
多光谱CVD硫化锌材料的磨削去除机理
2019-08-31 01:56焦浩文邓朝晖赵清亮
宇航材料工艺 2019年4期
陈 冰 焦浩文 罗 良 邓朝晖 赵清亮
(1 湖南科技大学智能制造研究院,难加工材料高效精密加工湖南省重点实验室,湘潭 411201)
(2 哈尔滨工业大学机电工程学院,哈尔滨 150001)
0 引言
硫化锌是目前最主要的多光谱红外光学材料,属于功能性红外透射材料,具有有优良光学和力学性能,是多晶、各向同性、无色透明材料[1],也是与国防军工有密切关系的卫星、导弹整流罩、红外制导视窗等的首选材料[1-3]。但是由于材料脆性大、硬度低,机械加工过程中容易出现裂纹和崩碎等缺陷[4],因此多光谱CVD硫化锌是难以成形加工的软脆材料。
美国Texas Optical Technologiesgo公司的JOHN SCHAEFER等[5]研究了多种红外透镜材料及其结构形式的可加工性,研究指出单点金刚石车削适合多光谱CVD硫化锌的超精密加工,但刀具磨损严重,加工效率低下,超精密磨削加工是理想的成形加工方法。长春理工大学付秀华等[6]采用单点金刚石车削和抛光技术复合加工了硫化锌材料,加工后硫化锌晶体表面粗糙度低于0.5 nm,非球面形精度能够达到0.2 μm,中心偏差小于1μm。哈尔滨工业大学宗文俊等[7-8]围绕多晶硫化锌材料的单点金刚石切削加工工艺展开研究,得到了该材料的镜面切削加工临界条件,优化工艺参数加工后的面粗糙度达到了10-20 nm左右。中南大学宋雨欣[9]从实验角度采用飞秒激光加工硫化锌晶体材料获得功能性疏水表面,获得的最大疏水角为140°。西安工业大学的邢静[10]采用电感耦合等离子体刻蚀硫化锌晶体材料,获得的表面粗糙度小于6.3 nm。
多光谱CVD硫化锌的磨削加工去除机理尚不明晰,且抛光和切削去除材料去除率较低,在应对尺寸较大的红外透镜时,加工时间周期长。因此,本文针对多光谱CVD硫化锌材料,采用压痕、单颗粒刻划实验及磨削加工实验探究其磨削加工去除机理。
1 实验
1.1 实验前预处理
显微压痕和单颗粒刻划实验金刚石压头在材料表面的某些区域压入深度很小,因此,实验前需要对硫化锌材料进行抛光预处理。分别采用粒度为9、3、1μm的金刚石抛光液和100 nm的二氧化铈抛光剂对硫化锌材料进行超精抛光表面处理[11]。经过表面处理后的硫化锌的表面粗糙度达到4.5 nm,达到了镜面水平,满足纳米压痕实验要求。由图1可知,抛光后的多光谱CVD硫化锌表面出现了多处深浅、形状、大小、方向均不一致的凹坑,表明在抛光过程中由于多晶材料不同晶粒的晶向不一致,导致在同一表面上不同位置的材料硬度、强度等物理特性和去除速度也不同。

图1 抛光后的多光谱CVD硫化锌表面Fig.1 Surface of multispectral CVD zinc sulfide after polishing
1.2 显微压痕实验
压痕实验利用HVS-1000Z型数显显微硬度计进行,数显显微硬度计采用的是金刚石维氏压头。显微硬度压痕试验力采用50、100、200、300、500、1 000 gf级别,载荷保载时间为10 s,每种载荷压制4个试验点。
1.3 单颗粒刻划实验
多光谱CVD硫化锌材料的单颗粒金刚石刻划实验是Moore Nanotech 350FG上进行的。直线轴进给分辨率1 nm,定位精度1 nm,垂直方向最大行程分别为300 mm。为了模拟砂轮的磨削过程,将单颗磨粒固定在机床上,由固定在直线运动轴上的工件匀速运动,工件略微倾斜,以确保刻划后存在划出痕迹,模拟砂轮上磨粒划擦工件留下的磨削痕迹,刻划的硫化锌工件表面同样经过抛光处理,表面粗糙度达到15 nm以下,满足刻划要求,金刚石颗粒选用尖头和钝头,刻划速度为1 000 mm/s,初始刻划深度为10μm,实验系统如图2所示。

图2 金刚石单颗粒刻划实验系统Fig.2 Experimental system of diamond single scratching
1.4 磨削加工实验
磨削实验设备平台如图3所示,磨削机床的设备条件如下:Moore nanotech 350FG磨床,三轴联动[9]。实验采用的砂轮为美国圣戈班公司生产的Norton精密金刚石圆弧形砂轮,砂轮直径尺寸为75 mm,砂轮截面圆弧半径为6 mm,粒径20~30μm,浓度为100%。磨削时采用水基磨削液[12]。实验前,采用旋转GC磨棒端面在位修整法对金刚石砂轮进行精密修整[13],采用磨削深度20μm、磨削速度45 mm/min、工件转速158 r/min、砂轮转速6 000 r/min的磨削参数。平面磨削采用垂直磨削法[14],磨削时砂轮垂直于工件从外缘移动至工件中心。
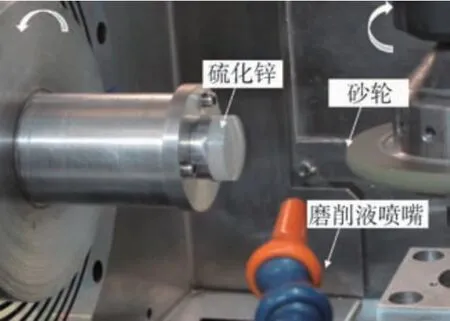
图3 硫化锌磨削加工实验系统Fig.3 Grinding system of zinc sulfide
2 结果与讨论
2.1 显微压痕实验分析
图4为显微压痕实验后的共聚焦显微镜检测结果,可知,无论压痕实验力为多大,在压痕周围均出现了沿着晶向扩展的裂纹,且在压痕边界处出现隆起现象,随着压痕实验力的增大,压痕周围沿着晶向扩展的裂纹的数量越多且越长,压痕边界处出现隆起现象也越明显。表明多光谱CVD硫化锌材料在晶粒与晶粒的交界处,力学性能最为薄弱,在力的作用下,裂纹或者破碎等在晶界处最为容易出现,受力之处会同时出现材料的塑性和弹性变形,较大的压力会增加裂纹扩展和材料破碎的机会。
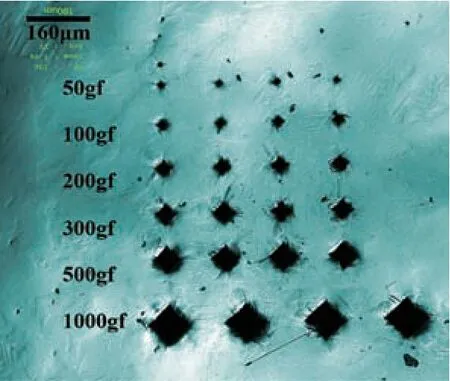
图4 显微压痕实验结果Fig.4 Results of microscopic indentation experiment
图5为通过HVS-2000Z数显显微硬度计自带的显微镜观测到的100 gf和200 gf压痕实验力下硫化锌材料的压痕形貌以及裂纹扩展情况。可知,压痕的边界不是一条直线段,而是呈现弧形,并存在明显的塑性隆起现象,表明材料在压痕过程中出现了弹性和塑性变形现象。同时,在同样的压痕实验力的作用下,工件上不同的位置处,压痕裂纹的扩展方式也不一样,几乎所有图片中均存在压痕沿着晶界扩展的裂纹,在部分图片中出现了沿着压痕的对角线方向扩展延伸的裂纹,如图5(d)(f)(g)(h),表明由于晶粒生长方向的杂乱无章,在相同的作用力下,工件表面的不同位置处的材料走向各不相同。此外,在100 gf的压痕实验力作用下,压痕周边的裂纹主要呈现沿晶界扩展的方式,而在压痕实验力增加到200 gf时,压痕周边的裂纹呈现沿晶界扩展的方式和沿压痕对角线方向扩展延伸的方式并存的状态,并且裂纹数量和长度明显增加,表明低的压力可抑制裂纹的萌生和扩展。

图5 100 gf和200 gf显微压痕实验结果Fig.5 Results of microscopic indentation experiment with 100 gf and 200 gf
2.2 单颗粒刻划实验
图6为硫化锌的单颗粒刻划线的共聚焦显微镜观测结果。

图6 金刚石单颗粒刻划线实验结果Fig.6 Results of diamond single scratching
由图6可知,在刻划深度较大的刻划线中部,由于切削深度较大,在磨粒的刻划过程中,材料在刻划力的作用下向两边分离、堆积形成犁沟,并由于材料相互挤压、推挤作用在沟槽的边缘产生了微裂纹和微崩碎,两侧的沟壁中会产生较大裂纹,裂纹沿与刻划方向成锐角的方向扩展并产生块状崩碎,材料去除表面呈现崩碎、不连续状,表现为脆性去除表面。而在刻划深度较小的刻划线尾部,由于切削深度很浅,材料只发生了弹塑性变形。此外,通过尖头刻划线和钝头刻划线的对比可以看出,尖头刻划后的仅存在弹塑性变形,刻划线尾部较长,并且刻划线尾部呈现沟槽状,不存在破碎,而钝头刻划线的尾部沟槽内部存在材料脆性剥离现象。因此,多光谱CVD硫化锌材料与磨粒相互作用下,材料以脆性去除为主,切屑将以粉末状呈现,划擦后留在工件表面为存在弹塑性变形的磨削沟槽,破碎及裂纹同样容易出现在晶界处,且采用尖头可获得破碎和裂纹更少的表面,即采用小粒度砂轮磨削加工可获得精度更高的表面质量。
2.3 磨削加工实验
图7为磨削后工件表面形貌的共聚焦显微镜检测结果。由图7(a)看出,由于不同于平面磨削的运动方式,垂直磨削法磨削后的表面形成了自中心至外缘呈周期性、散射状的磨削纹理,并且在磨削后的表面上分布着相对均匀、沿纹理方向分布的破碎点,破碎仍呈现以晶界为边缘、以晶粒为单元的特征,与刻划产生的现象一致。由图7(b)(c)可以看出,磨削纹理是存在波峰和波谷的,并且在波峰区域多表现为塑性变形,在波谷区域多为破碎点,此外,在距离磨削中心点近的区域磨削纹理密度大,在距离磨削中心点远的区域磨削纹理密度小,这是由于垂直磨削法磨削加工非球面时工件外缘区域的线速度大于中心区域的线速度,导致相同面积内工件外缘区域磨削痕迹数量小于中心区域造成的[15]。

图7 磨削后表面共聚焦显微镜结果Fig.7 Confocal microscopy detection results of grinding surface
图8为Tyler Hobuson PGI 1240轮廓仪沿垂直于磨削纹理方向测量8 mm的表面粗糙度结果,表面粗糙度Ra为0.281 3μm。此外,测量获得的轮廓存在周期性波峰和波谷与图7中观察到的磨削纹理相吻合。

图8 磨削表面粗糙度Fig.8 Roughness of grinding surface
3 结论
(1)显微压痕实验表明,多光谱CVD硫化锌材料在压痕过程中出现了弹性和塑性变形现象,裂纹主要沿晶界处扩展,由于晶粒生长方向的杂乱无章,在相同的作用力下,工件表面的不同位置处的裂纹扩展走向各不相同,小的压力可抑制裂纹的萌生和扩展。
(2)金刚石单颗粒刻划实验表明,多光谱CVD硫化锌材料与磨粒相互作用下,材料以脆性去除为主,切屑将以粉末状呈现,划擦后留在工件表面为存在弹塑性变形的磨削沟槽,破碎及裂纹同样容易出现在晶界处,且裂纹沿与刻划方向成锐角的方向扩展,采用尖头可获得破碎和裂纹更少的表面。
(3)采用垂直磨削法磨削多光谱CVD硫化锌后,形成了自中心至外缘呈周期性、散射状的磨削纹理,并且在磨削后的表面上分布着相对均匀、沿纹理方向分布的破碎点,破碎仍以晶界为边缘、以晶粒为单元的特征,与刻划产生的现象一致。磨削纹理存在波峰和波谷,在波峰区域多表现为塑性变形,在波谷区域多为破碎点。
猜你喜欢
工具技术(2022年6期)2022-10-13
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
粉末冶金技术(2022年3期)2022-06-30
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
计算机与数字工程(2021年7期)2021-08-08
大众科学(2021年7期)2021-07-19
阅读(科学探秘)(2017年9期)2017-10-21
印刷技术·包装装潢(2015年8期)2015-12-04
印刷技术·数字印艺(2015年4期)2015-06-08
