电材料[3-4]。许多材料在采用真空电子束焊接时会挥发出大量的包含各种成分的粉尘和蒸汽[5-6]。这些粉尘和蒸汽会通过电子束通道进入电子束发生器污染电子束发射面,降低阴极使用寿命,降低绝缘强度,使电子枪在焊接过程中频繁打火放电甚至中断焊接[7-8]。为此需要在电子枪内部增加一个既能够有效防止粉尘和蒸汽通过又能够让电子束顺利通过且不对电子束形状产生影响的真空压差隔离导管[9-10]。
广泛地阅读国内外文献并未查到对层流电子枪压差隔离导管结构设计内容,虽然电子束焊机使用者对金属蒸汽通过隔离阀进入枪室影响电子束发射部位寿命没有强烈的意识,但粉末熔化成形中的“斥粉”引起的频繁放电或中断下束来说对隔离导管的存在是非常必要的。因此,本文首先通过理论计算设计出压差隔离导管,再比较了不同加速电压下的出束情况,从而验证了理论设计的可靠性。最终本文对层流电子枪真空压差隔离管的设计提供了理论依据和设计方法。
1 隔离导管的设计
1.1 隔离导管设计根源
钨材料阴极通过电流的过程中会产生大量的热能,由于钨阴极处于真空环境中,其温度很容易达到2 700 K以上。随着阴极温度的升高阴极材料内部电子云或原子外围电子自由能也会升高,当那些电子的自由能高于材料表面势垒时会逸出材料表面进入静电区。层流电子枪静电区在阴极曲面和阳极之间,是带有负电位的阴极曲面和零电位的静电场,它有汇聚电子束的作用,又称静电透镜。层流电子枪工作原理如图1所示。在使用中阴极曲面带有负高电压,一般-30 kV以上,阳极接地其电压为零。阴极和栅极(带阴极曲面的零件)之间也有一个电压差称之为偏压,一般栅极电势高于阴极,约2 kV。因此电子在静电透镜内的加速情况取决于阴极曲面和阳极之间的电压差,阳极电势为量因此阴极曲面上的电势称为加速电压,一般用电势绝对值来表述。
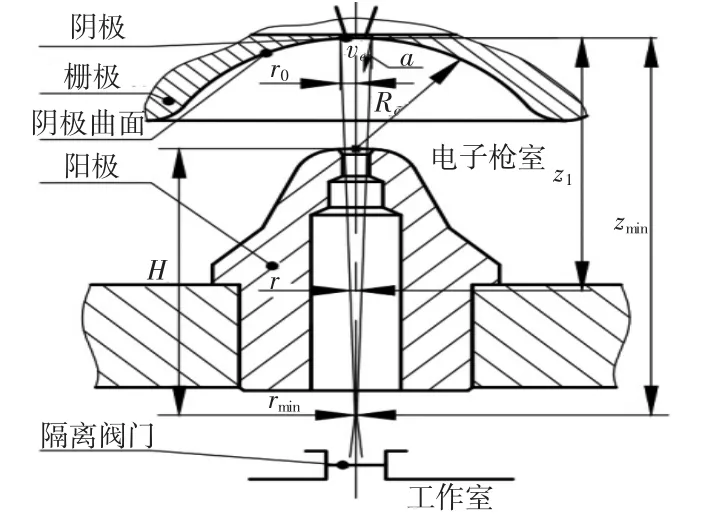
图1 层流电子枪静电聚焦示意图
逸出电子在静电透镜的作用下汇聚,并加速后以接近光的速度穿过阳极孔,由于惯性的作用下一般在阳极孔下方汇聚,形成束腰本文称静电聚焦点。其聚焦点的位置主要取决于加速电压、RC和RC的圆心位置。因此静电聚焦点的直径大小和位置不仅影响接下来的磁聚焦束斑直径大小还会影响即将设计的压差导管的内径和长度。本次设计真空压差隔离导管位于阳极孔下方,安装位置根据不同加速电压下zmin值,其目的在于阻挡工作室反冲物,提高枪室真空度得到无放电、长寿命的阴极。根据参考资料提供的数据,层流电子枪的加速电压在30~150 kV之间,电子通过静电透镜加速后速度和质量如表1所示[11]。

表1 电子运动速度和质量关系
工程中的电子枪设计尽量满足旁轴条件,被加速的电子通过阳极后面的静电透镜的焦点后,在惯性的作用下继续向前飞行进入漂移区。因此静电聚焦点固然出现在漂移区。因为加速电压150 kV下电子速度小于30%光速,故可忽略电子相对质量效应。此时将电子束传输模型可以看作:(1)电子束在漂移区内层流运动;(2)电子束在静电聚焦漂移区内仅受内部的电子库仑力;(3)静电透镜阳极孔效应仅局限于阳极孔大小;(4)电子束的静电聚焦前的收敛角是恒定的,本文电子枪收敛角a为20°。根据电子束光学原理,电子束在静电透镜内的运动轨迹表达式如式(1)所示[12]。

式中,r为电子束半径,mm;z为半径r处的距离,mm;ε0为真空介质常数,本文取 ε0=8.854×10-12F/m;η为荷质比,本文取1.759×1011C/kg;U为加速电压,V。若忽略电子束的热初速,并归一化参数(无量纲参数)将公式对称柱坐标表达为式(2)。

式中,R为归一化半径;z1为归一化距离;r0为阴极当量半径,本文阴极发射面为1 mm的正方形面其当量半径约为0.56 mm。l为阴阳极距离,本文l为阴极半径Rc相等。
1.2 设计结果与讨论
从上述设计内容可看出压差隔离导管的设计主要以静电聚焦距离和聚焦处的电子束半径有关,还可知这两个参数随着束流电流和加速电压的改变而改变。因此该压差导管设计以式2理论模型为依据,为了其众多参数的关联研究,阴极曲面的回转中心定于阳极上端面中心。从THDW牌电子枪模块化研究得出了R、z1方程的值随着ra、Rc的变化呈线性变化的关系。因此设计隔离导管时使用的最小电子束直径rmin和阴极到rmin所出现位置之间距离zmin可以表述成式(3)。

式中,ra为阳极孔半径,mm;Rc为阴极曲率半径,mm。从式中看出电子束束流与rmin和zmin之间是线性关系,而加速电压与两者之间呈非线性关系。设计过程中选择M176电子枪最大束流50 mA(因小电子束束流对该两个值得影响非常小可忽略不计)以作电子束束流影响下的极大值,而加速电压的选择考虑到焦点前后的散射可能伤及压差隔离导管故选择了该电子枪最小加速电压30 kV、常用加速电压60 kV和最大加速电压150 kV下的ra与Rc值。
此时根据本公司不同加速电压下Rc的经验值及该条件下的rmin和zmin值如表2、3所示。

表2 不同加速电压下的ra与Rc值
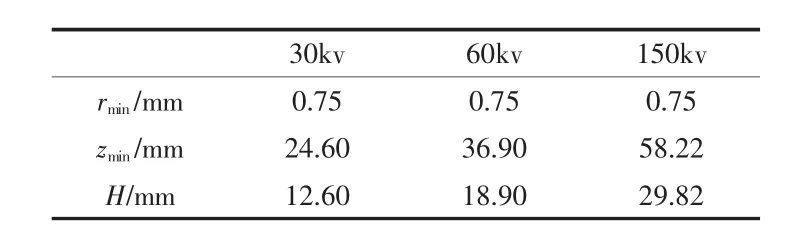
表3 不同加速电压下的rmin与zmin计算值
根据真空高压绝缘相关资料提供的数据,真空度达到1.33×10-2Pa时,进一步提高真空度不会使真空高压绝缘强度进一步提高。电子枪静电透镜的阴极和阳极在设计时,保证阴极任意点到阳极的最小距离的误差小于0.5 mm,保证阴极和阳极形成静电透镜的表面最小曲率半径大于2 mm。电子枪加速电压在60 kV时。电子枪静电透镜用于高压绝缘的真空度达到5×10-2Pa即可保证电子枪在焊接时不会高压放电,达到高压绝缘的目的。因此,设计真空隔离导管时,其高真空端的最低工作真空度为5×10-2Pa。
空气的平均相对分子质量约为29。空气中各种主要气体成分的相对分子质量:氧气为32、氢气为2、氮气为28。工程中使用的旋片式机械泵、罗茨泵、扩散泵等体积压缩类真空泵在抽取气体时都是优先抽取质量大的气体成分。利用以上类型的真空泵获得的真空环境中,质量轻的气体成分含量相对于空气要高,质量重的气体成分相对空气变低。因此在这样的真空环境中,氧气的含量比例相对较低。当真空度达到5 Pa时,其中氧气的含量小于气体保护焊接时采用的50 PPm氮气气体保护的含量。因此,在焊接除钛合金,铜合金等材料外,近5 Pa的低真空工作也起到良好的保护作用。对于20℃的空气其分子平均自由程λ随着压强变化而变化的。在不同焊接需求下焊接室内的真空需要调节,当打开枪隔阀时,焊接室内的空气及微颗粒往往影响电子枪室真空甚至污染枪室环境。一般条件下电子束工艺真空等级为5Pa(λ =1.33 mm)、5 × 10-2Pa(λ =133 mm)和 5× 10-3Pa(λ =1 330 mm)。
为了降低真空压差隔离导管的流导,提高电子枪工作真空度,隔离导管的直径需要满足气体压力在5 Pa时,导管高气压端向低气压端的气体流动形成分子流的条件是导管直径d小于3λ,通过计算导管直径应小于3.99 mm。导管直径需要大于加速电压在60 kV时的静电束斑直径为1.5 mm(2倍rmin);同时小于气体压力在5 Pa时形成分子流的最小直径3.99 mm。并根据阳极到静电聚焦点的距离H值在导管的结构设计中取隔离导管直径、长度和安装位置。结果得出,THDW牌M176层流电子枪(后续试验使用的电子抢)隔离导管孔直径Ф为3.6 mm,长度L为10 mm,折中后D为41.5 mm;设计好的导管装入电子枪后的示意图如图2所示。此时在20℃的空温下的通过式(4)求出了隔离导管的气流量Qg。

式中d为导管直径,cm;Pi和P0分别为导管两端气体压力,Pa;L为隔离套管长度,cm;A为克劳幸常数(与套管长径比L/d相关,本文取A=0.62。通过上式计算焊接室真空度为5 Pa,枪室真空度为5×10-2Pa时的,隔离导管的气体流量为1.73 Pa·L/S。
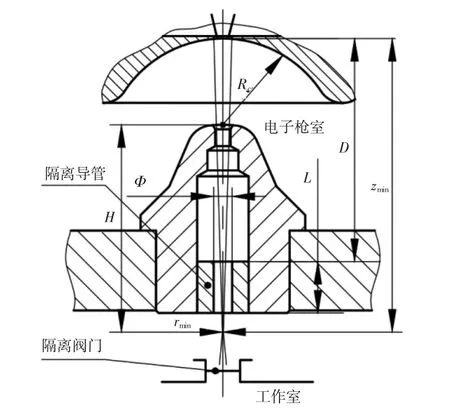
图2 隔离导管安装示意图
实际工程中,电子枪与焊接工作室有两套真空系统来独立真空的,两者分别达到下束条件时才开启隔离阀进行下束。电子枪配备的真空系统抽速为100 L/S;在没有开启隔离阀时,压差隔离导管的气流量与电子枪真空室的气流量是相等,使用前电子枪真空度一般维持在5×10-2Pa以上,否则不宜下束工作。当打开隔离阀时,焊接室的气压影响枪室的气压并在一段时间后达到新的平衡。对于达到平衡的枪室出口总气体流量可以用式(5)计算。

式中,Qf为枪室气体流量,Pa·L/S;Qg为隔离导管的气流量,Pa·L/S;Pi为当前真空度,Pa;Sp为泵的抽速,L/S。当电子枪真空度Qf(除隔离导管)为0.5 Pa·L/S,焊接室真空度也为5Pa时打开隔离阀后的∑Q的最大值为2.23 Pa·L/S。此时将∑Q除以泵的抽速Sp得到当前真空度Pi为2.2×10-2Pa,优于5.0×10-2Pa,也满足了隔离枪室阴极工作的要求。
2 设计结果的验证
2.1 验证设备
为了验证层流电子枪阳极下端的上述设计理念得到内径3.6 mm、长10 mm的隔离导管的使用可靠性,本文以狮达公司自制THDW牌电子束熔粉快速成形机为试验设备,其电子枪型号为M176,相关参数如表4所示。为了避免金属材料带磁而影响电子束的运动轨迹,压差隔离导管设计选材为不锈钢304(06Cr19Ni10)。

表4 M176电子枪参数
本次验证试验将制作好压差隔离导管安装于图1所示的位置,并进行了两种试验。试验的一种是工作室低真空工作时贯通两室之后的真空差异,真空测量位置如图3a所示;另一种是选取极限加速电压和长期工作加速电压下电子束是否损伤隔离导管的试验。
2.2 验证结果
试验1将隔离阀门打开接通枪室与工作室,再分别进行枪室与工作室进行真空,当焊接室真空度达到5 Pa时记录枪室电离规真空度测值,如图3b所示。试验2在试验1的条件下额定束流50 mA下调节加速电压进行下束试验,观察隔离导管的完整性。试验1结果发现装入隔离导管后当工作室真空度为5 Pa时枪室真空度为2.1×10-2Pa,与假设计算值基本吻合,其相对误差为4.5%。试验2结果发现M176层流电子枪额定束流50 mA下,最小加速电压30 kV、长期工作加速电压60 kV和最大加速电压150 kV连续下束条件下隔离导管没有熔化损伤痕迹。综合比较发现安装隔离导管时的真空度比没有隔离导管枪室的真空高出10倍,几乎完全隔开了枪体和焊接室的真空环境,并且与阳极孔一起起到了双重保护作用。通过长期下束阴极试验发现大幅度降低了熔粉工作时的“斥粉”引起的放电现象,1.0×0.1(宽×厚)规格阴极寿命由13个小时提高到了60个小时,阴极寿命延长了原来的3.6倍。

图3 隔离导管试验结果图
3 结论
(1)通过理论计算得到的rmin与zmin值来设计压差隔离导管是可行的。实际使用中rmin与zmin值很难测得的,设计人员必要时可以直接使用上式计算出其值。
(2)通过理论值试验值对比发现,压差隔离导管理论设计吻合度达95.5%,证实理论计算在工程中优化贡献,为层流电子枪工程设计提供了可靠地依据。
(3)使用通过理论设计出的隔离导管的设备与没有使用隔离导管设备相比,使用隔离导管的枪室真空度高出10倍,几乎完全隔开了枪体和工作室的真空。
(4)通过长期下束阴极试验发现使用隔离管可大幅度降低了熔粉工作时的放电现象,其1.0×0.1(宽×厚)规格阴极寿命延长了原来的3.6倍。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
有色设备(2022年2期)2022-08-06
军民两用技术与产品(2021年10期)2021-03-16
汽车电器(2019年4期)2019-05-07
中国奶牛(2019年1期)2019-02-15
电子制作(2018年12期)2018-08-01
汽车文摘(2017年6期)2017-07-18
科学与财富(2016年29期)2016-12-27
中国科技纵横(2014年7期)2014-12-07
