酸性刻蚀液的高浓度氨氮废水处理
2019-07-27 08:06吴卫林吴东亮项艳胡长江
安徽化工 2019年3期
吴卫林,吴东亮,余 端,项艳,胡长江
(安徽浩悦环境科技有限责任公司,安徽合肥231145)
2014年《国家集成电路产业发展推进纲要》将半导体产业新技术研发提升至国家战略高度,但在集成电路的生产中有酸性刻蚀液排出。酸性刻蚀液成份复杂,经脱盐处理后水中氨氮含量仍很高,无法直接进入生化系统中进行深度处理[1]。氨氮在水体中以游离氨或铵盐的形式存在,容易氧化成亚硝酸盐,亚硝酸盐对生物体有剧毒作用[2]。所以,实现酸性刻蚀液的规范处置,关键之一就是有效处理高浓度氨氮废水。
常见废水中氨氮的处理方式有生物脱氮法、吹脱及汽提法、折点加氯法、离子交换法、化学沉淀法、催化湿式氧化法、电渗析法、液膜法、电化学法等[3],但具体到集成电路产业产生的废水,拟采用氨吹脱技术处理。本文研究了吹脱温度、气液比、pH值、水力停留时间等对废水处理的影响,找出最优参数,实现了高浓度氨氮废水的有效处置。
1 实验部分
1.1 材料与设备
实验材料:安徽某集成电路企业的酸性刻蚀液处置后产生的高氨氮废水,废水的理化性质为TDS=70 000~80 000 mg/L;N-NH3=300~400 mg/L;pH=9~10。
实验设备:PHS-3CpH计(上海精密科学仪器有限公司);TU-1901双光束紫外可见分光光度计(北京普析通用仪器有限责任公司)。
1.2 实验装置
氨氮吹脱实验装置示意图见图1。
取计量的酸性刻蚀液,加入片碱中和、过滤后产生高氨氮废水(以下简称“废水”)。取废水放入烧杯中,开启曝气泵进行曝气,曝气后测试废水中的氨氮含量。
2 结果与讨论
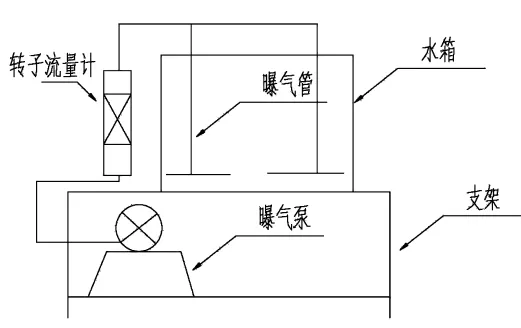
图1 氨氮吹脱实验装置示意图
2.1 pH值对氨氮去除率的影响
取300 mL废水置于1 L烧杯中,分别调节pH至9、10、11、12、13,开启曝气泵,控制气量为 1.5 L/min,气液比600∶1,吹脱2 h,测试处置后废水中的氨氮含量。

表1 pH值对氨氮去除率的影响
从表1可以看出,随着废水pH升高,废水中的氨氮去除率上升。pH超过11后,继续升高虽能提升氨氮去除率,但提升效率降低。这是由于NH4++OH-=[NH3H2O][4],所以,随着pH升高,游离氨的数量增加。由于废水中的氨氮值一定,pH升高到11后,提高pH,游离氨数量增加不再是同比例增长。结合氨氮吹脱运行的成本考虑,此废水吹脱过程中的pH选择12。
2.2 温度对氨氮去除率的影响
在1 L烧杯中加入300 mL废水(pH=12),按图1连接装置,分别加热到 10℃、20℃、30℃、40℃、50℃、60℃,开启曝气泵,调节气体流量为2 L/min(气液比1 400 m3/m3),通气210 min,测试处置后废水中的氨氮含量。
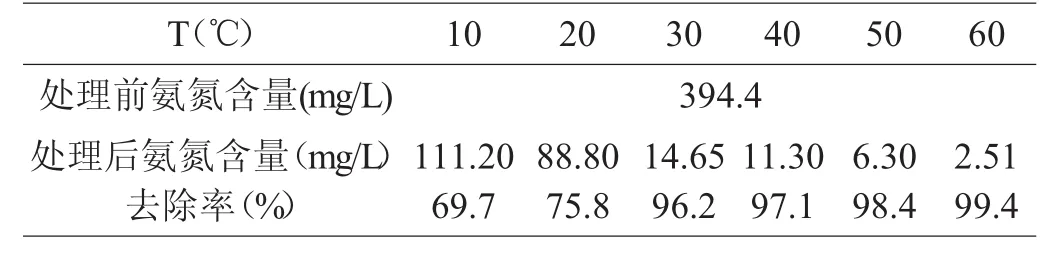
表2 温度对氨氮去除率的影响
从表2可以看出,随着温度升高,废水中的氨氮去除率提升,但在30℃后,氨氮去除率提升变缓。查询氨气在水中的溶解度发现,其随着温度上升而下降[5],在气相中氨气分压上升,这样就有利于氨氮从水中被吹脱出来。但是从氨氮水中溶解度曲线可以看出,水温超过30℃后,溶解度下降的幅度降低,这与实验数据基本一致。
2.3 不同气液比对氨氮去除率的影响
在1 L烧杯中加入300 mL废水(pH=12),按图1连接装置,温度34℃,气液比分别为140∶1,280∶1,600∶1,960∶1,1 200∶1,通气 210 min,测试处置后废水中的氨氮含量。
从表3可以看出,随着气液比增加,废水中氨氮吹脱效率上升。气液比960∶1时,氨氮吹脱率94.7%。根据亨利定律,在相同条件下,气相中氨气分压是相同的,提升废水吹脱时的气液比即是提升通过水中的气体量,这种气体中氨气分压相同,这样气液比越高,吹脱效率越高。但是根据亨利定律,随着气液比增加到一定比例,废水中氨气吹脱效率增长变小。
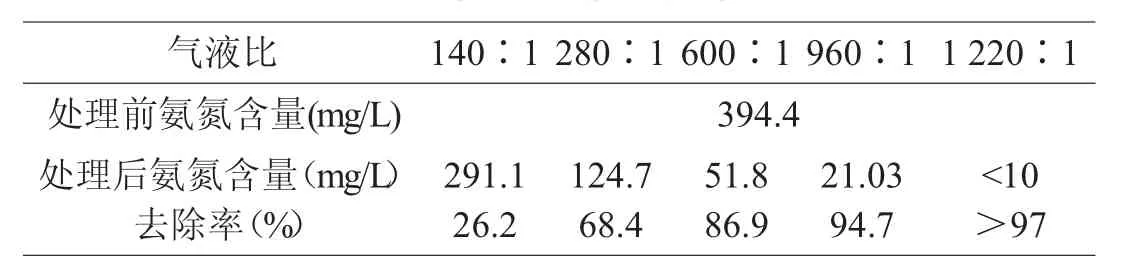
表3 不同气液比对氨氮去除率的影响
2.4 不同停留时间对氨氮去除率的影响
在1 L烧杯中加入300 mL废水(pH=12),按图1连接装置,温度34℃,曝气气体流量为1.8 L/min,水力停留时间分别为 60 min、120 min、180 min、240min、300 min,测试处置后废水中的氨氮含量。
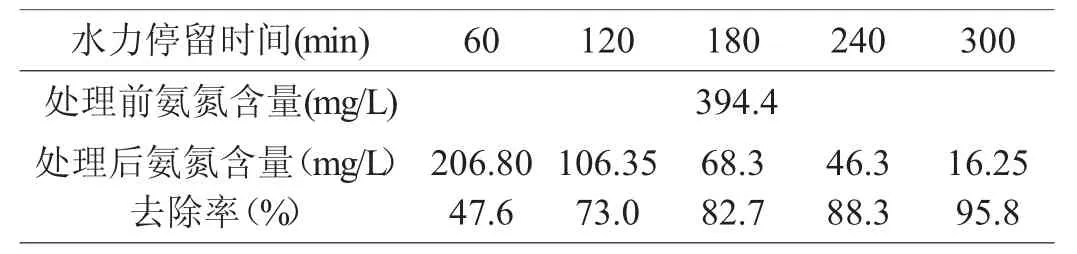
表4 不同停留时间对氨氮去除率的影响
通过吹脱法去除废水中的氨氮,氨氮在气相和液相中的平衡十分重要。氨氮分子在气相和液相中平衡需要一定时间,孙华等[6]根据亨利定律推导出吹脱效率和吹脱时间的关系,得出结论:水力停留时间越长,效率越高。表4表明,该废水一定条件下水力停留时间达到120 min以上,即可得到较好的氨氮去除率。
2.5 优化条件下氨氮的去除率
根据实验数据,结合处理成本,拟以pH=12,温度30℃,气液比960∶1,水力停留时间120 min条件下进行废水氨氮吹脱实验,结果见表5。
在此条件下氨氮被去除,经脱盐处理后再生化处理,最终达标排放,实现了酸性刻蚀液废液的最终处置。

表5 优化条件下氨氮的去除率
3 结论
本研究得出某集成电路企业产生的高浓度氨氮废水的吹脱最佳条件,废水中氨氮含量降至21.20 mg/L,氨氮去除率达到94.6%,为后续处理提供了便利条件。
猜你喜欢
发明与创新(2022年36期)2022-12-02
北京航空航天大学学报(2021年9期)2021-11-02
北京航空航天大学学报(2021年6期)2021-07-20
中国特种设备安全(2019年9期)2019-12-03
中学生数理化·高一版(2017年5期)2017-06-07
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
红领巾·探索(2014年7期)2014-10-10
中学生数理化·八年级物理人教版(2014年2期)2014-04-02