
一种塑料编织袋高效裁剪成型设备
2019-07-16 01:10王仁龙整理
塑料包装 2019年3期
王仁龙 整理
一、概述
编织袋是塑料的一种,包装用,其原料一般是聚乙稀、聚丙烯等各种化学塑料原料,塑料编织袋是以聚丙烯树脂为主要原料,塑料编织袋生产线流程一般是:PP、PE料或再生料经过干燥搅拌机、拉丝机、收卷机、圆织机、裁袋机、缝包机、印刷机、PP编织袋、打包机,其中裁袋机目前均是通过切刀上下运动进行编织袋的裁剪,加工效率低,且对于阀口袋的裁剪不能一次性裁剪完毕,需要通过其他设备进行二次裁剪,设备成本高,已不能满足企业对高效率生产的需求。
本技术所要解决的技术问题在于提供一种结构简单,性能优越,能有效提高裁剪效率的塑料编织袋高效裁剪成型设备。
二、技术方案
一种塑料编织袋高效裁剪成型设备,包括设备架、设置在设备架上端的切刀装置和设置在切刀装置下方的与切刀装置相切合的刀缝装置,其特征在于:所述的切刀装置为长方体结构,所述的切刀装置上设置一与设备架转动连接的第一转轴,所述的切刀装置远离第一转轴的两端面对称设置第一安装槽。
所述的第一安装槽内设置刀片组,所述的刀缝装置为一横倒圆筒,所述的圆筒中部固定穿过一与设备架转动连接第二转轴,所述的圆筒上对称设置两个凸出圆筒表面的第二安装槽。
所述的第二安装槽内设置刀缝块,所述的刀缝块上设置与刀片组相配的刀缝,所述的设备架侧壁设置有带动切刀装置和刀缝装置转动的动力箱,所述的切刀装置逆时针转动,所述的刀缝装置顺时针转动,所述的切刀装置和刀缝装置转动频率相同。
所述的第一安装槽内设置夹住刀片组的电磁加热块,所述的电磁加热块与第一安装槽侧壁中间设置抵紧板。
所述的第一安装槽侧壁设置多个抵紧螺栓抵住抵紧板,所述的第一安装槽中部设置第一定位芯块,所述的第一定位芯块两侧对称设置第一抵紧边块,所述的第一定位芯块通过螺栓固定在第一安装槽底部。
所述的刀片组包括平行于第一安装槽侧壁对称设置的第一刀片、第二刀片、第三刀片和垂直于第一安装槽侧壁的两个第四刀片,所述的第一刀片、第二刀片、第三刀片、第四刀片通过调节抵紧螺栓实现刀片伸出的高度,便于对不同种类的编织袋的切割需求,特别是阀口袋需要对阀口袋的一端部切有一L型缺口,可通过调节第一刀片、第二刀片、第三刀片、第四刀片的伸出高度来实现。
所述的刀缝块为塑料材质,所述的刀缝块通过设置在第二安装槽内的第二定位芯块和第二抵紧边块抵紧固定,所述的第二定位芯块和第二抵紧边块通过螺栓固定在第二安装槽底部,刀缝块固定更加牢固,且塑料材质的刀缝块可降低对刀片组的磨损,减少对刀片组的更换频率,降低企业成本。
所述的第一刀片、第二刀片、第三刀片和第四刀片为精钢材质,且第一刀片、第二刀片、第三刀片和第四刀片的刀口为锯齿状结构,刀口更加锋利,避免裁剪不完全的现象发生。
所述的刀缝装置下方设置一固定在设备架上的支柱,所述的支柱上端设置一刮片,所述的刮片为橡胶材质,便于对裁剪出的编织袋边角料进行刮落,避免编织袋边角料堵住刀缝影响裁剪质量。
本技术在使用时:需要裁剪的编织袋卷散开通过传送带持续输送到切刀装置和刀缝装置中间,启动动力箱,切刀装置和刀缝装置相对转动切合,即可实现对编织袋卷的裁剪成袋。
三、有益效果
本技术结构简单,设计新颖,通过切刀装置和刀缝装置的不断的转动切合,可实现编织袋的高效率裁剪,通过刀组中的每个刀片的可升降结构,可实现对不同编织袋裁剪的不同裁剪需求,不必再而外添加新的设备,有效提高企业生产效率,降低企业生产成本,效果明显。
四、附图说明

图1 切刀装置为水平状态下的主视图
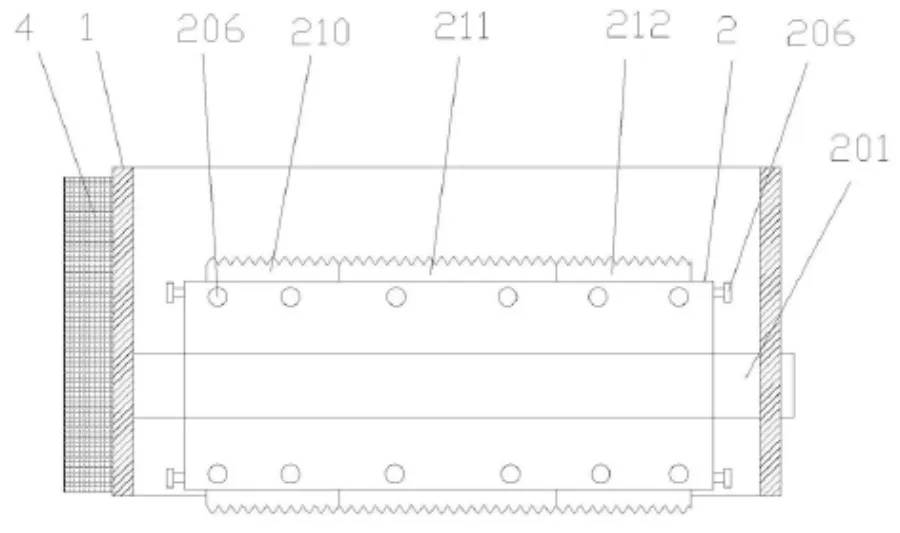
图2 切刀装置为水平状态下的俯视图

图3 刀片组的结构示意图
五、具体实施方式
实施例1
如图1、图2、图3所示,一种塑料编织袋高效裁剪成型设备,包括设备架1、设置在设备架1上端的切刀装置2和设置在切刀装置2下方的与切刀装置2相切合的刀缝装置3,切刀装置2为长方体结构,切刀装置2上设置一与设备架1转动连接的第一转轴201,切刀装置2远离第一转轴201的两端面对称设置第一安装槽 202,第一安装槽202内设置刀片组203,刀缝装置3为一横倒圆筒301,圆筒301中部固定穿过一与设备架1转动连接第二转轴302,圆筒301上对称设置两个凸出圆筒301表面的第二安装槽303,第二安装槽303内设置刀缝块304,刀缝块304上设置与刀片组 203相切合的刀缝 305,设备架 1侧壁设置有带动切刀装置2和刀缝装置3转动的动力箱 4,切刀装置 2逆时针转动,刀缝装置 3顺时针转动,切刀装置2和刀缝装置3转动频率相同。这样设置后,需要裁剪的编织袋卷散开通过传送带持续输送到切刀装置2和刀缝装置3中间,启动动力箱4,切刀装置2和刀缝装置3相对转动切合,即可实现对编织袋卷的裁剪成袋。
(三)施肥。幼苗期少量追肥促苗早发,以腐熟有机肥为宜。幼苗定植40~50天后,每亩施腐熟有机肥1000千克,施氮、磷、钾复合肥25千克。进入采笋期,增加追肥次数和追肥量促使营养生长。
第一安装槽202内设置夹住刀片组203的电磁加热块204,电磁加热块204与第一安装槽202侧壁中间设置抵紧板205,第一安装槽202侧壁设置多个抵紧螺栓206抵住抵紧板205,第一安装槽202中部设置第一定位芯块207,第一定位芯块207两侧对称设置第一抵紧边块208,第一定位芯块207通过螺栓固定在第一安装槽202底部,第一抵紧边块208通过抵紧螺栓206穿过设置在第一安装槽202两端部的定位板209固定,通过加热可以实现对编织袋的热裁剪,裁剪更加快捷且降低粉尘污染,通过抵紧螺栓206的旋进旋出,可方便的对刀片203组进行更换、调整和夹紧,有效避免刀片组203使用过程中位置发生变化或者脱落。
实施例2
如图1、图2、图3所示,一种塑料编织袋高效裁剪成型设备,包括设备架1、设置在设备架1上端的切刀装置2和设置在切刀装置2下方的与切刀装置2相切合的刀缝装置3,切刀装置2为长方体结构,切刀装置2上设置一与设备架1转动连接的第一转轴201,切刀装置2远离第一转轴201的两端面对称设置第一安装槽202,第一安装槽202内设置刀片组203,刀缝装置3为一横倒圆筒301,圆筒301中部固定穿过一与设备架1转动连接第二转轴302,圆筒301上对称设置两个凸出圆筒301表面的第二安装槽303,第二安装槽303内设置刀缝块304,刀缝块304上设置与刀片组 203相切合的刀缝 305,设备架 1侧壁设置有带动切刀装置2和刀缝装置3转动的动力箱 4,切刀装置 2逆时针转动,刀缝装置 3顺时针转动,切刀装置2和刀缝装置3转动频率相同。这样设置后,需要裁剪的编织袋卷散开通过传送带持续输送到切刀装置2和刀缝装置3中间,启动动力箱4,切刀装置2和刀缝装置3相对转动切合,即可实现对编织袋卷的裁剪成袋。
第一安装槽202内设置夹住刀片组203的电磁加热块204,电磁加热块204与第一安装槽202侧壁中间设置抵紧板205,第一安装槽202侧壁设置多个抵紧螺栓206抵住抵紧板205,第一安装槽202中部设置第一定位芯块207,第一定位芯块207两侧对称设置第一抵紧边块 208,第一定位芯块207通过螺栓固定在第一安装槽202底部,第一抵紧边块208通过抵紧螺栓206穿过设置在第一安装槽202两端部的定位板209固定,通过加热可以实现对编织袋的热裁剪,裁剪更加快捷且降低粉尘污染,通过抵紧螺栓206的旋进旋出,可方便的对刀片203组进行更换、调整和夹紧,有效避免刀片组203使用过程中位置发生变化或者脱落。
刀片组203包括平行于第一安装槽侧壁对称设置的第一刀片 210、第二刀片 211、第三刀片212和垂直于第一安装槽202侧壁的两个第四刀片213,第一刀片210、第二刀片211、第三刀片212、第四刀片213通过调节抵紧螺栓206实现刀片伸出的高度,便于对不同种类的编织袋的切割需求,对于普通的切口成一字型的编织袋,可以通过降下第一安装槽 202一个侧边的第一刀片210、第二刀片211、第三刀片212和两个第四刀片 213,只留下安装槽另一侧的刀片,就可实现切口为一字型编织袋额裁剪。特别是阀口袋需要对阀口袋的一端部切有一L型缺口,可通过降下第一安装槽一侧的第一刀片 210、第二刀片 211和一个第四刀片213使工作刀组成h型,当然,也可通过降低其他刀片使工作刀组成h型,可根据实际使用进行调节,即可实现对阀口袋L型切口的裁剪。
实施例3
如图1、图2、图3所示,一种塑料编织袋高效裁剪成型设备,包括设备架1、设置在设备架1上端的切刀装置2和设置在切刀装置2下方的与切刀装置2相切合的刀缝装置3,切刀装置2为长方体结构,切刀装置2上设置一与设备架1转动连接的第一转轴201,切刀装置2远离第一转轴201的两端面对称设置第一安装槽202,第一安装槽202内设置刀片组203,刀缝装置3为一横倒圆筒301,圆筒301中部固定穿过一与设备架1转动连接第二转轴302,圆筒301上对称设置两个凸出圆筒301表面的第二安装槽303,第二安装槽303内设置刀缝块304,刀缝块304上设置与刀片组 203相切合的刀缝 305,设备架 1侧壁设置有带动切刀装置2和刀缝装置3转动的动力箱 4,切刀装置 2逆时针转动,刀缝装置 3顺时针转动,切刀装置2和刀缝装置3转动频率相同。
这样设置后,需要裁剪的编织袋卷散开通过传送带持续输送到切刀装置2和刀缝装置3中间,启动动力箱4,切刀装置2和刀缝装置3相对转动切合,即可实现对编织袋卷的裁剪成袋。
第一安装槽202内设置夹住刀片组203的电磁加热块204,电磁加热块204与第一安装槽202侧壁中间设置抵紧板205,第一安装槽202侧壁设置多个抵紧螺栓206抵住抵紧板205,第一安装槽202中部设置第一定位芯块207,第一定位芯块207两侧对称设置第一抵紧边块208,第一定位芯块207通过螺栓固定在第一安装槽202底部,第一抵紧边块208通过抵紧螺栓206穿过设置在第一安装槽202两端部的定位板209固定,通过加热可以实现对编织袋的热裁剪,裁剪更加快捷且降低粉尘污染,通过抵紧螺栓206的旋进旋出,可方便的对刀片203组进行更换、调整和夹紧,有效避免刀片组203使用过程中位置发生变化或者脱落。
刀片组203包括平行于第一安装槽侧壁对称设置的第一刀片 210、第二刀片 211、第三刀片212和垂直于第一安装槽 202侧壁的两个第四刀片213,第一刀片210、第二刀片211、第三刀片212、第四刀片213通过调节抵紧螺栓206实现刀片伸出的高度,便于对不同种类的编织袋的切割需求,对于普通的切口成一字型的编织袋,可以通过降下第一安装槽 202一个侧边的第一刀片210、第二刀片211、第三刀片212和两个第四刀片 213,只留下安装槽另一侧的刀片,就可实现切口为一字型编织袋额裁剪。特别是阀口袋需要对阀口袋的一端部切有一L型缺口,可通过降下第一安装槽一侧的第一刀片 210、第二刀片 211和一个第四刀片213使工作刀组成h型,当然,也可通过降低其他刀片使工作刀组成h型,可根据实际使用进行调节,即可实现对阀口袋L型切口的裁剪。
刀缝块304为塑料材质,刀缝块304通过设置在第二安装槽303内的第二定位芯块306和第二抵紧边块307抵紧固定,第二定位芯块306和第二抵紧边块 307通过螺栓固定在第二安装槽303底部,刀缝块304固定更加牢固,且塑料材质的刀缝块304可降低对刀片组203的磨损,减少对刀片组203的更换频率,降低企业成本。
第一刀片210、第二刀片211、第三刀片212和第四刀片213为精钢材质,且第一刀片210、第二刀片211、第三刀片212和第四刀片213的刀口为锯齿状结构,刀口更加锋利,避免裁剪不完全的现象发生。
刀缝装置3下方设置一固定在设备架1上的支柱11,所述的支柱11上端设置一刮片12,所述的刮片12为橡胶材质,便于对裁剪出的编织袋边角料进行刮落,避免编织袋边角料堵住刀缝影响裁剪质量。
本技术专利信息:
申请号:CN201820820290
申请日:2018.05.28
公开(公告)号:CN208428738U
公开(公告)日:2019.01.25
IPC分类号:B31B70/20
猜你喜欢
塑料包装(2022年4期)2022-09-07
橡塑技术与装备(2022年3期)2022-03-17
工程技术与管理(2022年3期)2022-03-08
商品与质量(2020年31期)2020-12-18
石油化工设备(2020年2期)2020-12-11
铁道建筑技术(2020年11期)2020-05-22
四川冶金(2019年4期)2019-11-18
塑料包装(2019年4期)2019-09-19
模具制造(2019年3期)2019-06-06
浙江大学学报(工学版)(2016年9期)2016-06-05
