特高压钢管塔薄壁管与带颈法兰对接焊接的研究
2019-09-10 07:22蒋国超
环球市场 2019年30期




摘要:特高压钢管塔是当前我国电网建设基础设施中非常重要的一部分,其受力等方面优于传统的角钢塔,因此我们有必要加强特高压钢管塔的加工质量。特高压钢管塔带颈法兰与钢管对接是钢管塔制造的关键焊接工序,其加工质量和加工工艺将直接影响到特高压钢管塔及整个电网的质量。本文主要介绍特高压钢管塔薄壁管与带颈法兰对接的焊接工艺,希望对相似工件的加工帶来一定的参考作用
关键词:钢管塔;薄壁管;脉冲焊
一、引言
因钢管塔具有以下优点:一是可以减小塔身风压(构件体形系数,圆管比角钢几乎小一倍);二是在截面面积相等的情况下,圆管的回转半径比角钢大20%左右;三是提高了结构承载能力。因此近年来,国家在大力投入特高压钢管塔,但钢管塔的焊接量比角钢塔大很多,焊接质量也更加严格,尤其是钢管与带颈法兰的对接焊接,要求一级焊缝,并且100%超声波探伤,这是摆在很多塔厂面前的难题,特别是钢管壁厚为4-8mm的焊接,铁塔厂称为薄壁管的焊接,薄壁管的规格为(3140~356mm,壁厚为4~8mm,材料为Q345B。有的铁塔厂采用了手工氩弧焊打底,自动二氧化碳气体保护焊盖面的焊接工艺,设计原因带颈法兰的壁厚比钢管的壁厚厚2mm,装配误差加上钢管椭圆度,造成部分地方错变量大于2mm,在手工氩弧焊打底时,在钢管内侧容易产生咬边、根部收缩、未焊满等缺陷,而且生产效率也不高。本文主要介绍采用高速脉冲焊机双面自动二氧化碳气体保护焊工艺,进行钢管与带颈法兰对接环缝的焊接,提高生产效率、降低焊工技能要求、降低生产成本。
二、薄壁管焊接工艺简述
(一)高速脉冲焊机
高速脉冲焊机利用脉冲电流实现喷射过渡的焊接方式,有飞溅小,熔深大,晶粒细密,焊缝强度高,适合于全位置焊接等优点,焊接性能远胜于普通气保焊机,是焊机发展的主流方向。通过测试,发现高速脉冲焊机最大熔深可以达到5mm。
(二)坡口形式
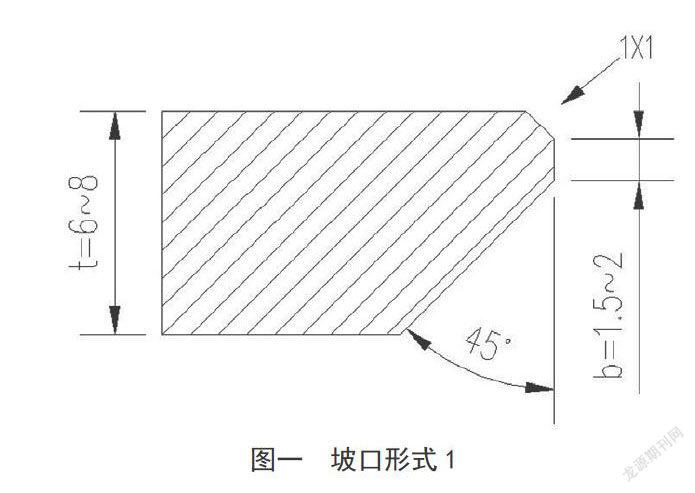
利用高速脉冲焊机熔深大、全位置焊接等优良的焊接性能,试验了不同坡口形式,不同焊接位置的焊接,最终确定了法兰打内坡口或内外坡口(根据法兰壁厚确定),钢管不打坡口坡口形式为法兰内V坡口或内外坡口,钝边1.5~2mm,法兰坡口形式如图一、二所示。
(三)装配工艺
装配前按要求清理法兰与钢管端面及其两边20mm范围内的油、锈、水等污物,露出金属光泽。装配间隙为0~1mm,法兰与钢管错边量为0~2mm。定位焊采用二氧化碳气体保护焊,定位焊长度约10~15mm,间距约150mm,均匀分布在圆周上,定位焊高度不宜超过设计焊缝高度的2/3。定位焊焊在管外焊缝。
(四)焊接
采月普通二氧化碳气体保焊机先焊外侧,高速脉冲焊机后焊内侧的焊接工艺。焊丝与钢管位置,转动方向如图三所示。
焊接参数选择,见表一。
根据钢管的规格,按照焊接工艺卡调节好焊接参数以及焊丝偏移距离,进行焊接。焊丝偏移距离可以根据焊接电流大小以及焊接速度而定,电流越大,焊丝偏移距离越大,让熔池在水平位置冷凝结晶,这样焊缝成形最好。
焊接过程中可根据焊接背面热场颜色及熔池形状判断电流过大或过小,焊接速度过快或过慢,以便及时调整电流、电压和速度,获得合格的焊缝。
利用此工艺焊接的焊缝,外观质量良好,UT探伤合格率可达99%以上。
三、焊接生产成本比较
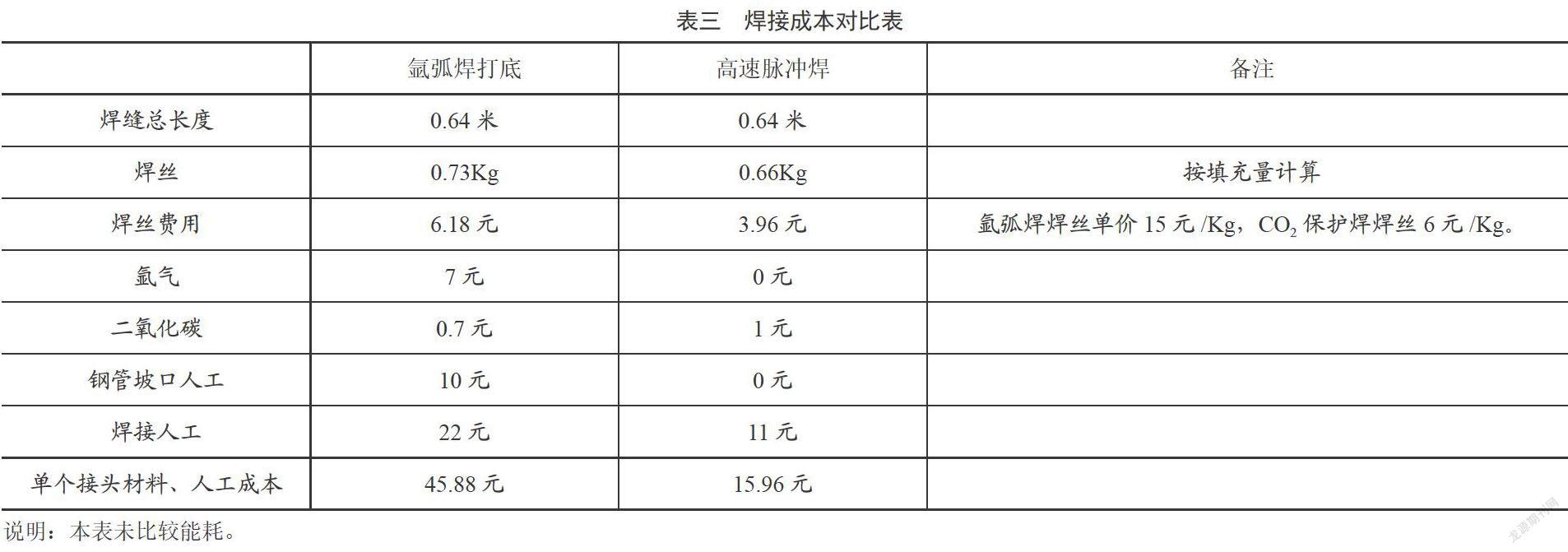
与氩弧焊打底、气保焊盖面工艺比较,以203*5钢管,见表三。
从表三可以看出,采用高速脉冲焊接工艺比氩弧焊打底工艺每个接头可以节约约30元。对焊工的焊接技能也降低了,焊接质量更加稳定,不再受手工焊影响。
参考文献:
[1]赵伟兴.CO气体保护半自动焊焊工培训教程[M].哈尔滨工程大学出版社,2003.6.
[2]赵伟兴.埋弧焊自动焊焊工培训教材[M].哈尔滨工程大学出版社,2006.1.
[3]GB50661-2011,钢结构焊接规范[S].
作者简介:蒋国超(1991-);男,四川宜宾人,助理工程师,大学本科,主要从事焊接工艺工作。