主钩控制系统改造
2019-09-10 07:22栗小龙
中国化工贸易·上旬刊 2019年4期
栗小龙
摘 要:鉴于河钢集团邯宝2250mm热连轧生产线快节奏的生产效率,对于天车的使用,故障的减少有着迫切的需求,重点分析了天车起升故障的问题,缩短了事故时间,增强使用效率,提高了生产效率。
关键词:熱连轧;天车;起升控制
1 前言
热轧厂天车分布简介:我厂天车分为五大区域板坯库5辆天车负责板坯的下线和上料,磨辊间区域4部天车,主要负责轧辊的装备磨削备辊等吊运工作,主轧线区域8部天车主要为生产提供服务,精整库区域16部天车主要负责成品的出库倒运等工作,二横切区域6部天车主要为横切线的生产服务。天车既要负责生产的上料又要负责设备的检修以及成品的出库工作,如何减少天车故障率是我们设备维护人员的重中之重,也是我们骨干人员的攻克目标。
2 起升控制系统结构
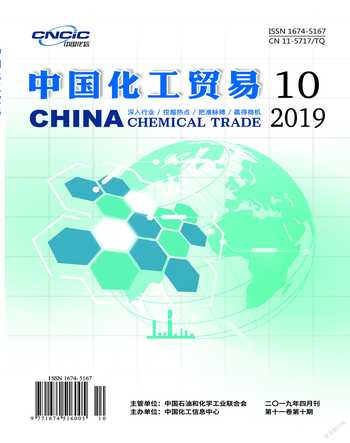
我厂大部分天车起升控制器采用MH调压调速系统:交流可控硅调压调速装置,调压调速系统是通过改变三相异步绕线电动机的三相定子电压,进而对电动机进行调速的现代交流电动机调速系统。通过起升系统来控制接触器的运行,如图所示:
3 项目概述
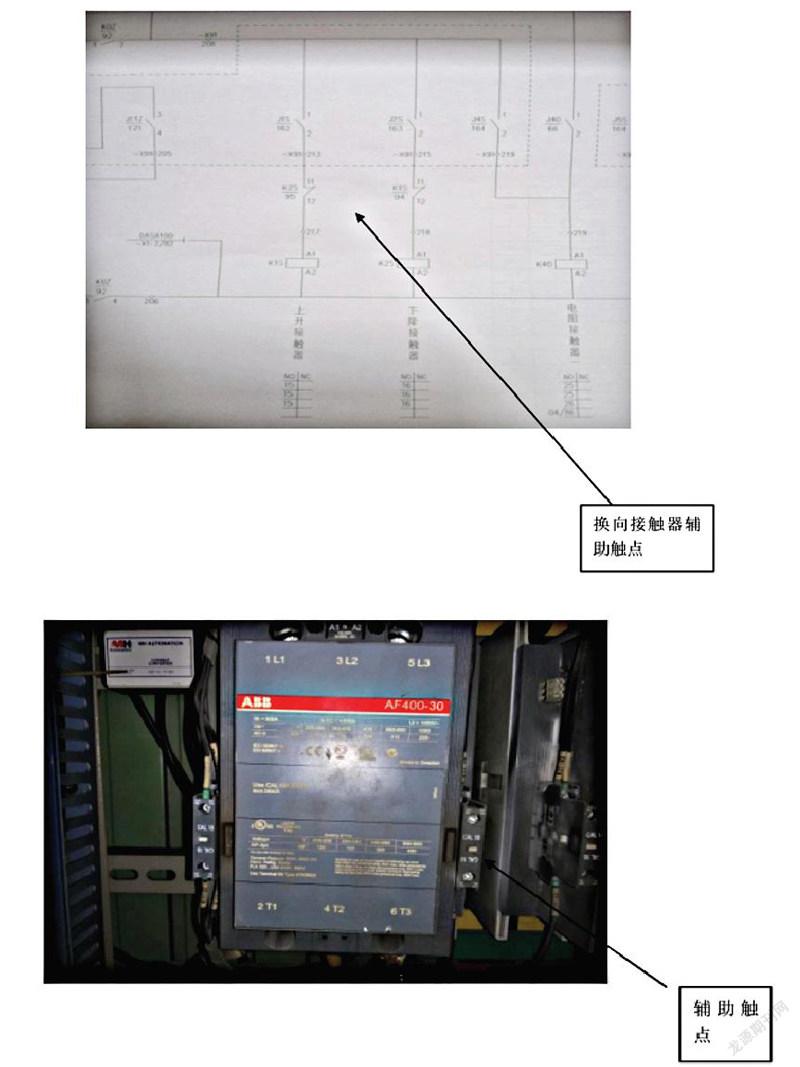
主钩控制主要采用大连美恒定子调压调速控制速度变化,利用两个接触器(K1S和K2S)分别吸合来实现上升和下降的换向,从而实现电机的正转和反转,控制主钩的上升和下降。如果接触器发生故障出现粘连现象,会造成交流电源三相之间短路,进一步造成定子调压装置损坏,造成问题扩大化,给设备和生产造成巨大损失,所以在控制上分别串联两个接触器的辅助触点,也就是把上升接触器的线圈控制回路和下降接触器的常闭点串联,下降接触器的线圈回路和上升接触器的常闭点串联,这样当上升接触器吸合时,它的常闭点是打开的,所以下降接触器不能吸合,反之,下降接触器吸合时,它的常闭点变成开点,此时上升接触器不能吸合,也就是说,采用这种控制方式可以避免上升和下降接触器同时吸合,避免了相间短路的发生,能有效避免比较大的设备事故。但是有时接触器的辅助触点会出现接触不良现象,经常出现接触器都不能动作,故障原因不太明朗,状况时有时无,故障比较隐蔽,判断起来不明朗,所以需要进行改进。
4 改造方案
测量接触器辅助触点的电流大小,具体措施:
①可以采用电流表测量,将电流表串入换向接触器的线圈(或者采用钳形电流表),把数据记录下来;②再根据测量数据进行设备选型,主要是额定电压、电流选择要合适。
把主钩换向接触器的辅助触点放弃,换成两个单独的继电器来实现控制,就是把上升接触器和下降接触器的线圈分别和两个继电器的线圈并联,继电器的辅助触点分别取代上升接触器和下降接触器的辅助触点,这样上升接触器或下降接触器吸合或打开时确保辅助触点不受接触器影响而靠继电器的辅助点可靠控制,同时拆掉原来的机械连锁防止接触器变形引起机械卡阻。把辅助触点用单独的继电器取代,便于观察和发现故障,缩短了故障处理时间,因为继电器的吸合比较明显,而原来触点的接触好与坏不容易目测发现,必须使用测量工具才能确定,而且继电器更换容易并且速度处理快。
观察改造后的设备运行状况,记录故障时间和频率。
5 效果与收益
提高了装车产量。改进前平均每月影响装火车时间12小时,影响装车产量3600吨,改进后事故时间为每月平均30分钟,提高装车产量每月3000吨,年产生效益30000吨,按吨钢效益10元计算,年创效预计达36万元。
6 结束语
随着生产节奏的日益加快,对设备运行的保障更加精益求精,如何提高产品的质量,缩短事故时间将是我们以后工作中重中之重。作为设备保障人员对自己的设备一定要了如指掌,继续改革创新,为热轧厂高效的生产提供有力保障。
参考文献:
[1]赵斌.天车常见故障处理与日常维护[J].工程技术(文摘版):2017(19):00268-00268.
[2]陈光宇,刘树勇.一种新型控制与保护开关在天车改造中的应用[J].电器与能效管理技术,2008(5):55-57.
[3]于东升.天车常见机械故障处理措施[J].商情,2013 (20):247-247.
[4]王慧超,张晓东,刘强.谈天车的电气维护与元件分析[J].山东工业技术,2017(12):223-223.