二水磷酸铁脱水工艺研究
2019-07-27 08:05蒋伟
安徽化工 2019年3期
蒋伟
(安徽建筑大学,安徽合肥230601)
随着社会发展以及环境保护意识逐渐增强,可充电电池的需求量相对增加,电池原料的需求量也相应增大。磷酸铁作为生产磷酸铁锂电池的原料,工业上对其质量指标提出了更高的要求[1]。为适应需求厂家无水磷酸铁的要求,需要将二水磷酸铁脱水成良好性能的无水磷酸铁。本文研究了二水磷酸铁在不同脱水温度下物理性能的变化,在节约生产成本下确定适合的脱水温度。
1 二水磷酸铁的制备
在反应釜中将氯化铁、磷酸二氢铵溶液和20%浓度的氨水按比例加入;在一定温度、pH值下混合,发生沉淀反应,通过控制pH值、温度、搅拌速度等条件沉淀生成纳米级球形磷酸铁颗粒,符合要求的磷酸铁悬浮液再经过滤、洗涤、分离、干燥得到二水磷酸铁成品[2],化学反应方程式如下:

2 试验仪器与试剂
玻璃砂漏斗;恒温干燥箱;抽滤装置[3]。
纯硝酸;硝酸溶液(1+1);喹钼柠酮溶液(见备注);重铬酸钾标准溶液(0.016 67 mol/L);二氯化锡溶液(100 g/L);去离子水。
3 产品控制指标(表1)

表1 无水磷酸铁控制指标
4 实验结果与分析
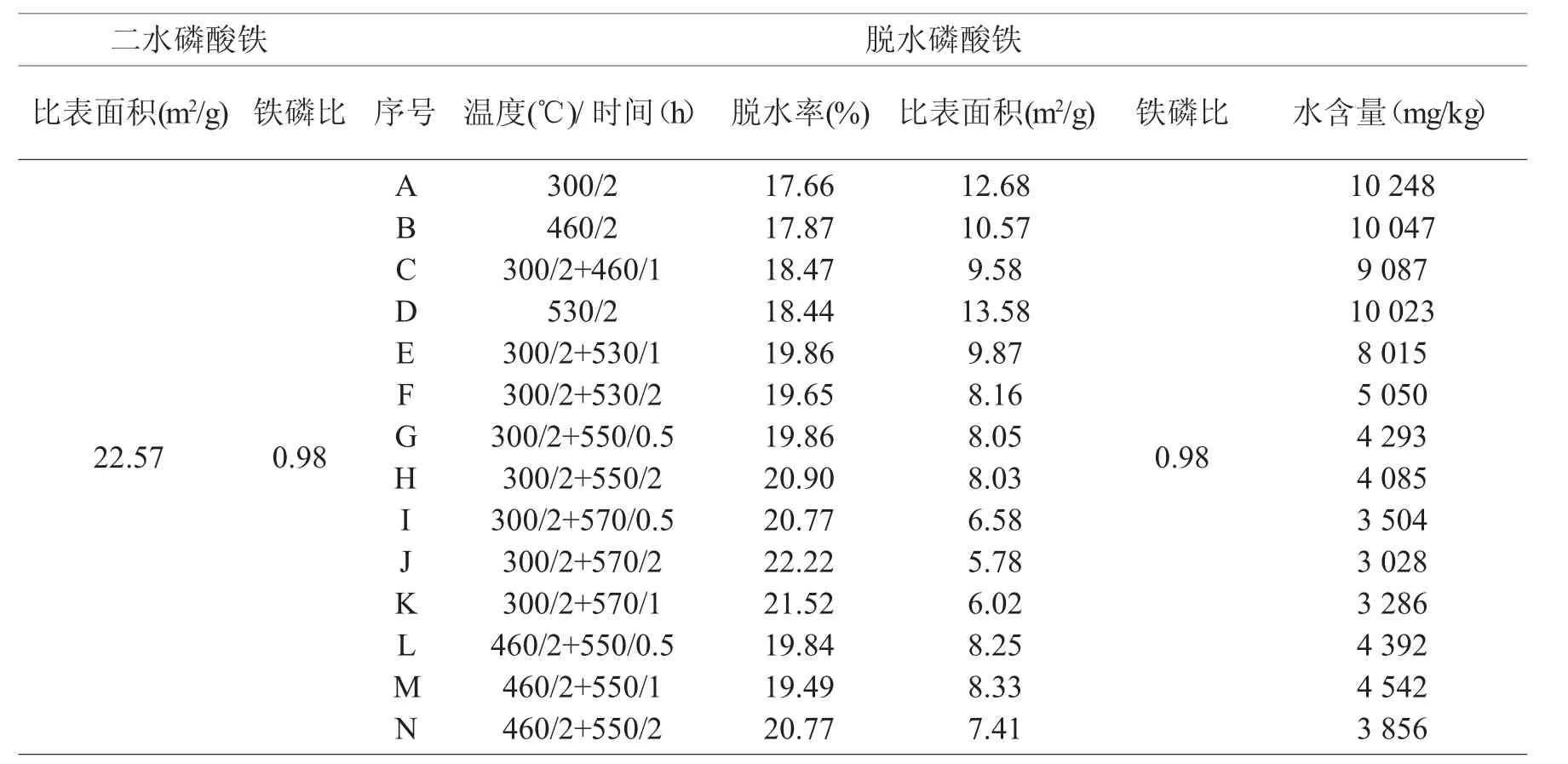
表2 不同脱水温度下磷酸铁产品物理性质
选取同一批比表面积为22.57 m2/g、铁磷比为0.98的二水磷酸铁在不同温度下脱水,称量脱水前后产品质量,得出脱水率。测量脱水后产品的比表面积、水含量等。每组实验做平行实验3次,取平均值。
表2数据显示,在不同脱水温度下,产品的磷铁比不变,与脱水前一致,且铁含量、磷含量均达标。大体上水分含量、比表面积随着脱水温度的升高而降低。
图1主要表明纯低温和高温煅烧2 h脱水率的差距。结果表明,A、B(300℃/2 h 和 460℃/2 h)的脱水率较低,温度提高至D(530℃/2 h)后脱水率得到提高,但低温结合的C(300℃/2 h、460℃/1 h)脱水率与D相差不大,而E(300℃/2 h+530℃/1 h)脱水率相应得到提高。低温下脱水可节约生产成本,提高产能,故可以选择合适的低高温结合脱水方式。
图2为低高温结合方式产品脱水率,整体来看,高温越高,时间越长,脱水率越大。E、F、G、H、I、J、K低温均为300℃,L、M、N低温均为460℃。从图2可以看出,J组(300℃/2 h+570℃/2 h)为最高脱水率,G组(300℃/2 h+550℃/0.5 h) 和 L 组(460℃/2 h+550℃/0.5 h)、H 组(300℃/2 h+550℃/2 h)和 N组(460℃/2 h+550℃/2 h)比较而言,高温及时间均相同,低温不同时,两者的脱水率接近,几乎没有差别。所以低温选择300℃即可,更加节约能源。
图3表示不同混合温度下所得产品的比表面积,E、F、G、H、I、J、K 低 温 均 为 300℃ ,L、M、N 低 温 均 为460℃。整体来说,在相同的低温下,高温越高,时间越长,所得产品的比表面积越小。但根据脱水产品比表面积的要求为8~12 m2/g,处于此范围的脱水温度最高为550℃/1 h。从比表面积达标的数据看,脱水温度高温控制在530℃~550℃为宜。

图1 不同温度下产品脱水率1
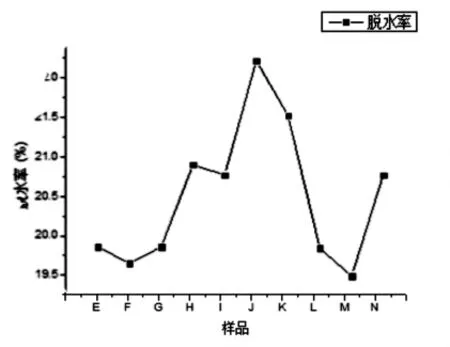
图2 不同温度下脱水产品脱水率2
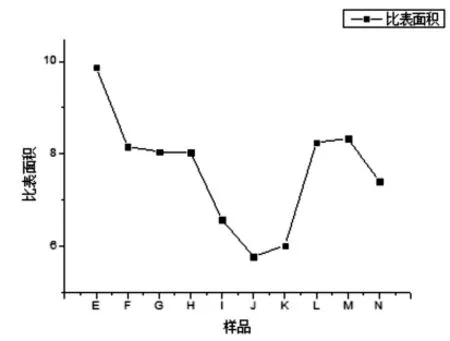
图3 不同温度下脱水产品比表面积

图4不同温度下脱水产品水含量
图4 表示不同混合温度下所得脱水产品的水含量。整体上来看,相同低温下,高温越高,时间越长,产品水含量越低。根据脱水产品水含量要求≤8 000 mg/kg,符合要求的高温控制在530℃以上即可。
综上,欲使脱水产品的比表面积以及水含量均满足控制指标,采用高低温结合的方式脱水,可节约能源、时间,提高产能。高温控制在530℃~550℃为宜。
5 结论
(1)在不同的脱水温度下,产品的磷铁比不变,与脱水前一致,且铁含量、磷含量均达标。大体上水分含量、比表面积随着脱水温度的升高而降低。
(2)低温下脱水可节约生产成本,提高产能,故可以选择合适的低高温结合脱水方式。
(3)当高温及脱水时间均相同,而较低温度不同时,脱水率不随较低温度变化而变化。所以低温可以选择300℃,脱水2 h即可,利于节约能源。
(4)高温控制在 530℃~550℃,脱水 1~2 h,脱水产品的比表面积以及水含量均满足控制指标。采用高低温结合的方式脱水,可节约能源,节约时间,提高产能。
猜你喜欢
中国机械工程(2022年9期)2022-05-17
中国化肥信息(2019年12期)2020-01-16
中国化肥信息(2018年7期)2018-08-23
中国化肥信息(2018年6期)2018-08-23
贡嘎山(2018年1期)2018-08-08
中国化肥信息(2017年7期)2017-12-13
小说月刊(2017年8期)2017-08-16
科技创新导报(2016年30期)2017-03-15
建筑建材装饰(2016年13期)2017-01-04
传奇·传记文学选刊(2009年10期)2009-11-11