
电解铝生产用氧化铝浓相输送系统
2019-08-08 02:46
世界有色金属 2019年11期
(东北大学设计研究院(有限公司),辽宁 沈阳 110166)
1 概述
浓相输送是浓相输送装置的简称,是输送氧化铝,氟化盐等粉状物料的重要装置。该装置具有结构简单,运行可靠,节省能耗,节省经营费用等特点,国外已广泛应用于电解铝厂的氧化铝和氟化盐输送及烟气净化系统[1]。
2 浓相输送的特点
①浓相输送与稀相输送比较具有以下优点:由于采用静压输送,压缩空气用量比稀相输送少,输送等量的物料时动力消耗可减少3/4以上;②固气比高达50,稀相输送的固气比在10以下,可通过缩小管径来降低管道输送压力,系统终端尾气排放量少,降低配套的除尘系统建设及运行费用;③管道内物料输送速度控制在1~2m/s,可以减少对管道的磨损。输送管系统可使用普通钢管作为输送主管道,而且系统运行噪音小;④设备简单,维修工作量小;⑤浓相输送系统垂直输送高度达30m~40m,水平输送距离可达1000m。主管直径可达150mm~250mm,系统最大输送能力为30-50t/h;⑥物料在输送过程中破损小,并且在管道转向处也不结垢,输送管道在转向处也无需做特殊处理;⑦易于实现全自动控制,操作人员少;⑧卸料灵活,设备空间布置灵活,限制小。
3 浓相输送的原理
浓相输送装置是输送氧化铝,氟化盐等粉状物料的先进装置。当气流中颗粒浓度在0.2以上,固气混合系统的空隙率ε<0.78时,称为浓相输送。浓相输送技术是套管式气力压送式输送,与稀相输送比较,固气比高,气流速度小,输送压力低。因此,减少了压缩空气用量,降低了运行能耗和物料破损率。浓相输送管一般由内管和外管两根管道焊接组成,特制的内管焊接在外管内壁。两根管道外管导入固体颗粒状物料,内管导入压缩空气。采用内管是浓相输送是关键,内管的开口尺寸、位置等参数和输送过程中的气流速度对输送过程影响极大。
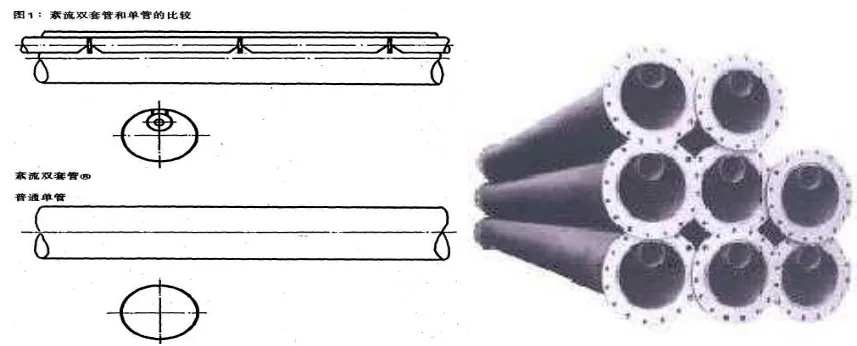
图1 浓相输送管道结构图
浓相输送管的工作原理就是利用流体的最小阻力原理。从压力角度考虑:移动一段短料柱所需的总压力小;从气流速度考虑:在切割料栓时,气流速度是重要的影响因素。因此,气流速度高时会形成长料栓,气流速度低时则容易形成短料栓,并且由于内管产生的脉冲力不同,逐渐降低气流速度,料栓的长度则逐渐变短,到一定程度就会转变成流态化的物料流动,要想采用较低的空气压力将浓相料栓送走,就需要将料栓长度切短。当主输送管道中物料发生堆积并可能发生堵管时,由于阻力增大,进入内套管的空气量增加,内套管内空气流速迅速增大,导致其中两个开口气流射流产生的压差大于输送两点间的料段压力,使堆积的物料被分割吹散,输送空气重新进入主输送管。重新进入主输送管的空气在此区域形成紊流。这样料段不断分割、移动、吹散,将物料不断向前输送。
4 浓相输送的特点
浓相输送技术属气力输送中的静压输送技术,浓相输送在输送过程中不同于稀相输送,它是直接利用压缩空气的静压能来推动物料,且物料是以非悬浮态栓状流动。因此要求的风速低,不存在能量传递和颗粒间的摩擦损失,故能耗、管壁磨损和氧化铝破损比稀相低。另外浓相输送还具有配置灵活、占面积地小和自动化程度高。
5 浓相发送器输送系统概述
(1)系统组成。浓相输送系统主要由浓相发送罐、压缩空气气源、控制系统、输送管、氧化铝料仓等五大部分组成。①浓相发送罐。浓相发送罐具有较厚的壁厚,能承受氧化铝的长期冲刷磨损,是耐疲劳耐磨损的容器。在整个输送系统中,它将料斗输送过来的新鲜氧化铝,经加压流化处理后通过输送管到送至氧化铝料仓中,是整个输送系统的核心部分。②压缩空气气源。压缩空气气源由空气压缩机、除油器、干燥器、储气罐及供气管道等组成,主要作用是为发送罐及气动控制部分提供高质量的压缩空气。除油器和干燥器的作用是用于降低压缩空气中含有的油、水以及杂质,提高压缩空气的质量。③控制系统:以PLC可编程控制器(也可以采用工控机)作为控制系统的核心部件,对发送罐工作中的各种参数进行控制,并通过气动元件控制各种机械元件的动作。通过模拟屏或CRT显示器显示当前的工作状态,同时附有手动就地操作功能。④输送管道。由于物料输送速度低,在通常情况下,采用一般的无缝钢管即可,不需要采用耐磨钢管。经实验发现:气力输送的水平距离可以超过1000m。
(2)浓相发送罐工作过程。浓相发送罐的控制方式中,可分为两种工作方式:第一种工作方式为手动工作方式,手动方式可以在浓相发送罐调试过程中使用。在这种工作方式中,浓相发送罐上各阀门均可以自由动作,这样既可以方便调试,也可以在浓相发送罐发生故障后进行操作。第二种工作方式为自动工作方式,在正常的情况下,应以自动工作方式开展工作。在系统投入运行后,浓相发送罐将以自动循环的工作方式进行,其主要工作过程如下:①浓相发送罐自动运行后,测气源压力达到所设定上限值时,进气阀打开,压缩空气进入浓相发送罐内,浓相发送罐内物料开始被加压和流化(注:此过程为加压过程)。②当浓相发送罐内压力达到设定值时(所设定的浓相发送罐压力上限值),吹堵阀打开,延时一定时间后输送阀自动打开。③当浓相发送罐内物料输送完毕,压力下降到等于或接近管道阻力时(所设定的浓相发送罐下限值),加压和吹堵阀停止,输送阀在延时一定时间后关闭(以排尽浓相发送罐内压缩空气)。此过程为浓相发送罐刚投入自动时的空送过程。④当输送阀关闭以后,间隔一定时间,浓相发送罐进料阀打开,氧化铝进入浓相发送罐体内。当料位计发出料满信号或达到设定时间时,进料阀自动关闭,在这个过程中采用料位计和进料时间并行控制方式。只要料位到或进料时间到,都将自动关闭进料阀。运行过程中通常以料位控制为主,时间控制为辅。因此,当在三电场或二电场发送器在设定进料时间时,不要把进料时间设置得过少,以免发浓相发送罐频繁工作,增加能源消耗。
整个过程结束,从而完成一次循环。
猜你喜欢
石油和化工设备(2022年4期)2022-07-13
化肥设计(2022年2期)2022-04-28
云南化工(2022年1期)2022-03-08
装备制造技术(2020年1期)2020-12-25
现代电子技术(2018年20期)2018-10-24
现代商贸工业(2017年18期)2017-08-24
知识就是力量(2016年6期)2016-05-31
现代企业(2015年8期)2015-02-28
现代企业(2015年6期)2015-02-28
船海工程(2013年6期)2013-03-11
